Главная
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Контрольная работа: Нормирование точности в машиностроении
Контрольная работа: Нормирование точности в машиностроении
Содержание
1. Гладкие сопряжения и калибры
1.1 Расчет допусков и посадок гладких цилиндрических сопряжений
1.2 Калибры для контороля гладких цилиндрических соединений
2. Расчет и выбор посадок подшипника качения
3. Шероховатость, отклонение формы и расположения поверхностей
4. Допуски и посадки шпоночных и шлицевых соединений
4.1 Шпоночное соединение
4.2 Прямобочное шлицевое соединение
4.3 Эвольвентное шлицевое соединение
Литература
1. Гладкие сопряжения и калибры
1.Задана посадка Æ56H6/k5.
Посадка с переходная.
Предельные отклонения отверстия Æ56H6: верхнее ES=+19мкм; нижнее EI=0.
Предельные отклонения вала Æ56k5: верхнее es=14 мкм; нижнее ei=+1 мкм.
Предельные размеры отверстия и вала:
Dmax = D + ES = 56 + 0,019 = 56,019 мм;
Dmin = D + EI = 56 + 0 = 56 мм;
dmax = d + es = 56 +0.014 = 56,014 мм;
dmin = d + ei = 56 + 0.001 = 56,001 мм;
Допуски размеров отверстия и вала:
TD = IT6 = 19 мкм;
Td = IT5 = 13 мкм;
Параметры посадки (переходная).
Smax = ES - ei = 19- 1 = 18 мкм;
Smin = EI - es = 0 - 14 = -14 мкм;
TS = Smax - Smin = 18 + 14 = 32 мкм.
Проверка: TS = Td+TD 32= 19 + 13
2.Задана посадка Æ70S6/h7.
Посадка с зазором.
Предельные отклонения отверстия Æ70S6: верхнее ES=-59мкм; нижнее EI=-78.
Предельные отклонения вала Æ70h7: верхнее es=0 мкм; нижнее ei=-30 мкм.
Предельные размеры отверстия и вала:
Dmax = D + ES = 70 + (-0.059) = 69.941 мм;
Dmin = D + EI = 70 + (-78) = 69.922 мм;
dmax = d + es = 70 + 0 = 70 мм;
dmin = d + ei = 70 + (0.030) = 69.970 мм;
Допуски размеров отверстия и вала:
TD = IT6 = 19 мкм;
Td = IT7 = 30 мкм;
Параметры посадки (с зазором).
Nmax = dmax - Dmin = = -0,078 мм;
Nmin = dmin - Dmax = = -0,029 мм;
TN = Nmax - Nmin = -0,0678 + 0,029 = -0,049 мм.
Проверка: TN = Td+TD 0,049 = 0,019 + 0,030
3.Задана посадка Æ105F7/h7.
Посадка c зазором.
Предельные отклонения отверстия Æ53H7: верхнее ES=+30мкм; нижнее EI=0.
Предельные отклонения вала Æ53k5: верхнее es=+15 мкм; нижнее ei=+2 мкм.
Предельные размеры отверстия и вала:
Dmax = D + ES = 53 + 0,030 = 53,030 мм;
Dmin = D + EI = 53 + 0 = 53 мм;
dmax = d + es = 53 + 0,015 = 53,015 мм;
dmin = d + ei = 53 + 0,002 = 53,002 мм;
Допуски размеров отверстия и вала:
TD = IT7 = 30 мкм;
Td = IT5 = 13 мкм;
Параметры посадки (переходная).
Smax = Dmax - dmin = 53,030 - 53,002 = 0,028 мм;
Nmax = dmax - Dmin = 53,015 - 53 = 0,015 мм;
Smin = -Nmax = -0,015 мм;
Nmin = -Smax = -0,028 мм;
TS(N) = Smax + Nmax = 0,028 - 0,015 = 0,043 мм.
Проверка: TS(N) = Td+TD 0,043 = 0,013 + 0,030
4.Задана посадка Æ21H8/h7.
