Главная
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Курсовая работа: Технологический процесс ремонта ступицы переднего колеса
Курсовая работа: Технологический процесс ремонта ступицы переднего колеса
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Выбор способа восстановления деталей
1.2 Разработка технологического процесса ремонта детали
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Назначение приспособление
2.2 Устройство приспособление
2.3 Принцип работы приспособления
3.ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ ПРИСПОСОБЛЕНИЯ
4. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Ремонт деталей представляет собой восстановление всех геометрических размеров детали, ее формы и расположение поверхности, а также обеспечение физико-механических свойств в сравнении с новой деталью. Кроме этого при ремонте решается задача повышения долговечности и работоспособности детали. При ремонте автомобилей нашли широкое применение следующие способы восстановления деталей: механическая обработка, сварка, наплавка, напыление металлов, химическая и гальваническая обработка.
Класс деталей: «полые цилиндры».
Детали этого класса подвергается механическим нагрузкам и для них основным видами износа являются коррозионно-механический и молекулярно-механический,
Которые характеризуются следующими явлениями – молекулярным схватыванием, переносом материала, разрушением возникающих связей, вырыванием частиц и образованием продуктов химического взаимодействия металла, с агрессивными элементами среды. Полые стержни работают в условиях трения, которое сопровождается цикличным изменением температуры и наличием агрессивной среды.
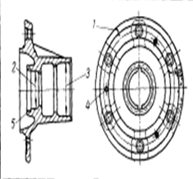
Основные дефекты, характерные для деталей этого класса – износ внутренних и наружных посадочных мест под подшипники; износ шеек под сальники; износы, задиры, кольцевые риски на трущихся поверхностях.
Внутренние и наружные поверхности этих деталей, а также их торцы являются базовыми при механической обработке.
Табл.№1 Технологическая карта детали
|
|
Деталь: Ступица переднего колеса | ||||||
| № детали: 51-3103015-Б | |||||||
|
Материал: Чугун КЧ 35–10 ГОСТ 1215-59 |
Твёрдость: HB 121-149 | ||||||
|
Обозначение по эскизу |
Наименование дефектов |
Способы установления дефекта и измерительные инструменты |
Размер, мм | Заключение | |||
| Номинальный |
Допустимый без ремонта |
Допустимый для ремонта | |||||
| 2 | Износ отверстия под наружное кольцо наружного подшипника |
Пробка 71,99мм или нутромер индикаторный 50-100 мм |
|
71,99 |
Более 71,99 |
Ремонтировать. Постановка втулки,. вибродуговая наплавка | |
| 3 | Износ отверстия под наружное кольцо внутреннего подшипника |
Пробка 99,99мм или нутромер индикаторный |
|
99,99 |
Более 99,99 |
То же | |
1.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Выбор способа восстановления деталей
Износ отверстий под подшипники и шейку шестерни, сальники устраняют постановкой дополнительных ремонтных деталей (ДРД) – втулок. Если же при восстановлении отверстий под подшипники и сальники используется вибродуговая наплавка, то они сначала растачиваются, наплавляются в 2 слоя, а затем растачиваются в соответствии с заданным размером.
При восстановлении полых стержней необходимо обеспечивать размеры и шероховатость восстановленных поверхностей, твердость и прочность сцепления нанесеного материала с основным металлом, а также соосность и симметричность относительно общей оси, допустимую цилиндричность и круглость.
Выбор рационального способа восстановления детали ведется по трем критериям: применимости, долговечности, экономичности. Критерий применимости определяет принципиальную возможность применения различных способов восстановления по отношению к конкретной детали. Критерий долговечности определяет работоспособность восстанавливаемой детали. Критерий экономичности определяет себестоимость восстанавливаемой детали. Критерии долговечности и экономичности определяется по таблице. Выбор рационального способа восстановления представляются в виде таблицы. Выбор рационального способа восстановления детали.
