Главная
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Дипломная работа: Расчет технологического потока по изготовлению куртки женской для младшей возрастной группы из смесовой ткани
Дипломная работа: Расчет технологического потока по изготовлению куртки женской для младшей возрастной группы из смесовой ткани
ДИПЛОМНЫЙ ПРОЕКТ
«Расчет технологического потока по изготовлению куртки женской для младшей возрастной группы из смесовой ткани»
Введение
Легкая промышленность обслуживает весь хозяйственный комплекс Кузбасса. Она всегда была и остается в наибольшей степени социально-ориентированным сектором экономики. В последние годы развивается более уверенно текстильная и швейная отрасль, которая обслуживает весь хозяйственный комплекс – угольную отрасль и энергетику, металлургию и машиностроение, транспорт и связь, обеспечивая предприятие техническими тканями, спасательными средствами и спецодеждой.
В настоящее время в области продолжают работать более 250 предприятий, на которых трудятся 11 тысяч человек. В 2007 их оборот составил около 1,2 млдр. рублей увеличился по сравнению с 2006 годом на 6%. Каждое второе из них вышло сегодня на уровень рентабельной работы.
Развитию рыночной экономики и усилению конкурентоспособности отечественных товаров широкого потребления способствуют меры государственного регулирования производства и рынка.
В «Концепцию долгосрочного социально-экономического развития Российской Федерации до 2020 года» включен раздел по развитию легкой промышленности: «… необходимо стимулировать научные исследования по разработке новых видов текстиля, расширить объем субсидирования ставок по кредитам на техническое перевооружение предприятий, а также оградить рынок от теневой продукции». В случае последовательной реализации этих мер, через пять-семь лет отечественная легкая промышленность сможет избавится от импортозависимости и увеличить производительность труда.
В данный момент встают проблемы повышения эффективности швейного производства, а именно – выпуска конкурентоспособной продукции, обладающей высокими потребительскими свойствами и отвечающей возросшим требованием населения.
Одним из главных конкурентов для товаров отечественных производителей легкой промышленности является импортируемая продукция, конкурентоспособная по цене и дизайну. Импортные изделия, менее качественные, нежели аналогичная отечественная продукция, вытесняются за счет более низких цен, поскольку уровень доходов значительной части населения не позволяет приобретать более качественные, но и дорогие товары.
В условиях рынка наиболее гибкими являются малые предприятия. За счет малых объемов производства они становятся способными не только эффективно функционировать, но и становятся конкурентоспособными с другими предприятиями. Следовательно, малые и средние предприятия обладают перспективами развития в швейной отрасли. Одним из таких предприятий является ООО "Арктика" в г. Кемерово. Образованное в ноябре 2008 года, это предприятия решило заниматься производством верхней одежды из смесовых тканей - куртки мужские и женские, в перспективе плащи и другой ассортимент.
Специфика производства швейного продукции заключается в том, что при производстве изделий, большая доля различной цены приходиться на затраты материалов – основных и вспомогательных – 70-80%, т.е. производство швейной продукции относится к разряду материального производства. Технический прогресс и быстрая смена моды диктует необходимость резкого сокращения сроков разработки моделей, снижение трудоемкости, средств и материалов на создание и запуск новых моделей одежды. Предприятию необходимо решать следующие задачи:
- оперативно внедрять новую технологию и технику;
- быстро менять ассортимент изделий;
- приспосабливаться к запросам различных групп потребителей;
- постоянно вести работу по повышению эффективности производства;
- совершенствовать организацию сбыта продукции путем исследования рынка, стимулирования объема продаж.
Темой моего дипломного проекта является «Расчет технологического потока по изготовлению куртки женской для младшей возрастной группы из смесовой ткани».
Цель дипломного проекта является создание проекта конструкции и технической документации, в которую входит пояснительная записка, чертеж конструкции, рациональная раскладка деталей кроя, методы обработки технологических узлов изделия, анализ схемы разделения труда и планировка швейного потока в цехе.
Задачи дипломного проекта: раскрыть теоретические разделы: эскизное проектирование; обоснование выбора режимов и методов обработки, оборудование; техническое проектирование технологического процесса; рассчитать и оформить чертежи конструкции и рациональной раскладки деталей кроя куртки женской для младшей возрастной группы из смесовой ткани, обосновать выбор режимов обработки, рассчитать и оформить планировку швейного потока в цехе.
1. Эскизное проектирование
1.1 Направление современной моды
Мода – это, пожалуй, одно из самых спорных понятий современности. Причин тому не мало, ведь не даром выражение “На вкус и цвет, товарища нет” стало крылатым. Для каждого человека мода разная, а значит и понятия как такого не существует.
Несмотря на то, что дать точное определение моды не представляется возможным, можно выделить основные течения и тенденции современной моды.
Модные весенние куртки выполнены из легких плащевых материалов, денима, тонкой замши или лакированной кожи.
Хит сезона - укороченные курточки, длина которых не доходит до линии талии. Дизайнеры предлагают носить такие модели с широкими брюками с завышенной талией или с короткими платьями. Есть и более практичные модели - длиной до середины бедра или чуть ниже линии талии. Модные куртки этой весной очень узкие, их облегающий силуэт подчеркивает все изгибы тела.
В последнее время на подиумах все ярче проявлялось спортивное направление, поэтому вполне закономерно, что тренд становится одним из самых популярных в коллекциях Весна 2009, особенно в моделировании курток. К основным модным знаменателям отнесем практичные молнии, многочисленные карманы, форму парки или свободного блузона, застежки-кнопки и затягивающиеся шнуровки. В моде накладные карманы, супатные застежки, пояса с металлическими блочками и пряжками.
Модные цвета: серый, белый, черный, бордо, желтый, хаки, фиолетовый, ярко- розовый и оранжевый.
Строгий силуэт куртки в стиле милитари хорошо подчеркивает достоинства фигуры, а удлиненная куртка - френч поможет скрыть некоторые недостатки. Куртки в этом стиле популярны уже не один сезон, и вновь дизайнеры демонстрируют широкий выбор моделей курток этого направления – это и варианты с поясом, и не менее интересные куртки строгого силуэта с четырьмя карманами.
Предпочтительные цвета для курток в этом стиле - черный или индиго, также модны и более яркие цвета, например цвет морской волны или пурпурный.
Подходящими материалами для таких курток и жакетов являются гладкая шерстяная фланель, а также хорошо подходят для повседневной одежды тик и джинса.
Возвращение байкерских курток. Еще не забыты бурные 90-е годы и молодежные течения, а дизайнеры уже вспоминают моду тех лет и предлагают популярные вновь байкерские куртки, главная черта которых – функциональность и обилие фурнитуры в виде заклепок и открытых молний.
Хорошо смотрятся и куртки с укороченным силуэтом, и модели с ремнем на бедрах. Есть также куртки, похожие на блузоны – широкие в плечах и достаточно длинные. Предпочтительные цвета курток - черный, темно-серый «металлик», ярко белый, яркий апельсиновый.
Материалы: кожа – блестящая или потертая, кожа с металлическим блеском.
Куртка - пилотка. Хороший вариант для тех, кому не нравится байкерский стиль. Сейчас остромодными выглядят куртки, выдержанные в стиле мужских курток 40-ых годов прошлого века, из грубо выделанной или из более мягкой натуральной кожи, возможны варианты из блестящего лакированного материала. Главная и обязательная деталь таких курток – меховая отделка по воротнику и, возможно, по рукавам. Предпочтительные цвета для этих курток - не яркие приглушенные оттенки коричневого, натуральный серый цвет, ну и конечно черный.
Куртки из мягких тканей с приталенным силуэтом. Модели курток свободного покроя, мягкие и удобные, хорошо подходят для повседневной носки и выглядят привлекательно. На талии – неширокий поясок или легкие сборки. Эти куртки можно носить с юбкой или брюками, создавая каждый раз новый ансамбль с помощью подходящих аксессуаров.
В такой куртке или жакете вы можете выглядеть всегда модно – классика не надоедает. Новую струю придают модные сейчас укороченные рукава 3/4 или даже до локтя. Предпочтительные цвета курток и жакетов: разнообразные серые, все оттенки коричневого, бежевый и спокойные приглушенные тона красного. Подходящие материалы: твид, меланж, фланелевая ткань, и современные ткани с блеском.
Куртки и жакеты с укороченным силуэтом. Актуальны сейчас куртки и жакеты с «обрезанным» силуэтом. Модно выглядит в них сочетание с укороченными рукавами. Такие модели курток являются чем-то средним между классическим жакетом и болеро. Предпочтительные цвета курток: все, что вам нравится. Выбор материала у этих курток тоже широкий: разнообразный мех с коротким ворсом, такой как каракуль, мех молодой овцы, ворсистая фланель, современные мягкие искусственные материалы, мягкая кожа – матовая или с блеском.
Куртки спортивного стиля. Куртки спортивного стиля не сдают своих позиций. И это понятно – ведь это самый удобный стиль для куртки без декоративных деталей.
Используются цвета: белый, индиго, яркие цвета, нейтральные оттенки. Из материалов –нейлон, тафта, легкая мягкая замша, современные материалы с пропитками.
1.2 Обоснование выбора моделей
Группа потребительских требований включает: эксплуатационные, эстетические, гигиенические, требования к товарному виду одежды.
Эксплуатационные требования включают в себя: соответствие назначению и условиям эксплуатации, удобство пользования, срок службы, надежность в эксплуатации, формоустойчивость.
Эстетические требования включают в себя: соответствие направлению моды, использование новых материалов и отделок, удовлетворение эстетических вкусов потребителей.
Гигиенические требования включают: тепловой баланс, степень вентилизуемости, защиту от внутренней или внешней влаги, легкость одежды, удобство конструкции, обеспечивающее нормальные физиологические функции человека.
К группе промышленно – экономических требований относятся: технологичность, стандартизация и ее методы, экономичность. Экономичность характеризует затраты на проектирование, технологическую, конструкторскую и техническую подготовку производства, а также потребительские расходы на ее эксплуатацию.