Посадка с зазором.
Предельные отклонения отверстия Æ21H8: верхнее ES=+33мкм; нижнее EI=0.
Предельные отклонения вала Æ21h7: верхнее es=0 мкм; нижнее ei=-21 мкм.
Предельные размеры отверстия и вала:
Dmax = D + ES = 21 + 0,033 = 21,033 мм;
Dmin = D + EI = 21 + 0 = 21 мм;
dmax = d + es = 21 + 0 = 21 мм;
dmin = d + ei = 21 + (-0,021) = 20,979 мм;
Допуски размеров отверстия и вала:
TD = IT8 = 33 мкм;
Td = IT7 = 21 мкм;
Параметры посадки (c зазором).
Smax = Dmax - dmin = 21,033 - 20,979 = 0,054 мм;
Smin = Dmin - dmax = 21 - 21 = 0;
TS = Smax - Smin = 0,054 - 0 = 0,054 мм.
Проверка: TS = Td+TD 0,054 = 0,021 + 0,033
Полученные данные для всех посадок заносим в таблицу 1.1.
Таблица 1.1 Типы и параметры посадок
| Обозначение Посадки | Предельные размеры | Предельные размеры |
Тип посадки |
Допуск посадки |
||||||
| Отверстия | Вала | зазор | натяг | |||||||
|
Dmax |
Dmin |
dmax |
dmin |
Smax |
Smin |
Nmax |
Nmin |
|||
| Æ19H9/c8 | 19,052 | 19 | 18,890 | 18,857 | 0,195 | 0,110 | - | - | зазор | 0,085 |
| Æ34H7/s7 | 34,025 | 34 | 34,068 | 34,043 | - | - | 0,068 | 0,018 | натяг | 0,050 |
| Æ53H7/k5 | 53,030 | 53 | 53,015 | 53,002 | 0,028 | -0,015 | 0,015 | -0,028 | переходная | 0,043 |
| Æ21H8/h7 | 21,033 | 21 | 21 | 20,979 | 0,054 | 0 | - | - | зазор | 0,054 |
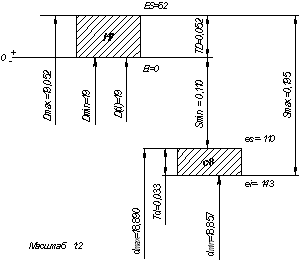
Рисунок 1.1 - Схема посадки №1 с зазором
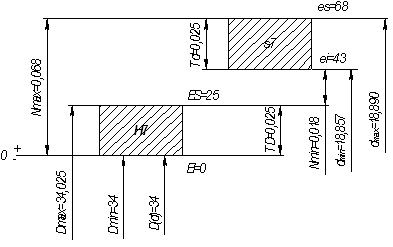
Рисунок 1.2 - Схема посадки №2 с натягом
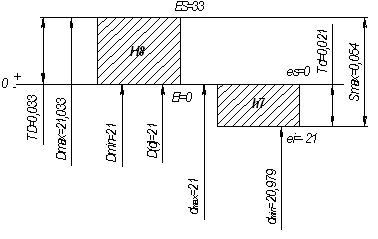
Рисунок 1.4 – Схема посадки №4 с зазором
а)
б)
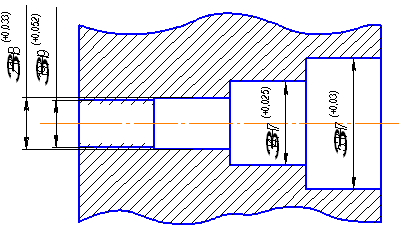
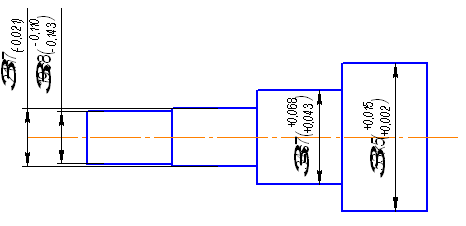
Рисунок 1.5 – Эскизы сопрягаемых деталей: а) отверстия; б) валы;
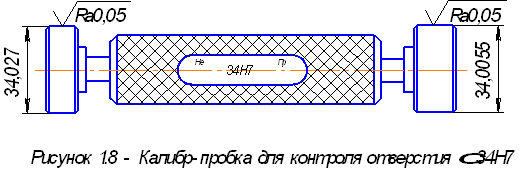
1.2 Калибры для контроля гладких цилиндрических соединений
Разработаем предельные калибры для контроля сопряжения Æ34H7/s7. Устанавливаем допуски на изготовление предельных калибров по таблице 3 и 4.