Табл.№2 Выбор способа ремонта детали
| Номер и наименование дефекта | Возможные способы восстановления по критериям | Принятый способ восстановления | ||||
| Применимости | Износостойкости | Выносливости | Долговечности | Экономичности | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Износ отверстия под наружное кольцо внутреннего подшипника | Постановка | Постановка втулки | ||||
| втулки, | 0,90 | 0,90 | 0,81 | 242 | ||
| Вибродуговая наплавка | 0,70 | 0,60 | 0,42 | 97,5 | ||
| Износ отверстия под наружное кольцо наружного подшипника |
Постановка втулки, Вибродуговая наплавка |
0,90 0,70 |
0,90 0,60 |
0,81 0,42 |
242 97,5 |
Постановка втулки |
Выбранный мною способ восстановления постановка втулки (дополнительных ремонтных деталей - ДРД). Изношенные места посадки подшипников можно восстановить при помощи дополнительной втулки. Втулка запрессовывается в изношенное место посадки подшипника, затем втулка растачивается под рабочий размер подшипника, т.к. этот способ имеет большие критерии износостойкости, выносливости, долговечности, чем при вибродуговой наплавке, дорогостоящий, но ремонтная деталь является ответственной, то ей необходимы эти критерии в больших значениях.
Схема технологического процесса – последовательность операций необходимых для устранения дефекта детали. При наличии на детали нескольких дефектов, схемы составляются на каждый дефект в отдельности.
Табл.№3 Последовательность изготовления втулки
| № дефекта | Дефект | Способ устранения | № операции | Наименование и содержание операции | Установочная база |
| 1 схема | |||||
| 2 | Износ отверстия под наружное кольцо внутреннего подшипника | Постановка втулки |
0,5 10 15 20 25 30 35 40 45 |
слесарная изготовление заготовки; токарная свертывание втулки; снятие фаски; подготовка ремонтируемого отверстия под свертную втулку; растачивание отверстия; нарезка на обработанной поверхности винтообразной канавки; установка втулки в ремонтируемое отверстие; раскатка втулки; обработка фаски; |
Наружная цилиндрическая поверхность |
| 2 схема | |||||
| 3 |
Износ отверстия под наружное кольцо внутреннего подшипника |
Постановка втулки |
0,5 10 15 20 25 30 35 40 45 |
слесарная изготовление заготовки; токарная свертывание втулки; снятие фаски; подготовка ремонтируемого отверстия под свертную втулку; растачивание отверстия; нарезка на обработанной поверхности винтообразной канавки; установка втулки в ремонтируемое отверстие; раскатка втулки; обработка фаски; |
Наружная цилиндрическая поверхность |
1.2 Разработка технологического процесса ремонта детали
Установление последовательности операций, выбор оборудования, режущего и измерительного инструмента, приспособлений, расчет режимов работ и норм времени, выбор разряда рабочих.
Припуском называется слой металла, подлежащий удалению с поверхности заготовки в процессе обработки для получения готовой детали. Припуски делятся на: общие и межоперационные(промежуточные).
Общий – припуск снимаемый в течении всего процесса обработки данной поверхности.
Межоперационный – припуск, который удаляют при выполнении отдельной операции.
Исходные данные:
дефект – износ отверстия под наружное кольцо наружного подшипника,
диаметр
номинальный – dн=![]() (мм)
(мм)
диаметр изношенный
– dи=![]() (мм)
(мм)
операции по восстановлению: 1) растачивание (придание отверстию правильной формы)
2) напрессовка втулки произвольной толщиной 3 мм, для ее входа в ремонтируемое отверстие
3) растачивание втулки под требуемый ремонтный размер её толщины 0,014 мм
4) раскатывание втулки толщиной 0,014мм под номинальный размер ремонтируемого отверстия.
Расчетная толщина втулки:
δ=![]() мм.
мм.
P=0,0453 ![]() ,
удельное контактное давление;
,
удельное контактное давление;
d=71,949 мм;
n=![]() ;
;
где [σ]=60![]() ,
допускаемые напряжения;
,
допускаемые напряжения;
![]() =33
=33![]() ,
предел текучести материала втулки;
,
предел текучести материала втулки;
n=![]() =
=![]() ;
;
δ=![]() мм.
мм.
Материал втулки: сталь 40Г.