При выборе модели основное значение имеет форма, стиль, силуэт в соответствии с направление моды. В моей модели свободный силуэт. Силуэтную форму изделия образуют взаиморасположение и конфигурация конструктивных линий. В зависимости от направления в решении конструктивных форм выбираются продольные или поперечные линии членения.
Конструктивные формы куртки подбираются в соответствии с современным направлением моды. Можно сказать, что основным критерием является удобство во время носки, а также защита человека от вредных воздействий окружающей среды, в сочетании с эстетической стороной модели. Конструкция моей модели технологична и экономична в отношении материальных затрат. Модель соответствует всем показателям, обеспечивающим уровень качества продукции.
Выбранная модель разработана в соответствии с требованиями современной моды для данной возрастной группы.
Проектируемая модель выполнена в современном спортивном стиле, позволяет обладательнице чувствовать себя свободно, красиво и уверенно. Так же обеспечивает необходимое тепловое состояние организма, путем создания вокруг него оптимального микроклимата и защищает тело человека от неблагоприятных климатических воздействий, загрязнений и повреждений.
1.3 Описание внешнего вида моделей
Модель А
Куртка женская из смесовой ткани на утепляющей прокладке для младшей возрастной группы на притачном поясе, длиной до середины бёдер, с центральной застёжкой на тесьму – молнию от нижнего края пояса до отлета воротника.
Полочки с рельефными фигурными швами от проймы до низа изделия. Карманы в рельефных швах с притачной листочкой.
Спинка с рельефными фигурными швами из проймы до низа. В рельефы вставлены фигурные планки с блочками, в которых продёрнут шнур.
Рукава одношовные, втачные рубашечного покроя. По рукаву проложены три отделочные строчки на расстоянии 0,7 см.
Воротник втачной- стойка.
Подкладка притачная по низу изделия.
Отделочные строчки проложены по рельефным швам, краю борта, планкам, листочкам, поясу.
Рекомендуемые размеро-роста: 158-170; 84-92; 2 полнотная группа.
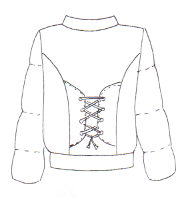

Рисунок 1- Технический эскиз модели А
Модель Б
Куртка женская из смесовой ткани на утепляющей прокладке для младшей возрастной группы на притачном поясе, с притачным поясом, застёгивающимся на две обмётанные петли и две пуговицы, длиной до середины бёдер, с центральной застёжкой от низа до верха воротника застёгивающейся на тесьму - молнию.
Полочки с притачными кокетками и рельефными фигурными швами от кокеток до бокового шва. На боковой части полочки прорезные карманы, застегивающиеся на тесьму- молнию.
Спинка с кокеткой и рельефными фигурными швами от кокеток до бокового шва.
Рукава одношовные втачные рубашечного покроя по низу с притачной манжетой.
Воротник втачной- стойка с 5 настрочными шлёвками, в которые вставлен ремешок из искусственной кожи.
Отделочные детали манжеты и пояс выполнены из трикотажного полотна.
Подкладка притачная по низу изделию
Отделочные строчки проложены по кокеткам, рельефным швам, карманам, поясу 0,7см.
Рекомендуемые размеро-роста: 158-170; 84-92; 2 полнотная группа.
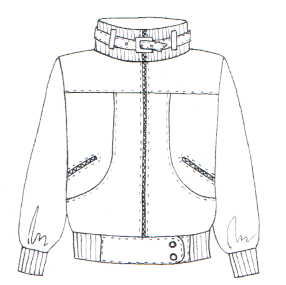
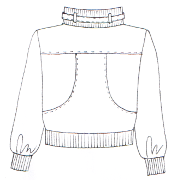
Рисунок 2- Технический эскиз модели Б
Модель В
Куртка женская из смесовой ткани на утепляющей прокладке. Для младшей возрастной группы на притачном поясе, длинной до середины бёдер, с центральной застёжкой от низа до верха воротника застёгивающейся на тесьму - молнию.
Полочки с притачными кокетками и рельефными швами от кокеток до низа. В шов притачивания кокетки с полочкой вставлен клапан. Карманы в рельефных швах с притачной листочкой.
Спинка с кокеткой и рельефными швами от кокеток до низа.
Рукава одношовные втачные рубашечного покроя по низу с притачной манжетой.
Воротник втачной стойка.
Отделочные детали манжеты и пояс выполнены из трикотажного полотна.
Подкладка притачная.
Отделочные строчки проложены по кокеткам, рельефным швам.
Рекомендуемые размеророста: 158-170; 84-92; 2 полнотная группа.

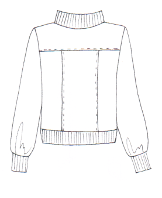
Рисунок 3 - Технический эскиз модели В
Модель Г
Куртка женская из смесовой ткани на утепляющей прокладке. Для младшей возрастной группы на притачном поясе, длинной до середины бёдер, с центральной застёжкой от низа до верха воротника застёгивающейся на тесьму – молнию, и ветрозащитной планкой застегивающейся на пять металлических кнопок.
Полочки с притачными кокетками. В верхней части полочки прорезные карманы застегивающиеся на тесьму молнию, в нижней части полочки накладные карманы с цельнокроеной планкой застегивающийся на кнопку и прорезной карман на тесьму молнию.
Спинка с кокеткой.
Рукава одношовные втачные рубашечного покроя по низу с притачной манжетой.
Воротник втачной стойка.
Подкладка притачная.
Отделочные строчки проложены по рукавам, полочки, спинки.
Рекомендуемые размеророста: 158-170; 84-92; 2 полнотная группа.


Рисунок 4 - Технический эскиз модели Г
Модель Д
Куртка женская из смесовой ткани на утепляющей прокладке. Для младшей возрастной группы на притачном поясе, длинной до середины бёдер, с центральной застёжкой от низа до верха воротника застёгивающейся на тесьму - молнию.
Полочки с притачными кокетками и рельефными швами от кокеток до низа. В нижней боковой части полочки прорезной карман листочкой.
Спинка с кокеткой и рельефными швами от кокеток до низа.
Рукава одношовные втачные рубашечного покроя в нижней части рукава в шов вставлена пата которая крепиться с помощью пуговицы. по низу с притачной манжетой.
Воротник меховой стойка.
Подкладка притачная.
Отделочные строчки проложены по кокеткам, рельефным швам, листочкам и патам.
Рекомендуемые размеророста: 158-170; 84-92; 2 полнотная группа.
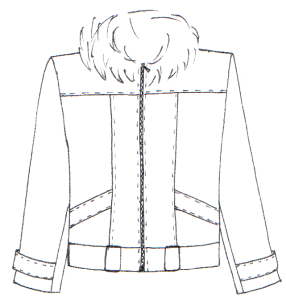
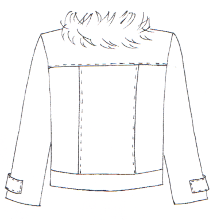
Рисунок 5 - Технический эскиз модели Д
1.4 Обоснование выбора пакета материалов, применяемых при изготовлении изделия
Выбор материалов в пакет изделия определяется назначением изделия и применяемыми материалами верха, в качестве которых могут быть использованы одно- и двусторонние комплексные материалы.
В качестве материала верха в изделиях из односторонних материалов используются тонкие плотные капроновые ткани с пленочным покрытием; ткани с отделкой лаке; плащевые смесовые материалы с водоотталкивающей пропиткой; ткани из полиэфирных текстурированных нитей с водоотталкивающей пропиткой; прорезиненные ткани, материалы нового поколения с мембранной отделкой и др.
В качестве прокладочных материалов в борта и мелкие детали (листочки, клапаны, пояса и др.) изделий из плащевых материалов рекомендуется использовать нетканое клееное прокладочное плотно (флизелин, прокламилин) и хлопчатобумажную ткань поверхностной плотностью 65…85г/м.
Для дублирования деталей изделий из плащевых полиэфирных и смешанных тканей используют термоклеевые прокладочные нетканые материалы с водоотталкивающей пропиткой. К прокладочным материалам, обеспечивающим создание прочных клеевых соединений с указанными материалами, относятся нетканые материалы типа арт. SLB-33BP и SNB-50EP фирмы КУРТОЛЬДЗ, имеющие специальное покрытие, устойчивое к стирке при температуре водного раствора моющих средств не выше 40 и к воздействию растворителей, применяемых при химической чистке одежды.
Для изделий из капроновых материалов с пленочным покрытием и отделкой лаке, а также из прорезиненных тканей в качестве прокладочных материалов рекомендуется использовать нетканые материалы без клеевого покрытия или с клеевым низкотемпературным покрытием. Для дублирования деталей из указанных материалов может быть использован специальный прокладочный LE 420, который широко используется при изготовлении изделий из натуральной кожи.
Для утепленных изделий в качестве утепляющих прокладок используют синтепон (например, для курток и пальто, в которых все детали соединены с утепляющей прокладкой).
При изготовлении изделий из односторонних комплексных материалов в качестве утепляющих прокладок используются также клееное объемное теплоизоляционное плотно; холстопрошивной синтетический и полушерстяной ватин; пуховые и перьевые наполнители.
Для изготовления качественных изделий в качестве утепляющих прокладки используют оперение водоплавающих птиц (уток, гусей), не впитывающее влагу и пот и обеспечивающее высокие теплоизоляционные свойства одежде. Соотношение пуха и пера должно составлять 70:30. В противном случае пух слипнется, станет тяжелым, что снизит теплозащитные свойства изделия.
Показатель термоизоляции изделия с пухо-перьевым наполнителем указывается с помощью условного обозначения CLO: 1CLO-для использования при температуре до – 15C; 3 CLO – для использования при температуре до – 40 C.
Показателем качества пухо-перьевого наполнителя является коэффициент его упругости FP, который должен быть не меньше 550. Для определения коэффициента упругости пухо-перьевой наполнитель прессуют грузом, затем груз снимают и измеряют высоту, на которую наполнитель поднялся.
Условное обозначение на товарном ярлыке изделия DIN EN 12934 European Standard указывает на то, что пухо-перьевой наполнитель соответствует европейскому стандарту его качества и прошел все стадии производственной обработки: вымачивание, промывание, сушку, фильтрацию от примесей и стерилизацию.