Исходные данные:
Для отверстия Æ34H7: Н=4 мкм; Z=3,5 мкм; α=0.
Для вала: Æ34s7: H1 =4 мкм, Z1=3,5 мкм, Hp=1,5 мкм, α1=0, Y1=3 мкм.
Исполнительный размер проходной стороны калибра-пробки:
Прmax= Dmin+Z+![]() =34+0,0035+0,004/2=34,0055
мм;
=34+0,0035+0,004/2=34,0055
мм;
размер на чертеже Æ34,0055-0,004 мм.
Исполнительный размер непроходной стороны калибра-пробки:
Неmax= Dmax- α +![]() =34,025-0+0,004/2=34,027 мм;
=34,025-0+0,004/2=34,027 мм;
размер на чертеже Æ34,027-0,004 мм.
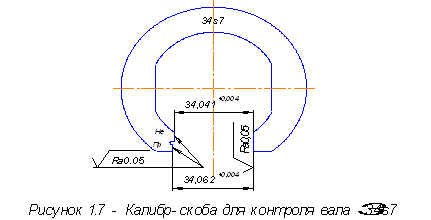
Исполнительный размер проходной стороны калибра-скобы:
Прmin= dmax-Z1 - ![]() =34,068-0,0035-0,004/2=34,0625
мм;
=34,068-0,0035-0,004/2=34,0625
мм;
размер на чертеже Æ34,0625+0,004 мм.
Исполнительный размер непроходной стороны калибра-скобы:
Неmin= dmin+ α1 - ![]() =34,043+0-0,004/2=34,041
мм;
=34,043+0-0,004/2=34,041
мм;
размер на чертеже Æ34,041+0,004 мм.
Исполнительный размер контрольного калибра:
К-Иmax= dmax+ Y1 - α1+![]() =34,068+0,003-0+0,0015/2=34,07025
мм;
=34,068+0,003-0+0,0015/2=34,07025
мм;
размер на чертеже Æ34,0702-0,0015 мм.
Исполнительный размер проходного контрольного калибра:
К-Прmax= dmax-Z1 +![]() =34,068-0,0035+0,0015/2=34,06525
мм;
=34,068-0,0035+0,0015/2=34,06525
мм;
размер на чертеже Æ34,0652-0,0015 мм.
Исполнительный размер непроходного контрольного калибра:
К-Неmax= dmin+ α1 +![]() =34,043+0+0,0015/2+0=34,04375
мм;
=34,043+0+0,0015/2+0=34,04375
мм;
размер на чертеже Æ34,0437-0,0015 мм.
Шероховатость рабочих поверхностей калибров:
Ra ≤ 0,012Tразм(H1,H), H1=H=4 мкм;
Ra = 0,012۰4 = 0,048 мкм;
Принимаем Ra из стандартного ряда
Для обоих калибров: Ra=0,05 мкм.