Табл.№4 Переходы
| № | Переходы | Припуски 2Zmin | Размер до обработки | Размер После обработки |
| 1 |
Растачивание (придание отверстию правильной формы) с d=71,990 до d=72,990 |
1,00 | 71,990 | 72,990 |
| 2 |
Напрессовка втулки произвольной толщиной 3 мм, для её входа в ремонтируемое отверстие с d=72,990 до d=69,090 |
3,00 | 72,990 | 69,990 |
| 3 |
Растачивание втулки под требуемый расчетный размер её толщины равный 0,014 мм с d=69,990 до d=71,915 |
1,925 | 69,990 | 71,915 |
| 4 | Раскатывание втулки толщиной 0,014 мм под номинальный размер ремонтируемого отверстия с d=71,915 до d=71,949 | 0,02 | 71,929 | 71,949 |
Расчёт режимов обработки
1)Расчёт режимов при растачивании (придание отверстию правильной формы)
![]() , (1)
, (1)
где D – диаметр до обработки, мм
d – диаметр после обработки, мм
![]() ,
,
Подачу выбираем по справочнику S=0,2 мм/об
Теоретическая скорость резания с учетом глубины резания и подачи Vт=30 м/мин (для резцов из быстрорежущих сталей Р18);
![]() , (2)
, (2)
К1=0,7, для КЧ 35–10;
К2=1,15, зависящий от стойкости инструмента;
К3=1,0 для продольного точения;
К4= Для стойкости Т = 50 мин, К4 = 1
![]()
Теоретическое число оборотов шпинделя станка
![]() , 3)
, 3)
VT – скорость резания, м/мин;
d – диаметр обрабатываемой заготовки, мм;
π – 3,14
Теоретическое число оборотов шпинделя следует сравнить с паспортом станка и принять ближайшее к расчетному.
![]()
Корректируя по паспорту
станка фактическое число оборотов nф = ![]()
Фактическая скорость резания
![]() , (4)
, (4)
![]() м/мин
м/мин
гдеnф – фактическое число оборотов, принятое по паспорту станка.
Усилие резанию
![]() (5),
(5),
гдеСр – коэффициент, характеризующий обрабатываемый материал;
Ср=103;
t – глубина резания, мм;
S – подача, мм/об;
K – коэффициент, зависящий от предела прочности обрабатываемого материала σq , Н/мм2.к=8,9
![]() 91,67 (Н)
91,67 (Н)
Мощность, затрачиваемое на точение с учетом к.п.д. станка (ηст 0,7)
![]() , (6)
, (6)
![]()
Мощность электродвигателя станка при данном режиме резания
![]() , (7)
, (7)
![]() 0,04кВт
0,04кВт
Мощность электродвигателя станка равна 14 кВт
Определим штучное время
![]() (8)
(8)
где Тшт – штучное время, мин
Т0 – основное (машинное) время, мин
Тв – вспомогательное время, мин
Тпр – прибавочное время, мин
Расчет основного время
![]() (9)
(9)
![]()
Вспомогательное время 15% от То
Тв =0,15*2,79=0,41![]()
Прибавочное время
![]() от (Т0+Тв) (10)
от (Т0+Тв) (10)
0,05*(2,79+0,41)=0,16 ![]()
Штучное время при растачивание отверстия
![]()
2) Расчёт режимов при запрессовке втулки:
Подачу выбираем по справочнику S=0,8 мм/об
Расчётная длинна обработки:
![]()
![]() 2…6 (11)
2…6 (11)
![]()
Определение усилия запрессовки:
![]() ; (12)
; (12)
![]() - коэф. трения
- коэф. трения
![]()
![]() -номинальный диаметр отверстия;
-номинальный диаметр отверстия;
![]() -длина резания;
-длина резания; ![]() – удельное контактное
давление сжатия;
– удельное контактное
давление сжатия;
![]()
Расчет основного время
![]() (13)
(13)
![]()
Вспомогательное время 15% от То
Тв =0,15*1,29=0,19![]()
Прибавочное время
![]() =0,05*(1,29+0,19)=0,074
=0,05*(1,29+0,19)=0,074![]()
Штучное время при запрессовке
![]()
3) Расчёт режимов при растачивании втулки под требуемый расчетный размер.
![]() ,
,
Подачу выбираем по справочнику S=0,1мм/об
Теоретическая скорость резания с учетом глубины резания и подачи Vт=49 м/мин (для резцов из быстрорежущих сталей Р18);
К1=1,25
К2=1,15, зависящий от стойкости инструмента;
К3=1,0 для продольного точения;
К4= Для стойкости Т = 50 мин, К4 = 1
![]()
Теоретическое число оборотов шпинделя станка
![]() ,
,
Теоретическое число оборотов шпинделя следует сравнить с паспортом станка и принять ближайшее к расчетному.