Следует указать, что в процессе эксплуатации одежды, изготовленной с применением пухо-перьевых наполнителей, а также синтетических утеплителей, возможно загрязнение лицевой и внутренней сторон одежды волокнами утеплителя, обусловленное миграций волокон утеплителей в структуре пакета.
К теплозащитным прокладочным материалам нового поколения относятся такие утеплители, как тинсулейт, файбертек, термофил и холофайбер, обладающие высокими теплозащитными и гипоаллергенными свойствами, что позволяет широко использовать данные утеплители в детской одежде. Например, тинсулейт (от англ. thin unsulation - тонкая изоляция) предоставляет собой микроволоконный нетканый материал, теплозащитные свойства которого при малом объеме в 1,5 раза превосходят теплозащитные свойства натурального пухо-перового наполнителя. Волокна тинсулейта практически не впитывают влагу, его абсорбция составляет менее 1%. Материал сохраняет тепло даже при намокании. Усадка тинсулейта после стирки составляет не более 1% общей массы.
Тинсулейт различается по типам (классический, пуховый и др.) и модификациям: разной поверхностной плотности (43…300г/м₂) и толщины (3…30 мм).
Тинсулейт классического типа может иметь одностороннее или двустороннее дублирование тонким флизелином поверхностной плотностью всего 17г/м₂. Соединение слоев утеплителя и флизелина производится ультразвуковым методом.
Тинсулейт классического типа рекомендуется использовать для изделий классического стиля и малого объема. При высокой плотности ткани верха и подкладки возможно использование тинсулейта без дополнительных дублирующих слоев флизелина. Если плотность тканей невелика, то рекомендуется использовать тинсулейт, продублированный с одной или двух сторон флизелином. В противном случае возможно проникновение, или миграция, волокон утеплителя через ткани верха или
подкладки. Продублированный тинсулейт можно применять в изделиях из тканей с низкой степенью скольжения для уменьшения трения между слоями материала.
Тинсулейт пухового типа целесообразно применять для изделий спортивного стиля. Для предотвращения миграции волокон утеплителя следует использовать плотные материалы с отделкой типа лаке, прорезиненные материалы или дублировать ткань верха или подкладки подходящим по свойствам и качеству плотным водопроницаемым материалом.
В качестве прокладочных материалов для мужских, женских и подростковых курток рекомендуется использовать ткани из капроновых нитей в основе и утке, имеющих поверхностную плотность 50…70г/м2, или трикотажные капроновые полотна. В куртках типа ветровок в качестве подкладочного материала могут быть использованы сетчатые ткани.
Для детских курток школьного, дошкольного и ясельного возраста используют подкладочные ткани из вискозных нитей в основе и утке поверхностной плотностью 75…95г/м2, а также трикотажные полотна. Для детских курток дошкольного и ясельного возраста возможно использование подкладочной ткани из вискозных нитей в основе и ацетатных в утке поверхностной плотностью 100…105г/м2. В качестве подкладки для полочки и спинки в детских изделиях рекомендуется использовать подкладочный материал типа флиса, который, даже намокнув, не будет « холодить» организм ребенка.
Заметив, что применение в пакете материалов утепленного изделия подкладочной ткани из вискозы или вискозно-ацетатных нитей уменьшает миграцию волокон утеплителя через подкладку.
Для утепленных изделий в качестве подкладок могут быть использованы шерстяных ткани, искусственный мех, реже – натуральный мех, которое одновременно могут играть роль утепляющей прокладки.
Детские изделия могут быть выполнены с пристегивающейся подкладкой (жилеткой) из натуральной овчины, обеспечивающей изделию высокие теплозащитные свойства.
При конфекционировании материалов в пакет курток, плащей большое внимание уделяется подбору фурнитуры, имеющей функциональное и декоративное назначение, к которой относятся кнопки, пуговицы, блочки, люверсы, заклепки, широкий ассортимент надстрочных эмблем.
Такие изделия как куртки, предназначены для защиты человека от неблагоприятных воздействий окружающей среды. Назначение данного ассортимента определяет требования предъявляемые к материалам. Они должны обладать хорошими теплозащитными свойствами, иметь воздухопроницаемость, паропроницаемость, быть формоустойчивым, износоустойчивым, и устойчивым к химчисткам.
Выбранная курточная ткань из синтетического волокна отличается хорошими потребительскими свойствами и красивым внешним видом, удобна в носке, износостойка, легка в уходе при эксплуатации, что обеспечивает высокое качество швейного изделия, легкий, драпирующийся и в то же время формоустойчивый, легко поддающийся уходу, достаточной воздухопроницаем, однако в процессе эксплуатации водозащитные свойства ткани снижаются, а после многократных стирок и химических чисток совсем исчезают.
Синтетические ткани являются перспективными материалами для курток.
Все материалы проектируемой модели, входящие в пакет, (основной материал, приклад, фурнитура), по своим свойствам, внешнему виду, размерным характеристикам, соответствует подобранной модели.
Конструкторско-технологические требования учитывают влияние свойств материала на конструкцию изделия и на особенности его технологической обработки в швейной промышленности.
Утепляющий материал. В моем изделии используется термоскрепленый синтепон «Термофайбер» (холлофайбер). Волокна ПЭФ имеют вид полых высокоизвитых трубочек, обработанных силиконом, волокно устойчиво к сжатию, не сменается, хорошо восстанавливается после стирок и сушек, не вызывает аллергических реакций, не образует пыли, не подвержено воздействию биологических и бактерицидных факторов, хорошо сохраняет тепло. В куртке на утепляющей прокладке из волокон ПЭФ человек ощущает комфорт, так как полотно:
- сохраняет и легко восстанавливает свой объем при длительной эксплуатации;
- имеет низкую теплопроводность;
- не вызывает аллергии.
Разработана коллекция нетканых материалов, предназначенных для использования в качестве утеплителей при изготовлении верхней, рабочей и спортивной одежды – группа «Шелтер». Свое название Шелтер получил от английского слова "shelter" - надежное укрытие. Этот нетканый материал — оптимальный вариант наполнителя для швейных изделий. Он экологически чистый, не вызывает аллергию, удачно сочетает ряд эксплуатационных свойств: хорошую воздухопроницаемость, теплоизоляцию, умеренную упругость, равномерную структуру, хорошую драпируемость, пониженную миграцию волокон. Существует несколько разновидностей материалов Шелтер:
Шелтер Стандарт™ — (100 % полые и ПЭФ-волокна) для верхней одежды: дополнительная упругость, длительный срок эксплуатации, стойкостью к истиранию;
Шелтер Софт™ —(100 % полые ПЭФ-волокна плюс волокна с высокой степенью извитости) – для спортивной одежды, плотность их от 80 до 400 г/м2, ширина от 1,5 до 2,2 м: повышенная комфортность, высокая драпируемость, увеличенная наполняемость;
Шелтер Лайт™ — отсутствие миграции волокон, возможность тепловой обработки, высокое тепловое суммарное сопротивление;
Шелтер АС™ — уникальные антистатические свойства;
Шелтер АБ™ — нано технология, антибактериальная устойчивость.
Согласно испытаний в соответствии с ГОСТ 20489-75 на определение суммарного теплового сопротивления (пакет с одним слоем утеплителя Шелтер Лайт 200 гр. 0,45 м² °С/Вт), материал Шелтер по своей способности сохранять тепло, является на сегодняшний день является одним из самых лучших утеплителей для одежды среди отечественных и импортных утеплителей. Хорошая воздухопроницаемость материала Шелтер обеспечивает высокие вентилирующие свойства, позволяя создавать комфортную одежду с высокими терморегулирующими характеристиками.
Утеплитель Шелтер впитывает влаги на 20% меньше, чем аналогичные материалы отечественного и импортного производства.
По таким свойствам, как отсутствие миграции волокон, стойкость к тепловой обработке паром и стирке Шелтер превосходит большинство известных утеплителей для одежды. Использование специальных волокон позволяет придать утеплителю Шелтер АС уникальные антистатические свойства, делающие его незаменимыми при изготовлении специальной утепленной одежды для работников газовой, топливной и нефтяной промышленности. Материал Шелтер АС обладает антистатическими свойствами. Это делает безопасным работу во взрывоопасной среде.
Шелтер АБ производится с использованием нано технологии и обладает высокой антибактериальной устойчивостью и способностью подавлять размножение болезнетворных бактерий, грибков, плесени.
Утеплитель Шелтер имеет ряд преимуществ перед отечественными и импортными, объемными наполнителями обеспечивает:
- эффективную терморегуляцию;
- высокую теплоизоляцию;
- длительный срок эксплуатации;
- повышенную комфортность;
- отсутствие миграции волокон;
- высокую драпируемость;
- экономический эффект;
- устойчивость к многократным стиркам.
Подкладочный материал оформляющий внутреннюю сторону куртки, имеет гладкую поверхность, выработана полотняным переплетением из комплексных нитей линейной плотности 6,7 текс. Характеризуется легкостью (50-70г\м), высокой прочностью на разрыв и на истирание.
Ширина подкладочных тканей – от 80 до 150 см.
Для соединения строчек рекомендуются иглы № 90-100 и армированные нитки ЛХ 45, в цвет ткани верха.
Нитки отвечают следующим требованиям: прочность при растяжении, сопротивление к истиранию, гладкие имеют прочную окраску. Швы, выполненные армированными нитками, эластичны, прочны, а это очень важно при пошиве изделия.
Фурнитура предназначена для застегивания одежды. Кроме того она обладает эстетическими свойствами. Фурнитура отвечает направлению моды по внешнему виду, материалу, отделке.
Застежка-молния. Застежка-молния состоит из двух хлопчатобумажных лент с металлическими и пластмассовыми звеньями, соединяемыми при движении замка. Выпускают застежки-молнии с неразъемными и разъемными ограничителями хода замка. В данном случае используется застежка-молния с разъемным ограничителем. Длина застежки 70 см, ширина звеньев 4 мм.
Она отвечает следующим требованиям: звенья гладкие, прочно закреплены, не смещаются; замок передвигается плавно, закрепляя застежку в любом необходимом месте; лента сделана из прочного материала.