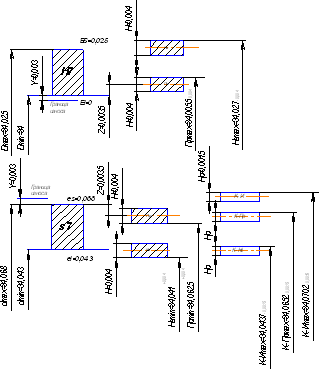
Рисунок 1.6 Схемы полей допусков предельных калибров
2. Расчет и выбор посадок подшипников качения
Исходные данные:
подшипник 409;
класс точности 0;
радиальная сила F=4000 H;
вращающимся является внутреннее кольцо.
1. Параметры подшипника 409: d=45 мм; D=120 мм; B=29 мм; r=3,0 мм.
В рассматриваемом узле вращающимся кольцом является внутреннее кольцо подшипника, поэтому его посадку на вал производим с натягом, а наружное кольцо устанавливаем в корпус с зазором.
2. Определение минимального потребного натяга для внутреннего кольца подшипника:
 мкм,
мкм,
где коэффициент k=2 для тяжёлой серии подшипника.
3. Определение максимального допустимого натяга внутреннего кольца подшипника:
 мкм.
мкм.
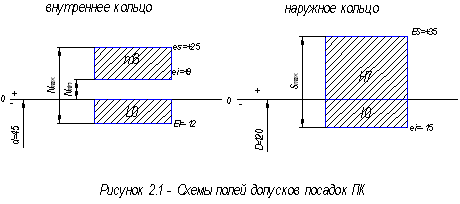
4. По значению Nmin подбираем из числа рекомендуемых посадку для внутреннего кольца подшипника: Æ 45 L0/m6.
По таблице 9 определяем предельные отклонения размеров:
для отверстия: ES=0; EI=–12 мкм;
для вала: es=+25 мкм; ei=+9 мкм;
5. Определение минимального и максимального натяга в соединении:
![]()
![]()
Tак как ![]() >
>![]() (9 мкм > 4,522 мкм), а
(9 мкм > 4,522 мкм), а ![]() >
>![]() (37 мкм < 205,2 мкм),
можно заключить, что посадка внутреннего кольца подшипника выполнена правильно.
(37 мкм < 205,2 мкм),
можно заключить, что посадка внутреннего кольца подшипника выполнена правильно.
6. Выбираем посадку для наружного кольца подшипника из рекомендованных: Æ 120H7/l0. Предельные отклонения:
для отверстия:
ES=+35 мкм;
EI=0;
TD=35 мкм;
для вала:
es=0;
ei=–15 мкм.
Td=15 мкм;
Для выбранной посадки максимальный зазор:
Smax=ES–ei=35–(–15)=50 мкм.
Для выбранной посадки минимальный зазор:
Smin=EI–es=0–0=0 мкм.
7. Строим схему полей допусков выбранных посадок для колец подшипника качения:
8. Эскиз сборочного узла
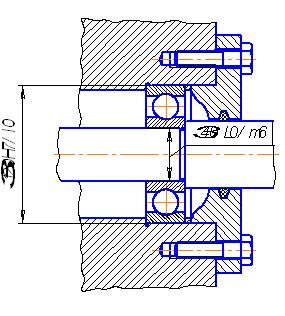
Рисунок 2.2 Сборочный узел
3. Шероховатость, отклонения формы и расположения поверхностей
Исходные данные:
1.Æ 45k6; Td=16 мкм;
2.Æ 50n7; Td=25 мкм;
3.Æ 45k6; Td=16 мкм;
4.Æ 25r7; Td=21 мкм;
5.Æ 53-0,3 ; Td=300 мкм;
6.Æ 55-0,3 ; Td=300 мкм;
7.18h6; Td=11 мкм;
8.9h15; Td=580 мкм;
9.Æ 14N9; Td=43 мкм;
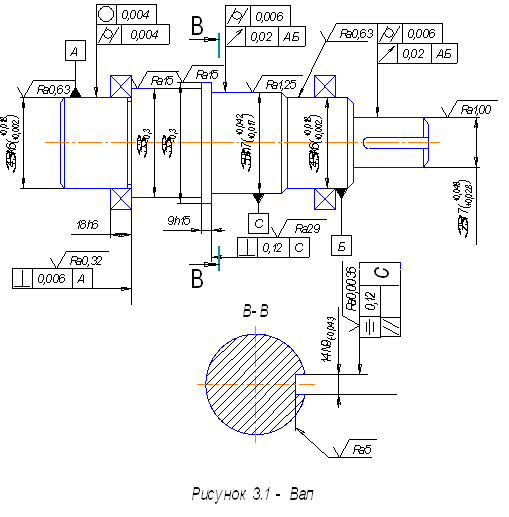
3.1 Шероховатости отмеченных поверхностей находим сообразно назначению этих поверхностей и допуску их размера
3.1.1 Определим шероховатость для
посадочных мест подшипников качения ![]()
Поверхность Æ 45k6: Td=16 мкм;
![]()
принимаем Ra=0,63 мкм из стандартного ряда.