Корректируя по паспорту станка фактическое число оборотов
nф
=![]()
Фактическая скорость резания
![]() м/мин
м/мин
Усилие резанию
![]() (Н)
(Н)
Ср=225
Мощность, затрачиваемое на точение с учетом к.п.д. станка (ηст 0,7)
![]()
Мощность электродвигателя станка при данном режиме резания
![]() 0,29кВт
0,29кВт
Мощность электродвигателя станка равна 14 кВт
Расчет основного время
![]()
Вспомогательное время 15% от То
Тв =0,15*1,79=0,26![]()
Прибавочное время
0,05*(1,79+0,26)=0,10![]()
Штучное время при растачивание отверстия
![]()
4)После проведенных операций производится Раскатывание втулки толщиной 0,014 мм под номинальный размер ремонтируемого отверстия с d=71,915 до d=71,949
Исходные данные:
Дефект №2 Износ
отверстия под наружное кольцо внутреннего подшипник диаметр номинальный – dн=![]() (мм)
(мм)
диаметр
изношенный – dи=![]() (мм)
(мм)
Операции по восстановлению: 1) растачивание (придание отверстию правильной формы)
2) напрессовка втулки произвольной толщиной 3 мм, для ее входа в ремонтируемое отверстие
3) растачивание втулки под требуемый ремонтный размер её толщины 0,207 мм
4) раскатывание втулки толщиной 0,207мм под номинальный размер ремонтируемого отверстия.
Расчетная толщина втулки:
δ=![]() мм.
мм.
P=0,0453 ![]() ,
удельное контактное давление;
,
удельное контактное давление;
d=99,961мм;
n=![]() ;
;
где [σ]=60![]() ,
допускаемые напряжения;
,
допускаемые напряжения;
![]() =33
=33![]() ,
предел текучести материала втулки;
,
предел текучести материала втулки;
n=![]() =
=![]() ;
;
δ=![]() мм.
мм.
Материал втулки: сталь 40Г.
Табл.№5 Переходы
| № | Переходы | Припуски 2Zmin | Размер до обработки | Размер После обработки |
| 1 |
Растачивание (придание отверстию правильной формы) с d=99,99 до d=101,990 |
2,00 | 99,990 | 101,990 |
| 2 |
Напрессовка втулки произвольной толщиной 3 мм, для её входа в ремонтируемое отверстие с d=101,990 до d=98,990 |
3,00 | 101,990 | 98,990 |
| 3 |
Растачивание втулки под требуемый расчетный размер её толщины равный 0,207 мм с d=98,990 до d=99,754 |
0,7 | 98,990 | 99,715 |
| 4 | Раскатывание втулки толщиной 0,207 мм под номинальный размер ремонтируемого отверстия с d=99,715 до d=99,961 | 0,01 | 99,951 | 99,961 |
1) Расчёт режимов при растачивании (придание отверстию правильной формы)
Глубина резания
![]() ,
,
Подачу выбираем по справочнику S=0,5 мм/об
Теоретическая скорость резания с учетом глубины резания и подачи Vт=26 м/мин (для резцов из быстрорежущих сталей Р18);
![]()
К1=0,7, для КЧ 35–10;
К2=1,15, зависящий от стойкости инструмента;
К3=1,0 для продольного точения;
К4= Для стойкости Т = 50 мин, К4 = 1
Фактическое число оборотов
![]()
Корректируя по
паспорту станка фактическое число оборотов nф = ![]()
Фактическая скорость резания
![]() м/мин
м/мин
nф – фактическое число оборотов, принятое по паспорту станка.