Блочки применяются на фигурных планках спинки для укрепления отверстий под шнур. Изготавливаются из стальной или латунной ленты диаметром 3-9 мм.
Шнур «сутаж», образованный из двух прядей крученых хлопчатобумажных нитей, оплетенных комплексными вискозными нитями. Такой шнур в сечении имеет вид восьмерки. Ширина шнура 2-2,5 мм.
Характеристика швейных ниток, фурнитуры и др. комплектующих элементов приводятся в таблице 1.2.
Таблица 1.2- Физико – механические свойства ниток
| Вид швейных ниток, волокнистый состав |
Торговый номер |
Линейная плотность |
Разрывная нагрузка, |
Разрывное удлинение, |
Нормативный документ |
| Лавсановые | 60Л | 15,6 х 3 | 981 | 32 | ГОСТ 6309 - 80 |
| Армированные | 44ЛХ | 43 – 50,4 | 1619 | 23 | ГОСТ 6309 -80 |
| Капроновые прозрачные мононить | 13 КМП | 12,9 | 515 | 30 | ГОСТ 6309 – 80 |
Основная ткань, фурнитура, нитки, прокладочные материалы соответствуют друг другу, подобраны в соответствии с назначением одежды и направлением моды.
1.5 Расчет и построение чертежа конструкции модели
Размерная характеристика фигуры 164 -88-96
1.7 Расчет и построение чертежа конструкции модели
Чертеж конструкции построен на типовую стандартную фигуру р. 164 – 88 - 96, которая является базовой. Предварительный расчет конструкции модели производился с учетом силуэтных и декоративно-конструктивных особенностей и ПДК (прибавки декоративно-конструктивные). Расчет оформляется в табличной форме. Значение размерных признаков фигуры берется из таблицы
Построение чертежа конструкции осуществляется в два этапа: на первом – строят чертеж основы в соответствии с размерными признаками и прибавками, отражающими особенности конструкции; на втором – в соответствии с эскизом модели создается силуэтная форма, линия борта, лацкана, воротника, карманов, предусмотренных моделью, расположение петель, так как от этого зависит самая видимая часть конструкции во фронтальной плоскости.
Также при построении чертежа поясного изделия (если есть) учитывается силуэтная форма, расположение карманов, отделочных клапанов, для того чтобы построенная конструкция соответствовала эскизу модели.
Единая методика конструирования женской верхней одежды предусматривает организацию современного уровня швейных предприятий с использованием максимальной унификации, типизации и автоматизации производства.
Чертеж конструкции выполняется на миллиметровой бумаге формата чертежа в М 1:4.
Все расчеты по построению чертежей изложены в табличной форме, указанной в таблице 1.7., Величины размерных признаков занесены в таблицу 1.6.
Разработка чертежей деталей одежды складывается из ряда последовательных этапов. количество этапов и их содержание зависят от используемых методов конструирования. Наиболее принятыми являются следующие этапы.
1. Устанавливаются общая конструкторско-технологическая характеристика одежды и требований к ней.
2. Выбор исходных данных: размерных признаков и прибавок по существующим нормативно – техническим документам.
3. Осуществляется предварительный расчет конструкции.
4. Построение базисной сетки чертежа изделия.
5. Построение основной схемы чертежа изделия.
6. Построение конструктивно-декоративных линий, характерных для конкретной модели.
Проверка качества построения чертежа изделия.
Таблица 1.4 - Размерная характеристика фигуры 164-88-96
| Условные обозначения | Наименование признака | Величина размерного признака | |
| 1 | ОШ | Обхват шеи | 17,7 |
| 2 |
ОГ1 |
Обхват груди 1 | 42,9 |
| 3 |
ОГ2 |
Обхват груди 2 | 46,4 |
| 4 |
ОГ3 |
Обхват груди 3 | 44 |
| 5 | ОТ | Обхват талии | 33,8 |
| 6 | ОБ | Обхват бёдер | 48 |
| 7 | Шг | Ширина груди | |
| 8 | Цг | Расстояние между сосковыми точками | |
| 9 |
Дтп2 |
Расстояние от высшей точки плечевого шва у основания шеи до талии спереди | 43,2 |
| 10 |
Вг2 |
Высота груди от высшей точки плечевого шва у основания шеи до выступающей точки груди | 26,6 |
| 11 | Шс | Ширина спины | 17,3 |
| 12 | Дтс | Длина спины до линии талии | 40,2 |
| 13 |
Дтс2 |
Расстояние от линии талии сзади до высшей точки плечевого шва у основания шеи | 42,9 |
| 14 | Впк | Высота плеча косая | 42,6 |
| 15 |
Впрз2 |
Расстояние от высшей точки плечевого шва у основания шеи до уровня задних углов подмышечных впадин сзади | 20,9 |
| 16 | Шп | Ширина плечевого ската | 13,1 |
Конструктивные прибавки
Одежда должна обеспечивать человеку свободу движений, создавать воздушную гигиеническую прослойку, необходимую для регулирования теплообмена, и соответствовать по форме требованиям моды. Эти требования выполняются использованием при расчетах конструкций прибавок.
При проектировании одежды используются прибавки, необходимые для выбранной конструктивной характеристики модели. При выборе прибавок следует учитывать назначение одежды и ее эргономические показатели (условия эксплуатации, смещение по антропометрическим точкам в соответствии с общими и частными динамическими нагрузками на различных участках фигуры).
В конкретной модели декоративно-конструктивная составляющая прибавки дает возможность получить заданную эскизом форму с учетом пропорций.
Прибавки по линии груди, талии, бедер и обхвату плеча – основные, определяющие силуэт, но не только их величина, но и принцип распределения по участкам чертежа конструкции имеет большое значение.
В нашем случае силуэт модель прямого, поэтому выбор прибавок в данной модели основан на свободу движения во время носки.
Таблица 1.5 - Конструктивные прибавки
| Участки изделия, где предусмотрена прибавка | Прибавки. Условные обозначения прибавки | ||
| 1 | К полуобхвату груди | Пг | 8 |
| 2 | К полуобхвату талии | Пт | 6,5 |
| 3 | К полуобхвату бёдер | Пб | 6,5 |
| 4 | К глубине проймы | Пспр | 3 |
| 5 | К обхвату плеча | Поп | 9,5 |
| 6 | К ширине спинки | Пшс | 1,5 |
| 7 | К ширине переда | Пшп | 0,5 |
| 8 | К ширине горловины | Пшгс | 1,0 |
| 9 | К длине талии спинки | Пдтс | 2,0 |
Чертеж строится на типовую базовую фигуру 164-88-96. Выполняется предварительный расчет конструкции модели с учетом силуэтных и декоративных особенностей и прибавок. Расчет оформляется в табличной форме.
Таблица 1.6 - Последовательность построения чертежа основы плечевого изделия
| Наименование отрезков и участков | Условное обозначение | Расчётная формула или значение | Расчёт |
| Базисная сетка | |||
| 1 ширина сетки |
Аоа1→ |
Сг2+Пг(0,5÷2,5) 2-2,5 при наличии трёх вертикальных швов или двух швов и боковой вытачки 1,5-2,0 двух швов или одного шва и боковой вытачки 0,5-1,5 одной боковой вытачки |
54 |
| 2 ширина спинки | Аоа→ | Шс+Пшс | 18,8 |
| 3 ширина полочки |
А1а2← |
Шг+(Сг2-Сг1)+Пшп |
20,5 |
| 4 линия груди | АоГ↓ |
Впрз2+Пспр+0,5*Пдтс |
24,9 |
| 5 линия талии | АоТ↓ |
Дтс2+Пдтс |
44,9 |
| 6 линия бёдер | АоБ↓ |
0,5*Дтс2-2,0 |
20,45 |
|
Из точек Г, Т, Б вправо проводят горизонтали, а из точек а1, а2 опускают вертикали. Пересечение с линией груди обозначают Г1, Г4, Г3 с талией и бёдрами – Т3, Б3 |
|||
| Построение чертежа спинки | |||
| 7 отвод средней линии спинки по талии |
ТТ1→ |
Спинка без среднего шва 1,5÷2,0 | 2,0 |
| 8 отвод средней линии спинки вверху |
АоАо1→ |
0,5- для нормальной фигуры | 0,5 |
| 9 дополнительное отведение средней линии спинки по линии талии |
Т1Т11→ |
1,0÷1,5 | 1,0 |
| Горловина спинки | |||
| 10 ширина горловины спинки | Ао1А2→ | Сш/3+Пшг | 6,4 |
| 11 глубина горловины спинки |
Ао1А↓ |
АоА2/3 |
|
| 12 длина изделия | АН↓ | Дизд+Пдтс | |
| Плечевая линия спинки | |||
| 13 конечная точка плечевого среза |
А2П1↘ Т1П1 |
Шп+посадка Посадка=0,5÷1,0 Впк2+Пдтс+Пвпк Пвпк=1,0÷1,5(плечевая накладка) |
14,1 45,6 |
| Пройма спинки | |||
| 14 вспомогательная точка П2 |
П1П2← |
Перпендикуляр из точки П1 к а1Г1 |
|
| 15 вспомогательная точка П3 |
Г1П3↑ |
П2Г1/3+2,0 |
|
| 16 вспомогательная точка 1 |
Г1 1 |
0,2 Г1Г4+0,5- для нормальной осанки |
|
| 17 середина проймы |
Г1Г2→ |
0,5 Г1Г4 |
|
| Высшая точка горловины полочки | |||
| 18 центр груди |
Г3Г6← |
Г3Г4/2-0,5 |
|
|
Пересечение вертикали, проведённой вниз из точки Г6 и линии талии- точка Т60 |