Поверхность Æ 45k6: Td=16 мкм
Аналогично предыдущей поверхности Ra=0,63 мкм.
3.1.2 Шероховатость для ответственных поверхностей, образующих с сопрягаемыми поверхностями других деталей определённые посадки
В общем случае выделенные поверхности
можно считать поверхностями нормальной геометрической точности, для которых
параметр шероховатости ![]() TÆ.
TÆ.
Поверхность Æ 50n7: Td=25 мкм;
![]()
принимаем Ra=1,25 мкм из стандартного ряда.
Поверхность Æ 25r7: Td=21 мкм;
![]()
принимаем Ra=1,00 мкм из стандартного ряда.
Поверхность Æ 18h6: Td=11 мкм;
![]()
принимаем Ra=0,32 мкм из стандартного ряда.
3.1.3 Определение шероховатости поверхностей, к которым не предъявляются высокие требования
Поверхность Æ 53-0,3: Td=300 мкм;
![]()
принимаем Ra=12,5 мкм из стандартного ряда.
Поверхность Æ 55-0,3: Td=300 мкм;
![]()
принимаем Ra=12,5 мкм из стандартного ряда.
Поверхность Æ 9h15: Td=580 мкм;
![]()
принимаем Ra=25 мкм из стандартного ряда.
Шероховатость поверхностей шпоночного паза принимается в пределах Ra=3,6…12,5 мкм, причём большие значения соответствуют дну паза.
3.2 Допуски на отклонение формы и расположения поверхностей также определим приближённым методом
3.2.1 Расчёт допусков на отклонение от круглости и цилиндричности поверхностей
Поверхность Æ 45k6: Td=16 мкм;
T ![]() мкм, принимаем T =4 мкм из стандартного ряда.
мкм, принимаем T =4 мкм из стандартного ряда.
T ![]() мкм,
принимаем T =4 мкм.
мкм,
принимаем T =4 мкм.
Поверхность Æ 50n7: Td=25 мкм;
T ![]() мкм, принимаем T =6
мкм.
мкм, принимаем T =6
мкм.
Поверхность Æ 25r7: Td=21 мкм;
T ![]() мкм, принимаем T =6
мкм.
мкм, принимаем T =6
мкм.
3.2.2 Допуск на радиальное биение поверхности относительно поверхности АБ
Поверхность Æ 50n7:
T ![]() мм, принимаем T =0,02 мм;
мм, принимаем T =0,02 мм;
Поверхность Æ 25r7:
T ![]() мм, принимаем T =0,02 мм;
мм, принимаем T =0,02 мм;
3.2.3 Допуск на отклонение от перпендикулярности торца поверхности Æ50-0,3 для фиксации подшипника зависит от допуска размера на ширину подшипника
![]()
![]() T
T ![]() мкм, принимаем T =6 мкм.
мкм, принимаем T =6 мкм.
Допуск на отклонение от перпендикулярности поверхности Æ9h15:
![]()
![]() T
T ![]() мкм, принимаем T =120 мкм.
мкм, принимаем T =120 мкм.