Усилие резанию
![]() 458,35 (Н)
458,35 (Н)
Ср=103;
K –σq , Н/мм2.к=8,9
Мощность, затрачиваемое на точение с учетом к.п.д. станка (ηст 0,7)
![]()
Мощность электродвигателя станка при данном режиме резания
![]() 0,2кВт
0,2кВт
Мощность электродвигателя станка равна 14 кВт
Расчет основного время
![]()
Вспомогательное время 15% от То
Тв =0,15*2,2=0,33![]()
Прибавочное время
0,05*(2,2+0,33)=0,12 ![]()
Штучное время при растачивание отверстия
![]()
2)Расчёт режимов при запрессовке втулки:
Подачу выбираем по справочнику S=0,6 мм/об
Расчётная длинна обработки:
![]()
Определение усилия запрессовки:
![]() - коэф. трения
- коэф. трения
![]()
![]() -номинальный диаметр отверстия;
-номинальный диаметр отверстия;
![]() -длина резания;
-длина резания; ![]() – удельное контактное
давление сжатия;
– удельное контактное
давление сжатия;
![]()
Расчет основного время
![]()
Вспомогательное время 15% от То
Тв =0,15*1,22=0,18![]()
Прибавочное время
![]() =0,05*(1,22+0,18)=0,07
=0,05*(1,22+0,18)=0,07![]()
Штучное время при запрессовке
![]()
3)Расчёт режимов при растачивании (придание отверстию правильной формы)
![]() ,
,
Подачу выбираем по справочнику S=0,3 мм/об
Теоретическая скорость резания с учетом глубины резания и подачи Vт=35 м/мин (для резцов из быстрорежущих сталей Р18);
![]()
К1=1,25
К2=1,15, зависящий от стойкости инструмента;
К3=1,0 для продольного точения;
К4= Для стойкости Т = 50 мин, К4 = 1
Теоретическое число оборотов шпинделя станка
![]() ,
,
VT – скорость резания, м/мин;
d – диаметр обрабатываемой заготовки, мм;
π – 3,14
Теоретическое число оборотов шпинделя следует сравнить с паспортом станка и принять ближайшее к расчетному.
Корректируя по
паспорту станка фактическое число оборотов nф = ![]()
Фактическая скорость резания
![]() м/мин
м/мин
nф – фактическое число оборотов, принятое по паспорту станка.
Усилие резанию
![]()
Ср=255;
Мощность, затрачиваемое на точение с учетом к.п.д. станка (ηст 0,7)
![]()
мощность электродвигателя станка при данном режиме резания
![]() кВт
кВт
Мощность электродвигателя станка равна 14 кВт
Расчет основного время
![]()
Вспомогательное время 15% от То
Тв =0,15*1,3=0,19![]()
Прибавочное время
0,05*(1,3+0,19)=0,07 ![]()
Штучное время при растачивание отверстия
![]()
4) После проведенных операций производится Раскатывание втулки толщиной 0,207 мм под номинальный размер ремонтируемого отверстия с d=99,715 до d=99,961
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Назначение: Приспособление для расточки отверстий в ступице переднего колеса под обоймы подшипников
2.2 Устройство:1-гитара сменных зубчатых колес;2- передняя бабка с коробкой скоростей;3- коробка подач;4-станина;5-фартук;6-суппорт;7-задняя бабка;8-шкаф с электрооборудованием;9-ходовой вал;10-ходовой винт
2.3 Принцип работы:
Станина 4 представляет собой массивное чугунное основание, на котором смонтированы основные узлы станка. Верхняя часть станины имеет две плоские и две призматические направляющие, по которым перемещаются суппорт и задняя бабка; станина установлена на двух тумбах. Передняя бабка 2, внутри которой расположены главный рабочий орган станка шпиндель и коробка скоростей. Шпиндель представляет собой полый вал, на правом конце которого крепится приспособление, зажимающее заготовку (патрон, планшайба). Шпиндель получает вращение от электродвигателя, расположенного в левой тумбе, через клиноременную передачу и механизм, состоящий из зубчатых колес, размещенных внутри передней бабки. Этот механизм называется коробкой скоростей и служит для изменения частоты вращения шпинделя. Суппорт 6- устройство для закрепления резца и обеспечения движения подачи, т.е. перемещения резца в продольном и поперечном направлениях. Движение подачи осуществляется вручную или механически. Механическое движение подачи суппорт получает от ходового вала 9 или (при нарезании резьбы) от ходового винта 10. Суппорт состоит из каретки, перемещающейся по направляющим станины; фартука 5, в котором расположен механизм преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта; поперечных салазок; резцедержателя. Коробка подач 3 представляет собой механизм, передающий вращение от шпинделя к ходовому валу или ходовому винту. Коробка подач служит для изменения скорости движения подач суппорта. Гитара 1 предназначена для настройки станка на различные шаги нарезаемых резьб. Задняя бабка 7 служит для поддержания конца длинных заготовок и для закрепления в ней различных инструментов – сверл, зенкеров, разверток. Электрооборудование станка размещено в шкафу 8
Технические характеристики токарно-винторезного станка 163
| Наименование | Значение |
| Наибольшая длина обрабатываемого изделия, мм | 1000 |
| Высота оси центров над плоскими направляющими станины, мм: | 215 |
| Пределы оборотов, об/мин | 12,5-1600 |
| Пределы подач, мм/об | |
| Продольных | 0,05-2,8 |
| Поперечных | 0,002-0,11 |
| Мощность электродвигателя главного привода, кВт | 14 |
| Наибольший диаметр изделия, устанавливаемого над станиной, мм | 400 |
| Наибольший диаметр обработки над поперечными салазками суппорта, мм | 220 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм | 50 |
| Габаритный размеры станка, мм | |
| Длина | 2795 |
| Ширина | 1190 |
| Высота | 1500 |
| Масса станка, кг | 3005 |
3. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ПРИСПОСОБЛЕНИЕМ
Во избежание получения травм и для создания безопасных условий труда токарь, кроме общих правил, должен соблюдать и специфические правила, которые обусловлены особенностями станков токарной группы.