|||
| 19 спуск по линии талии |
Т60 Т6↓ |
1,0- для верхней одежды неотрезной по линии талии | |
| 20 вершина горловины полочки |
Т8А3↑ |
Дтп2+Пдтс+Пур Пур=1,5÷2,0 |
47,2 |
| 21 отвод линии полузаноса |
А3А31← |
0,5 | |
| Горловина полочки | |||
| 22 ширина горловины |
А31А4← |
А31А4-Ао1А2 |
6,4 |
| 23 глубина горловины |
А31А5↓ |
А31А4+1,0 |
7,4 |
| Нагрудная вытачка | |||
| 24 положение конца вытачки |
А4Г7 |
Вг2 |
26,6 |
| 25 раствор нагрудной вытачки |
А4А9 |
2(Сг2-Сг1):2,0 Г7А9-Г4А9 |
9 |
| Пройма полочки | |||
| 26 вспомогательная точка П4 |
Г4П4↑ |
П2Г1-(0,5÷1,5) |
20,5 |
| 27 контрольная точка П6 |
Г4П6↑ |
Г4П4/3 |
6,8 |
| 28 вспомогательная точка П61 |
П6П61→ |
0,6 | |
| 29 вспомогательная точка 2 |
Г4 2 |
0,2 Шпр | |
| 30 конечная точка плечевого среза |
А9П5 |
А9П5=Шп П61П4=П6П4 |
|
| 31 вспомогательные точки:3,4,51 |
3 3÷4 |
0,5 П6П5 0,8÷1,0 |
|
|
Срез проймы полочки оформляется через точки П5 (П51),П6,4,2,Г2 |
|||
| Построение линии борта | |||
| 33 углубление горловины |
А5А6↓ |
0,5÷1,0 | |
| Построение боковых линий спинки и полочки | |||
| 34 положение бокового среза |
Г1Г5 |
(1/4-1/2)Г1Г4 |
|
| 35 вспомогательная точка Б2 |
ББ2 |
ГГ5+(ББ1-Гг)/2 Проводят вертикаль, пересечение с проймой-Г51, с линией низа- Н2 |
27 |
| 36 суммарный раствор вытачек | ∑в |
Т1Т3-(Ст+Пт) |
11,7 |
| 37 раствор боковой вытачки | ∑в/4 | 2,9 | |
| 38 расширение по линии бёдер |
В=(Сб+Пб)-Б1Б3 |
3,5 | |
| 39 положение боковых линий спинки и полочки по линии бёдер |
Н1Н4 Н3Н5 |
Б1Б4+(3-10)- по модели Б3Б5+(3-10)- по модели |
1,75 |
| Построение вытачек на линии талии | |||
| 40 положение талиевой вытачки на спинке |
Т1Т4 |
0,4 ГГ1 Раствор вытачки -∑в/4 |
|
| 41 положение талиевых вытачек на полочке |
1.совпадает с Г6Т6 2.на продолжении вертикали- а2Г4 Если боковой срез расположен посередине проймы, то на полочке проектируют одну вытачку. Раствор вытачек -∑в/4. Минимальная длина вытачек-20,0 см. Вершины вытачек не доходят до линии груди на 2,0 см., до линии бёдер на 2,0 ÷4,0 см. |
||
| Внесение изменений в спинку | |||
| 42 удлинение линии плеча |
П1П11 |
0,5÷0,6 | 2 |
| 43 перевод плечевого шва |
А2А2` П11 П1 11 |
1÷2 | 1,5 |
| 44 углубление проймы |
Г1Г11 Г4Г41 |
От 2 и до линии талии | 5 |
| 45 расширение спинки |
П3П31 Г2`Г21 Г2` |
0,75÷1,5 1÷1,5 |
1 1,5 |
| Внесение изменений в чертеж полочки | |||
| 46 уменьшение раствора нагрудной вытачки |
А4А9 |
2*(СГ2-СГ1) |
7 |
| 47 удлинение линии плеча |
П5П51 |
П5П51=П1П11 |
2 |
| 48 перевод плечевого шва |
П51П51` |
П51П51`=А9А9`=А4А41=П11П11` |
|
| 49 расширение полочки |
П6П61 |
0,75÷1,5 | 1 |
Таблица 1.7 - Построение чертежа конструкции рукава
| Наименование отрезков и участков | Условное обозначение | Расчётная формула или значение | Расчёт |
| 1 высота оката рукава |
О1О2 |
9,5 | |
| 2 ширина рукава |
О2Р1 О2Р2 |
Дпр/2 (Дпр – с чертежа основы полочки спинки) |
30 |
|
3 положение переднего Локтевого переката |
О1Рп О1Рл |
О1Р1/2 |
1515 |
| 4 вспомогательные точки |
Рп1 РлР3 О22 О23 Р14 Р26 |
О1О2/2 Рп1+1 О21/2 О2Р3/2 Р11/2 Р2Р3/2 |
|
| 5 положение вспомогательных точек |
2 2`=3 3`↑ 4-5↓ 6-7↓ |
0,5÷1,5 0,1*О1О2 (4-5)/2 |
1 |
| 6 удлинение длины проймы |
Ппос+1,0÷2,0 |
||
| 7 линия низа |
О2М |
Друк |
|
| 8 ширина рукава внизу |
ММ1 ММ2 |
Ширина рукава внизу по модели | 18 |
| 9 величина прогибов по линии низа | 1÷1,5 | 1 | |
| 10 вспомогательные точки |
Р1Р1` Р2Р2` |
2,0÷5,0 | 2 |
1.6 Нормирование расхода материала, выполнение раскладки лекал
1.6.1 Определение площади лекал
Нормирование расходование материалов один из этапов технологической подготовки производства одна из самых трудоемких работ экспериментального цеха. От правильного нормирования зависит экономное расходование материала.
Поэтому, основным фактором, определяющим расход ткани, является площадь лекал изделия.
Площадь лекал зависит от размера полнотной группы, модели, припусков на швы и подгибку.
Площадь лекал определялась способом палетки.
Способ палетки является разновидностью геометрического способа.
Он выполняется так: лекала помещаются в прямоугольный контур и подсчитывается количество квадратов заключенных между контурами прямоугольника и деталей полных и неполных.
Sл = Sпр – Sвып,
где Sпр – площадь данного прямоугольника; Sвып – площадь выпадов.
Sпр = Дпр×Шпр,
где Дпр – длина прямоугольника; Ш пр – ширина прямоугольника.
Sвып = c (N1+![]() ),
),
где
с – площадь квадрата, элементарного участка палетки.
N1 – число полных квадратов заключается между концами прямоугольника и лекала, N2 - число не полных квадратов.
Погрешность этого способа составляет 2 – 3%.
| № п/п |
Наименование деталей |
S лекал, см2 |
Количество деталей кроя |
| Ткань верха | |||
| 1. | Центральная часть полочки | 558 | 2 |
| 2 | Боковая часть полочки | 374 | 2 |
| 3 | Центральная часть спинки | 314 | 2 |
| 4 | Боковая часть спинки | 252 | 2 |
| 5 | Рукав | 1026 | 2 |
| 6 | Подборт | 262 | 2 |
| 7 | Планка | 312 | 4 |
| 8 | Воротник | 210 | 2 |
| 9 | Листочка | 50 | 2 |
| 10 | Пояс | 428 | 4 |
| 11 | Обтачка спинки | 68 | 1 |
| Итого: | 18250 | ||
| Подкладочная ткань | |||
| 12 | Полочки | 2688 | 2 |
| 13 | Спинки | 3688 | 2 |
| 14 | Рукав | 5184 | 2 |
| 15 | Подкладка кармана | 1232 | 4 |
| Итого: | 12972 | ||
| Утепляющая ткань | |||
| 16 | Полочка | 2688 | 2 |
| 17 | Спинка | 3688 | 2 |
| 18 | Рукав | 5184 | 2 |
| 19 | Пояс | 428 | 2 |
| 20 | Воротник | 420 | 2 |
| 20 | Планка | 624 | 2 |
| Итого: | 13032 | ||
Таблица 1.7- Спецификация деталей кроя
1.6.2 Расчет расхода материалов
После определения площади лекал приступаем к выполнению экспериментальных раскладок. Для выполнения раскладки рассчитываем предварительную норму на обмеловку согласно площади лекал и допускаемым нормативам межлекальных выпадов по формуле(1):
![]() , (1)
, (1)
где Sл – площадь лекал, см2; Во – отправной показатель межлекальных отходов, %; Шр - ширина рамки раскладки, см.
Для определения более рациональной раскладки используем две ширины ткани: ткань верха – 150,140см.
Нормативный процент для межлекальных отходов на куртку женскую равен:
18 - 25% - для ткани верха; 15% - для подкладочных; 15% - для утепляющих прокладок.
Поставив данные в формулу (1), находим предварительную длину раскладки на каждый вид материала:
для ткани верха -
![]()
![]()
для ткани подкладки -
![]()
Для утеплителя-
![]()
1.6.3 Выполнение раскладки лекал. Уточнение нормы расхода
При выполнении раскладки лекал должны учитываться вид поверхности ткани, характер рисунка, вид раскладки, способ настилания ткани.
Для выполнения экономичной раскладки необходимо руководствоваться следующими правилами:
- раскладку лекал начинать с размещения крупных деталей;
- детали с прямыми срезами укладывать по кромке ткани;
- фигурные, сложные контуры располагать внутри раскладки, т.е. выступы одних деталей укладывать в соответствующие выемки других;
- межлекальные отходы целесообразно компоновали в одном месте раскладки;
- учитывалась симметрия деталей, при способе настилания лицом вниз;
- лекала располагали с учетом допускаемых отклонений от нити основы
При выполнении раскладки лекал следует учитывать, что раскладка лекал в два комплекта экономнее, чем в один.
Раскладку выполняем на миллиметровой бумаге на все виды материалов: верха, подкладки, утепляющей прокладки.
После выполнения раскладки определяем фактическую величину межлекальных отходов, Вф, % по формуле (2):
![]() , (2)
, (2)
где Sл – площадь лекал, см2; Sр - площадь раскладки, см2.
Производим расчет процента межлекальных выпадов для ткани верха:
![]()
![]()
Производим расчет т процента межлекальных выпадов для подкладки:
![]()
Производим расчет т процента межлекальных выпадов для утеплителя:
![]()
Для обеспечения технологичности конструкции предусматривается взаимосвязанное решение комплексных задач, направленных на выполнение экономичной раскладки лекал, для определения оптимального варианта взаиморасположения деталей и сокращения расходов материалов.