3.2.4 Допуск на отклонение от симметричности расположения шпоночного паза
![]()
![]() T
T ![]() мкм, принимаем T =120 мкм,
мкм, принимаем T =120 мкм,
3.2.5 Допуск на отклонение от параллельности шпоночного паза
T// ![]() мкм, принимаем T//
=120 мкм.
мкм, принимаем T//
=120 мкм.
где TB - при определении допуска перпендикулярности является допуском на ширину подшипника; при определении допуска отклонения от симметричности боковых сторон шпоночного паза является допуском на ширину паза вала.
Чертим эскиз вала
4. Допуски и посадки шпоночных и шлицевых соединений.
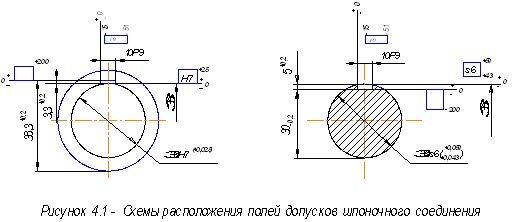
4.1 Шпоночные соединения.
Исходные данные: d=35 мм, тип соединения 3 (плотное соединение).
По ГОСТ 23360-78 выбираем основные размеры соединения:
b=10 мм, h=8 мм;
Глубина паза вала и втулки соответственно: t1=5 мм, t2=3,3 мм;
Вид исполнения 1;
Длина шпонки l=50 мм;
Условное обозначение шпонки: Шпонка 1-10 ĥ 8 ĥ 50 ГОСТ 23360-78.
Условия применения – плотное характеризуемое вероятностью получения примерно одинаковых небольших натягов в соединении шпонок с обоими пазами; сборка осуществляется напрессовкой, применяется при редких разборках и реверсивных нагрузках.
Для заданного типа соединения назначаем поля допусков для деталей шпоночного соединения:
поле допуска вала s6,
поле допуска отверстия H7,
поле допуска ширины шпонки b - h9,
поле допуска высоты шпонки h - h11,
поле допуска длины шпонки l - h14,
поле допуска ширины паза на валу и во втулке - P9,
Определяем предельные отклонения пользуясь стандартом на гладкие соединения:
диаметр вала 35 ![]()
диаметр втулки 35 ![]()
ширина шпонки 10 ![]()
высота шпонки 8 ![]()
длина шпонки 50 ![]()
ширина паза на валу 10 ![]()
ширина паза во втулке 10 ![]()
глубина паза вала ![]()
![]()
• глубина паза втулки ![]()
![]()
Строим схемы расположения полей допусков (рисунок 4.1).
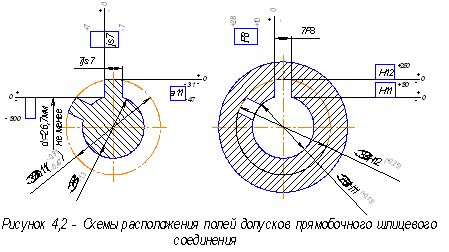
4.2 Прямобочное шлицевое соединение
Исходные данные: b-6 ĥ 28H11/≥26,7 ĥ 32H12/a11 ĥ7F8/js7 ГОСТ 1139-80
Прямобочное шлицевое соединение: центрирование по боковым поверхностям зубьев b;
поле допуска центрирующего диаметра D=32 мм
H12 - втулки,
a11 - вала;
число прямобочных шлицов 6;
внутренний диаметр соединения d=28 мм;
ширина шлица b=7 мм,
поле допуска ширины шлица втулки F8,
поле допуска ширины шлица вала js7.
Центрирование по b применяется, когда не требуется особой точности соосности, при передаче значительных моментов, в случаях, когда недопустимы большие зазоры между боковыми поверхностями вала и втулки; наиболее простой и экономичный способ.
По ГОСТ 1139-80 назначаем поля допусков втулки и вала по нецентрирующему диаметру:
втулки H11,
предельное отклонение вала по нецентрирующему диаметру d не менее 26,7 мм.