Они заключаются в следующем:
1. Устанавливать и снимать патроны, планшайбы и другие приспособления следует при помощи грузоподъемного устройства, оснащенного специальным захватом
Перед установкой приспособления шпиндель передней бабки очистить от загрязнений и тщательно протереть.
2. При использовании приспособлений, оснащенных пневматическими, гидравлическими или электромагнитными приводами, тщательно проверять состояние коммуникаций подачи воздуха и жидкости, а также электропроводку. Не допускать воздействия на них движущихся частей станка.
3. Не применять значительно изношенную технологическую оснастку (патроны, центры, переходные втулки).
4. не оставлять в задней бабке или револьверной головки инструменты, которые не используются при обработке данной заготовки.
5. При обработке заготовок, закрепляемых в центрах, применять безопасные поводковые патроны.
6. удалять стружку со станка только специальным крючком или щеткой.
7. Применять правильные приемы работы.
8. Проверять уровень масла по контрольным глазкам в коробках скоростей, подач и в фартуке.
9. Не брать и не подавать через работающий станок какие либо предметы, не подтягивать на ходу болты, гайки и другие соединительные узлы станка.
10. Не облокачиваться на станок и не размещать заготовки инструменты и другие предметы на направляющих станка.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. Ремонт автомобилей. Под ред. С.И. Румянцева, М., Транспорт, 1988.
2. Дюмин И.Е., Трегуб Г.П. Ремонт автомобилей. М., Транспорт, 1995.
3. Матвеев В.А., Пустовал И.И. Техническое нормирование ремонтных работ в сельском хозяйстве. М., Колос, 1979.
4. Боднев А.Г., Шаберин Н.Н. Лабораторный практикум по ремонту автомобилей. М., Транспорт, 1984.
5. Дехтеринский Л.В. и др. Технология ремонта автомобилей. М., Транспорт, 1979.
6. Оборудование для ремонта автомобилей. Под ред. Шахнеса М.Н.М., Транспорт, 1979.
7. Справочник технолога авторемонтного производства. Под ред. Малышева А.Г., Транспорт, 1977.
8. Верещак Ф.П., Абелевич Ш.А. Проектирование авторемонтных предприятий. М., Транспорт, 1973.
9. РК‑200‑РСФСР‑1/1–2035–80. Автомобиль ЗИЛ‑130 и его модификации (без двигателя). Руководство по капитальному ремонту. Минавтотранс РСФСР, техническое управление, 1981.
10. РК‑200‑РСФСР‑2/1–2036–80. Автомобиль ГАЗ‑53А (без двигателя). Руководство по капитальному ремонту. М., Минавтотранс РСФСР, техническое управление, 1981.
11. РК‑200‑РСФСР‑2/1–2056–80. Двигатели ЗМЗ‑53 и ЗМЗ‑672. Руководство по капитальному ремонту. М., Минавтотранс РСФСР, техническое управление, 1981.
12. РК‑200‑РСФСР‑2025–73 (80). Автомобиль ГАЗ‑24 «Волга». Руководство по капитальному ремонту. М., Транспорт, 1976.
13. РД‑200‑РСФСР‑2/1–0007–76. Руководство по нормированию технологических процессов капитального ремонта автомобилей. М., Минавтотранс РСФСР, техническое управление, 1978.