При выполнении раскладки лекал верха учитываются все технические условия и особенности модели в соответствии с ассортиментом и предлагаемой тканью; учитывались допускаемые разрезы, предусмотренные нормативно-технической документацией.
Особое внимание уделялось: положению деталей крупных размеров, симметрии деталей.
Для сокращения длины раскладки, использовалось расположение лекал в разные стороны, принцип симметрии раскладки, крупные детали располагались по углам рамки раскладки, мелкие в соответствии с техническими условиями на свободное, легко сопрягающееся место внутри раскладки.
В соответствии с ТУ при выполнении раскладки верха рекомендуется разрезать нижний воротник, подборта,
При выполнении раскладки подкладки необходимо уделять применению допускаемых отклонений от нити основы, так как форма деталей подкладки, как правило, крупная и количество мелких деталей ограничено.
Такие детали, как нижняя часть рукава, подкладка кармана можно резать в местах, определенных нормативно- технической документацией.
Исходя из полученных результатов, можно сделать вывод, что раскладка на ширину 150см является более экономичной и обоснованной.
Межлекальные отходы на раскладку подкладки составили:
Вф=![]()
![]() =19,9%
=19,9%
При раскладке лекал была сокращена ее длина и составила:
-Ткань верха при ширине 150 см, длина равна 282см;
Ткань верха при ширине 140 см, длина равна 295см;
- подкладочная ткань при ширине 150 см длина равна 210см;
- утеплитель при ширине 160см длина равна 197см
Экономичней получились раскладка верха на 150 см, ее длина 282см.
Фактическая величина межлекальных выпадов составляет:
- для ткани верха – при ширине 150см – 13,7%.
- для ткани верха при ширине 140см – 11,6%.
- для подкладочной ткани – при ширине 150см – 14,9%.
Следовательно, раскладка лекал выполнена рационально, т.к. процент межлекальных отходов меньше нормативного.
2. Обоснование выбора режимов и методов обработки, оборудования, средств технологической оснастки
2.1 Обоснование выбора режимов обработки
В настоящее время, когда резко обострилась конкурентность отечественных и зарубежных товаров, быстрая смена моделей достигается не путем перестройки технологического прогресса, а путем организационно-технологической подготовки прогресса, что особенно характерно для малых предприятий. Отсюда появляется необходимость в разработке новых подходов к совершенствованию оборудования, технологии обработки и организации труда.
Технология современного производства все больше становится механической, ее эффективность в первую очередь зависит от применяемого оборудования: двух игольчатых машин для сборки карманов, бретелей, поясов, полуавтоматов для пришивания фурнитуры, изготовления петель, выполнения коротких и длинных швов; утюжильных линий, оснащенных устройствами для подачи пара и вакуум отсосами, многопоршневых прессов для клеевой обработки деталей.
От качества выполненных машинных строчек и швов и правильного выбора параметров влажно-тепловой обработки зависит качество и внешний вид изделия. Поэтому необходимо обратить особое внимание на выбор режимов обработки применяемых при изготовлении изделия.
Показатели качества ниточных соединений зависят от параметров образования строчки (стежкообразования) и от режимов работы исполнительных инструментов швейных машин.
Характеристика машинных строчек и швов, применяемых при изготовлении изделия, представлена в таблице 2.1.
От правильности выбора параметров ВТО во многом зависит внешний вид изделия, параметры зависят от физико-механических свойств ткани и толщины пакета обрабатываемого узла. Выбор параметров влажно-тепловой обработки изделия представлен в таблице 2.3
Таблица 2.2- Параметры влажно-тепловой обработки изделия
|
Наименование материала |
Температура прессования, оК (оС) |
Усиление прессования, КПа | Время обработки, с | Увлажнение, % к массе материала | ||
| пресс | утюг | пресс | утюг | |||
| Курточная ткань | - | 140-150 |
5×104 |
- | 10-20 | 15-20 |
| Подкладочная ткань | - | 150-160 | - | - | 20-35 | - |
2.2 Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
При изготовлении изделий применяются три метода обработки изделий:
-последовательный – последовательное выполнение всех операций на всех участках детали одним или несколькими инструментами;
- параллельный – одновременное выполнение операций одним или несколькими инструментами;
- параллельно – последовательный – сочетание последовательного и параллельного методов выполнения операции.
Наиболее эффективным является параллельный и параллельно – последовательный метод обработки.
Сокращение времени на выполнение операции можно достичь благодаря следующему:
- наиболее прогрессивному оборудованию, использование специальных и специализированных машин;
- применением средств малой механизации.
Швейные предприятия уделяют большое внимание выбору оборудования. Коллекция моделей разработана для ООО "Арктика", с учетом того оборудовния, которое имеется на предприятии.
ООО "Арктика" закупила линию оборудования для производства курточного ассортимента. Из многих производителей предпочтение было отдано южно-корейской фирме “Sun Star”. Какие преимущества выдели специалисты фирмы при закупке этого оборудования?
Оборудование оснащено автоматическим блоком управления, значительно повышающее производительность труда за счет освобождения швеи от таких действий, как удержание шкива вручную, подъем лапки, установка иглы в нужном положении, обрезка нити вручную, учета стежков при настрачивании и т.д. Швейные машины с блоком автоматического контроля выполняют все эти функции в автоматическом режиме по установленной оператором программе. Модельный ряд предлагаемого оборудования позволяют производить различные швейные изделия.
Кроме указанных выше преимуществ особое внимание обращено на значительную экономию электроэнергии при использовании указанного оборудования, оснащенного сервомотором.
Машинное время в организационной операции, как правило, составляет от 10 до 20% от общего времени операции, при это обычный двигатель работает постоянно, в то время как серводвигатель работает только при использовании машинного времени. Поэтому, использование машины с блоком автоматического контроля, оснащенной сервомотором, позволит сэкономить более 70% электроэнергии. При этом серводвигатель обеспечивает стабильную работу, отсутствие шумов и, что очень важно, плавное включение, что в свою очередь обеспечивает качественное выполнение операций.
Надежность автоматики, используемой в швейном оборудовании фирмы "Sun Star" в сочетании с более низкой ценой в сравнении с оборудованием других компаний, делает указанное оборудование привлекательным и пользующимся повышенным спросом.
Фирма “Sun Star” предлагает полный набор швейного оборудования по производству изделий из различных материалов.
Оборудование фирмы “Sun Star”, а именно, швейные промышленные машины челночного стежка, представлены в следующих вариантах:
- - одноигольная с различными двигателями ткани;
- - двухигольные с фиксированными и отключающимися иглами с различным межигольным расстоянием;
- - одноигольные с рукавной платформой;
- - одно и двухигольные швейные машины с колонковой платформой;
- -одноигольные полуавтоматы с различным полем шитья и программируемые под различные строчки;
- циклические полуавтоматы с различными функциями: петельные, пуговичные, закрепочные и т. п. Представленные полуавтоматы оснащены блоком автоматического контроля с применением серво – двигателей.
Универсальные одно и двухигольные швейные машины выпускаются в двух вариантах: с фрикционным двигателем; с серводвигателем и блоком автоматического контроля, обеспечивающим: автоматическую закрепку в начале и в конце строчки; автоматическую обрезку нитей; позиционирование иглы; программирование строчек.
Простота в программировании, надежность в эксплуатации электронного блока управления – одно из уникальных достижений разработчиков и создателей. Разработчики фирмы “Sun Star” создали программируемую швейную машину, не имеющую аналогов у других компаний во всем мире.
Поэтому при выборе оборудования, мы рассматривали применение машин только этой фирмы и предусматривали замену старого оборудования на новое. Например, машина 1022-М кл. «Промшвеймаш» (4500 оборотов в минуту) была заменена на машину КМ-350В-7S, это высокоскоростная- одноигольная швейная машина челночного стежка с игольным транспортом и автоматической обрезкой нити. Имеет систему подачи ткани иглой минимизирует стягивание строчки и обеспечивает ровный шов, позиционер, встроенный в шкив, прост и лёгок в регулировке, уникальный механизм обрезки нити имеет простую конструкцию и лёгкую систему контроля.
Для стачивания подкладки применяется машина KM-2300 UMG. это высокоскоростная одноигольная швейная машина двойного челночного стежка с автоматической обрезкой нити, с прямым приводом, имеет минимальные минимальные вибрацию и шум, быстрое и гладкое шитьё, благодаря сухой головке больше нет масляных пятен на изделиях, большая рабочая поверхность и высокое качество шитья.
Характеристика оборудования, рекомендуемого для изготовления изделия и средств оргоснастки, приводится в табл. 2.3, табл. 2.4, табл. 2.5.
Таблица 2.3 - Характеристика технологического оборудования рекомендуемого для изготовления куртки женской из смесовой ткани для младшей возрастной группы
| Оборудование, предприятие, изготовитель | Тип или класс машины | Мах частота вращения гл.вала |
Длина стежка мм |
Иглы ГОСТ (22249-76 |
Толщ ина пакета, мм |
Механизм перемещение материала |
Техноло гические операции |
| Высокоскоростная одноигольная машина двойного челночного стежка, | KM-2300UMG | 5000 | 2÷5 |
DB×1#14 (#9≈#18) |
8 | Нижняя рейка | Обработка подкладки |
| Высокоскоростная одноигольная машина челночного стежка | KM-506/7S | 5000 | 2÷5 | DP×1#11≈#18 | 8 | Нижняя рейка | Стачивание |
| Высокоскоростная одноигольная машина челночного стежка | KM-350B-7S | 4000 | 2÷5 | DB×1#20≈#23 | 8 | Верхняя и нижняя рейка |
Настра чивание, притачивание, втачивание |
| Пресс пневматический трехголовочный для установки металлической фурнитуры | I-93 A | 650 кг | - | - | 4 | - | Установка фурнитуры |
Таблица 2.5 Характеристика средств оргоснастки, рекомендуемых при изготовлении куртки женской из смесовой ткани для младшей возрастной группы
| Требования к выполнению операции | Наименование приспособления | Марка приспособления, предприятие изготовитель | Класс швейной машины, предприятие изготовитель |
| Соблюдение параллельности срезам стачиваемых деталей | Лапка с выдвижной направляющей линейкой | ВА 8173 | KM-350B-7S |
| Формирование подгибов двух срезов деталей и обеспечение прокладывания строчек параллельно подогнутым краям детали | Приспособление для стачивания цельнокроенного пояса | 3 – 5 А | KM-350B-7S |
Таблица 2.6- Характеристика оборудования для влажно-тепловой обработки, рекомендуемого для изготовления куртки женской из смесовой ткани для младшей возрастной группы
| Назначение оборудования | Марка оборудования, тип привода, предприятие изготовитель | Режимы ВТО |
Способ нагрева верхней подушки пресса (утюга) |
|||
| температура прессования, град | усилие прессования, кПА | время обработки, с | увлажнение, % | |||
| Внутрироцессная и окончательная ВТО готового изделия |
Стол утюжил. QT-1200FR Фирма«QUICK» (KHP) |
|||||
| Утюг Rotondi group | 1,8кг | Электропаровой | ||||
Кроме замены оборудования необходимо также усовершенствовать технологию обработки отдельных узлов. Например, была изменена технология обработки борта с застежкой на тесьму- молнию. Применение приспособления для соединения деталей накладным швом с закрытым срезом марки 3 – 5 А позволило изменить технологию обработки борта и сократить затрату времени на обработку данного узла
Данные анализа методов обработки представлены в таблице2.7.