Величины предельных отклонений диаметров и ширины прямобочного шлица:
Для втулки b-6 ĥ 28H11 ĥ 32H12 ĥ7F8 ГОСТ 1139-80
центрирующий диаметр ![]() ;
;
нецентрирующий диаметр ![]() ;
;
ширина паза ![]() ;
;
Для вала b-6 ĥ ≥26,7 ĥ 32a11 ĥ7js7 ГОСТ 1139-80
центрирующий диаметр ![]() ;
;
нецентрирующий диаметр ![]() мм;
мм;
ширина паза ![]() ;
;
Строим схемы расположения полей допусков (рисунок 4.2).
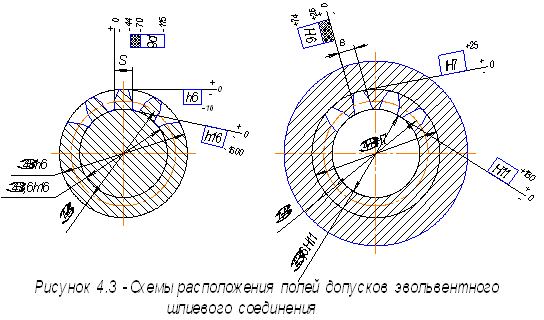
4.3 Эвольвентные шлицевые соединения
Исходные данные: 48 ĥ H7/h6 ĥ 2 ГОСТ 6033-80
Номинальный диаметр D=48 мм,
Модуль m=2 мм,
вид центрирования по наружному диаметру,
поле допуска наружного диаметра втулки Df - H7,
поле допуска наружного диаметра вала da - h6.
Центрирование по наружному диаметру D наиболее технологично, так как в этом случае в качестве окончательной операции отверстия выполняют протягивание, а при обработке вала - шлифование. Такое центрирование применяется в деталях с незакалённым отверстием.
Определяем по ГОСТ 6033-80 недостающие параметры эвольвентного соединения:
Число зубьев Z=22;
Делительный диаметр:
![]() мм;
мм;
Диаметр впадин шлицевого вала
![]() мм;
мм;
Диаметр внутренней втулки
![]() мм;
мм;
Назначаем поле допуска ширины впадины втулки e - 9H, поле допуска толщины зуба вала S - 9d: посадка 9H/9d.
Поле допуска втулки и вала по нецентрируемому диаметру при плоской форме дна впадины: для втулки Da - H11, для вала df - h16, посадка H11/h16.
Величины предельных отклонений диаметров, предельные отклонения по боковым сторонам зубьев:
Для втулки 48 ĥ H7 ĥ 2 ГОСТ 6033-80:
центрирующий диаметр ![]() ;
;
ширина впадины
e - 9H: ES=+71мкм;
EJe=+26 мкм;
EJ=0;
Для вала 48 ĥ h6 ĥ 2 ГОСТ 6033-80:
центрирующий диаметр ![]() ;
;
толщина зуба
S - 9d: es=-44 мкм;
ese=-70 мкм;
ei=-115 мкм;
Строим схемы расположения полей допусков (рисунок 4.3).
![]() мм.
мм.
Литература
1. Марков Н.Н., Осипов В.В., Шабалина М.Б. Нормирование точности в машиностроении: Учеб. для машиностроит. спец. вузов. / Под ред. Ю.М. Соломенцева. – 2-е изд., перераб. и доп. – М.: Высш. шк.; Издательский центр "Академия", 2001. – 335 с.: ил.
2. Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения: Учебник для втузов / А.И. Якушев, Л.Н. Воронцов, Н.М. Федотов. – 6-е изд., перераб. и доп. – М.: Машиностроение, 1987. – 352 с.: ил.
3. В.И. Анурьев "Справочник конструктора-машиностроителя": в 3 т. -8е изд.: -М.: Машиностроение, 2001г.