Таблица 2.7 - Анализ методов обработки борта
| Существующая обработка | Рекомендуемая обработка | ||||||||
| № п\п | Наименование неделимой операции |
Специальность Разряд |
Затрата времени, сек | Оборудование, средства оргоснастки | № п/п | Наименование неделимой операции |
Специальность Разряд |
Затрата времени, сек | Оборудование, средства оргоснастки |
| 112 | Притачать разъемную тесьму молнию к срезам бортов | М/4 | 130 | 1022-м | 112 | Притачать разъемную тесьму молнию к срезам бортов | М/4 | 120 | КМ-506/-7S |
| 113 | Обтачать отлет воротника и борт | М/4 | 240 | 1022-м | 113 | Настрочить борта на подборт | М/4 | 250 | КМ-506/-7S |
| 114 | Вывернуть куртку на лицевую сторону | Р/2 | 15 | 114 | Обтачать отлет воротника | М/4 | 78 | КМ-506/-7S | |
| 115 | Проложить отделочную строчку по борту | М/4 | 220 | 1022-м | 115 | Вывернуть куртку на лицевую сторону | Р/2 | 15 | |
| итого | 605 | итого | 463 | ||||||
При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле:
![]() (3)
(3)
где: Tн, Tс - новое и существующее время обработки, сек; Lн, Lс - длина стежков, см; mн, mс - новая и существующая частота стежков, в 1 см; Vс, Vн - новая и существующая скорость машины, об/мин.
Расчет роста производительности труда, сокращения затрат времени выбранных методов обработки производится по формулам (4), (5):
![]() (4)
(4)
![]() (5)
(5)
Для характеристики качества обработки определяют степень механизации обработки данного узла, оказывающую значительное влияние на качество. Степень механизации (Сн) определяют по формуле (6):
![]() (6)
(6)
где Тм – время механизированных операций, с; Тобщ – общая затрата времени, с.
Экономическая оценка осуществляется путем сравнения наиболее трудоемкого метода с другими предложенными вариантами.
Таблица 2.8 - Показатели эффективности методов обработки
| № п/п | Наименование узла обработки | затрата времени, сек | Сокращение затраты времени, % | Рост производительности труда, % | Затрата времени на механизированные техн. операции, сек | Степень механизации обработки узла, % | |||
| существующая | проектируемая (новая) | существующая | проектируемая (новая) | существующая | проектируемая (новая) | ||||
| Обработка борта(замена технологии обработки) | 605 | 463 | 23,47 | 30,67 | 590 | 448 | 97,5 | 96,8 | |
| Обработка деталей в заготовительной секции (замена оборудования) | 2240 | 2130 | 4,91 | 5,16 | 2240 | 2130 | 100 | 100 | |
| Обработка подкладки (замена оборудования) | 750 | 715 | 4,67 | 4,89 | 750 | 715 | 100 | 100 | |
| Монтаж (замена оборудования) | 1292 | 1154 | 10,68 | 11,96 | 1292 | 1154 | 100 | 100 | |
| Итого по изделию | 5801 | 5376 | 7,33 | 7,90 | 4887 | 4462 | 78,24 | 80,99 | |
2.3 Технологическая последовательность обработки изделия
На основании выбранных методов составляют технологическую последовательность обработки по неделимым операциям.
Нормы времени устанавливают по отраслевым нормативам времени. Если используют новое высокопроизводительное оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса.
Таблица 2.9- Технологическая последовательность изготовления изделий
| Организационная операция |
Специ альность |
Разряд | Затраты времени на выполнение операции, сек. | Оборудование, приспособления, инструменты | |||||
| модель А | модель Б | модель В | модель Г | модель Д | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Соединение с утепляющей прокладкой | |||||||||
| 1 | Соединить утепляющую прокладку со средней частью полочки | М | 3 | 250 | 200 | 200 | 200 | 200 | KM – 2300 UMQ |
| 2 | Соединить утепляющую прокладку с боковой частью полочки | М | 3 | 150 | 150 | 150 | - | 150 | KM – 2300 UMQ |
| 3 | Соединить утепляющую прокладку со средней частью спинки | М | 3 | 180 | 140 | 140 | 140 | 140 | KM – 2300 UMQ |
| 4 | Соединить утепляющую прокладку с боковой частью спинки | М | 3 | 150 | 150 | 150 | _ | 150 | KM – 2300 UMQ |
| 5 | Соединить утепляющую прокладку с рукавами | М | 3 | 200 | 200 | 200 | 200 | 200 | KM – 2300 UMQ |
| 6 | Соединить утепляющую прокладку с кокеткой полочки | М | 3 | - | 100 | 100 | 100 | 100 | KM – 2300 UMQ |
| 7 | Соединить утепляющую прокладку с кокеткой спинки | М | 3 | - | 70 | 70 | 70 | 70 | KM – 2300 UMQ |
| 8 | Соединить утепляющую прокладку с верхним воротником | М | 3 | 60 | 60 | 60 | 60 | _ | KM – 2300 UMQ |
| 9 | Соединить утепляющую прокладку с нижним воротником | М | 3 | 60 | 60 | 60 | 60 | 60 | KM – 2300 UMQ |
| 10 | Наметить место расположения отделочных строчек на рукаве | М | 3 | 40 | - | - | 40 | _ | KM – 2300 UMQ |
| 11 | Проложить отделочные строчки по рукаву | М | 3 | 70 | - | - | 70 | _ | KM – 2300 UMQ |
| 12 | Наметить место расположения отделочных строчек на полочке | М | 3 | - | - | - | 40 | _ | KM – 2300 UMQ |
| 13 | Проложить отделочные строчки по полочке | М | 3 | - | - | - | 70 | _ | KM – 2300 UMQ |
| 14 | Наметить место расположения отделочных строчек на спинке | Р | 3 | - | - | - | 30 | _ | KM – 2300 UMQ |
| 15 | Проложить отделочные строчки по спинке | М | 3 | - | - | - | 50 | - | KM – 2300 UMQ |
| ОБРАБОТКА ВОРОТНИКА | |||||||||
| 16 | Стачать нижний воротник из частей | М | 2 | - | - | - | - | 15 | KM – 506/ - 7S |
| 17 | Обтачать нижний воротник меховым воротником | М | 4 | - | - | - | - | 110 | KM – 506/ - 7S |
| 18 | Подрезать швы в углах и вывернуть воротник на лицевую стоону | Р | 2 | - | - | - | - | 14 | Ножницы, колышек |
| 19 | Настрочить шов обтачивания мехового воротника | М | 4 | - | - | - | - | 68 | KM – 506/ - 7S |
| Обработка шлевок | |||||||||
| 20 |
Обтачать шлёвки для: -пояса 5 шт. -воротника 5 шт. |
М М |
2 2 |
- - |
65 |
- - |
- - |
95 | KM – 506/ - 7S |
| 21 | Вывернуть шлёвки на лицевую сторону | Р | 2 | - | 25 | - | - | 35 | |
| 22 | Проложить отделочную строчку по шлёвкам | М | 2 | - | 70 | - | - | 100 | KM – 350B – 7S |
| 23 |
Притачать шлёвки к -поясу |
М | 2 | - | - | - | - | 85 | KM – 506/ - 7S |
| 24 | Настрочить шлёвки на воротник | М | 3 | - | 100 | - | - | - | KM – 506/ - 7S |
| Обработка листочки | |||||||||
| 25 | Обтачать боковые стороны листочки | М | 3 | 24 | - | 24 | - | - | KM – 506/ - 7S |
| 26 | Подрезать шов в углах и вывернуть листочку на лицевую сторону | Р | 2 | 15 | - | 15 | - | - | Ножницы |
| 27 | Проложить скрепляющую строчку по нижнему краю листочки | М | 3 | 30 | - | 30 | - | - | KM – 506/ - 7S |
| 28 | Проложить отделочные строчки по листочкам | М | 3 | 36 | - | 36 | - | - | KM – 350B – 7S |
| Обработка фигурной планки спинки | |||||||||
| 29 | Обтачать планки спинки по трем сторонам | М | 3 | 95 | - | - | - | - | |
| 30 | Подрезать швы в углах и вывернуть планки на лицевую стоону | Р | 2 | 20 | - | - | - | - | Ножницы, колышек |
| 31 | Проложить отделочную строчку по планкам спинки | М | 3 | 80 | - | - | - | - | KM – 350B – 7S |
| 32 | Проложить скрепляющую строчку по рельефным срезам планки | М | 3 | 50 | - | - | - | - | KM – 506/ - 7S |
| 33 | Наметить место расположения блочек на планках спинки | Р | 2 | 60 | - | - | - | - | Лекало, мел |
| 34 | Установить блочки на планки спинки | А | 3 | 60 | - | - | - | - | I-93 A |
| Обработка ветрозащитной планки | |||||||||
| 35 | Обтачать ветрозащитные планки по трём сторонам | М | 3 | - | - | - | 47 | - | KM – 506/ - 7S |
| 36 | Подрезать и вывернуть ветрозащитную планку | Р | 2 | - | - | - | 15 | - | Ножницы |
| 37 | Проложить скрепляющую строчку по ветрозащитной планке | М | 2 | 25 | KM – 506/ - 7S | ||||
| 38 | Проложить отделочную строчку по ветрозащитной планке | М | 3 | - | - | - | 40 | - | KM – 350B – 7S |
| Обработка клапана | |||||||||
| 39 | Обтачать клапан | М | 3 | - | - | 58 | - | - | KM – 506/ - 7S |
| 40 | Подрезать швы в углах и вывернуть клапан на лицевую сторону | Р | 2 | - | - | 15 | - | - | Ножницы |
| 41 | Проложить скрепляющую строчку по верхнему срезу клапана | М | 2 | - | - | 20 | - | - | KM – 506/ - 7S |
| 42 | Проложить отделочную строчку по клапанам | М | 3 | - | - | 30 | - | - | KM – 350B – 7S |
| Обработка пат рукавов | |||||||||
| 43 | Обтачать пату рукавов по двум сторонам | М | 3 | - | - | - | - | 30 | KM – 506/ - 7S |
| 44 | Подрезать швы в углах и вывернуть и вывернуть паты рукавов на лицевую сторону | Р | 2 | - | - | - | - | 15 | Ножницы |
| 45 | Проложить отделочную строчку по патам рукавов | М | 3 | - | - | - | - | 30 | KM – 350B – 7S |
| Обработка накладного кармана | |||||||||
| 46 | Обтачать карман, с цельнокроеным клапаном по четырём сторонам оставляя отверстие | М | 3 | - | - | - | 90 | - | KM – 506/ - 7S |
| 47 | Подрезать швы в углах и вывернуть карман на лицевую сторону. | Р | 3 | - | - | - | 15 | - | Ножницы |
| 48 | Зашить отверстие кармана | Р | 3 | 25 | |||||
| 49 | Проложить отделочную строчку по цельнокроеному клапану. | М | 3 | - | - | - | 34 | - | KM – 350B – 7S |
| Обработка манжет. | |||||||||
| 50 | Обтачать боковые стороны манжет | М | 3 | - | - | - | - | 52 | KM – 506/ - 7S |
| 51 | Подрезать швы в углах и вывернуть манжеты на лицевую сторону. | Р | 2 | - | - | - | - | 15 | Ножницы |
| 52 | Проложить отделочную строчку по манжетам | М | 3 | - | - | - | - | 80 | KM – 350B – 7S |
| 53 | Стачать боковые стороны манжеты из трикотажного полотна | М | 3 | - | 26 | 26 | - | - | KM – 506/ - 7S |
| 54 | Вывернуть манжеты на лицевую сторону. | Р | 2 | - | 10 | 10 | - | - | |
| 55 | Закрепить манжету строчкой по верхнему срезу | М | 3 | - | 61 | 61 | - | - | KM – 506/ - 7S |
| Обработка притачного пояса | |||||||||
| 56 | Обтачать передние части пояса. | М | 2 | - | 50 | - | - | - | KM – 506/ - 7S |
| 57 | Подрезать швы в углах, вывернуть части пояса на лицевую сторону. | Р | 2 | - | 20 | - | - | - | Ножницы |
| 58 | Притачать передние части пояса к полоске из трикотажного полотна. | М | 3 | - | 40 | 40 | - | - | KM – 506/ - 7S |
| 59 | Настрочить шов притачивания передней части пояса к полоске из трикотажного полотна, прокладывая отделочную строчку по поясу. | М | 3 | - | 35 | 35 | - | - | KM – 350B – 7S |
| 60 | Проложить скрепляющую строчку по верхнему срезу пояса | М | 3 | - | 80 | 80 | - | - | KM – 506/ - 7S |
| Обработка рукавов. | |||||||||
| 61 | Стачать нижние срезы рукавов | М | 3 | 60 | 60 | 60 | 60 | - | KM – 506/ - 7S |
| 62 | Стачать нижние срезы рукавов, вставляя хлястик по намелке | М | 3 | - | - | - | - | 85 | KM – 506/ - 7S |
| 63 | Притачать манжеты из трикотажного полотна к рукавам. | М | 3 | - | 120 | 120 | - | - | KM – 506/ - 7S |
| 64 | Притачать застёгивающиеся манжеты к низу рукавов | М | 3 | - | - | - | 110 | - | KM – 506/ - 7S |
| Обработка спинки | |||||||||
| 65 | Стачать рельефные срезы спинки, вставляя фигурные планки по надсечкам. | М | 3 | 91 | - | - | - | - | KM – 506/ - 7S |
| 66 | Проложить отделочные строчки по рельефным швам спинки | М | 3 | 87 | - | - | - | - | KM – 350B – 7S |
| 67 | Стачать фигурные рельефные срезы спинки от кокетки до бокового шва | М | 3 | - | 65 | - | - | - | KM – 506/ - 7S |
| 68 | Проложить отделочную строчку по фигурному рельефному шву спинки | М | 3 | - | 70 | - | - | - | KM – 350B – 7S |
| 69 | Стачать рельефные срезы спинки от кокетки до низа изделия | М | 3 | - | - | 60 | - | 60 | KM – 506/ - 7S |
| 70 | Проложить отделочную строчку по рельефным швам спинки | М | 3 | - | - | 65 | - | 65 | KM – 350B – 7S |
| 71 | Притачать кокетку к спинке | М | 3 | - | 45 | 45 | 45 | 45 | KM – 506/ - 7S |
| 72 | Проложить отделочную строчку по шву притачивания кокетки | М | 3 | - | 50 | 50 | 50 | 50 | KM – 350B – 7S |
| Обработка полочки | |||||||||
| 73 | Стачать рельефные срезы полочек от кокеток до низа | М | 3 | - | - | 91 | - | 91 | KM – 506/ - 7S |
| 74 | Стачать фигурные рельефные срезы полочек от кокеток до бокового шва | М | 3 | - | 96 | - | - | - | KM – 506/ - 7S |
| 75 | Притачать листочку к рельефному срезу полочек по рассечкам, притачивая подкладку карманов | М | 3 | 40 | - | 40 | - | - | KM – 506/ - 7S |
| 76 | Притачать подкладку карманов к боковой части полочек | М | 3 | 36 | - | 36 | - | - | KM – 2300 UMQ |
| 77 | Стачать фигурные рельефные срезы полочки от пройм до низа | М | 3 | 96 | - | - | - | - | KM – 506/ - 7S |
| 78 | Настрочить рельефные швы полочек | М | 3 | 90 | 90 | 87 | - | 87 | KM – 350B – 7S |
| 79 | Притачать кокетки к полочкам | М | 3 | 55 | 55 | 55 | KM – 506/ - 7S | ||
| 80 | Притачать кокетки к полочкам вставляя клапан по надсечкам | М | 3 | - | - | 60 | - | - | KM – 506/ - 7S |
| 81 | Настрочить шов притачивания кокетки полочки | М | 3 | - | 50 | 50 | 50 | 50 | KM – 350B – 7S |
| 82 | Наметить место расположения накладного кармана | Р | 3 | 30 | Лекало, мел | ||||
| 83 | Настрочить накладной карман на полочки | М | 4 | - | - | - | 120 | - | KM – 350B – 7S |
| 84 | Наметить место расположения прорезного кармана на полочках | Р | 3 | - | 30 | - | 60 | - | Лекало, мел |
| 85 | Обтачать вход кармана подкладкой по намелке | М | 4 | - | 50 | - | 100 | - | KM – 2300 UMQ |
| 86 | Настрочить подзор на подкладку кармана | М | 4 | - | 50 | - | 100 | - | KM – 2300 UMQ |
| 87 | Выполнить разрез по входу в карман | Р | 4 | - | 60 | - | 120 | - | Ножницы |
| 88 | Вывернуть подкладку кармана на изнаночную сторону | Р | 2 | - | 30 | - | 60 | - | |
| 89 | Настрочить тесьму-молнию по входу в карман | М | 4 | - | 60 | - | 120 | - | KM – 506/ - 7S |
| 90 | Притачать листочки и подкладку кармана к верхнему срезу нижней боковой части полочки | М | 3 | - | - | - | - | 46 | KM – 506/ - 7S |
| 91 | Притачать подкладку кармана к нижнему срезу боковой части полочки | М | 3 | - | - | - | - | 46 | KM – 2300 UMQ |
| 92 | Настрочить шов притачивания листочки | М | 3 | - | - | - | - | 46 | KM – 506/ - 7S |
| 93 | Стачать части подкладки кармана | М | 2 | - | 60 | - | 120 | 60 | KM – 2300 UMQ |
| Обработка подкладки. | |||||||||
| 94 | Стачать средние срезы спинки подкладки. | М | 2 | 33 | 33 | 33 | 33 | 33 | KM – 2300 UMQ |
| 95 | Стачать боковые срезы подкладки. | М | 2 | 56 | 56 | 56 | 56 | 56 | KM – 2300 UMQ |
| 96 | Притачать подборта к подкладке. | М | 2 | 80 | 80 | 80 | 80 | 80 | KM – 2300 UMQ |
| 97 | Стачать плечевые срезы подкладки. | М | 2 | 40 | 40 | 40 | 40 | 40 | KM – 2300 UMQ |
| 98 | Стачать передние срезы подкладки рукавов. | М | 2 | 40 | 40 | 40 | 40 | 40 | KM – 2300 UMQ |
| 99 | Стачать нижний срез подкладки рукавов, оставляя отверстие в шве. | М | 2 | 48 | 48 | 48 | 48 | 48 | KM – 2300 UMQ |
| 100 | Втачать подкладки рукавов в проймы с одновременным вкладыванием отрезка ткани в верхней части проймы. | М | 3 | 137 | 137 | 137 | 137 | 137 | KM – 2300 UMQ |
| 101 | Стачать вешалку | М | 2 | 15 | 15 | 15 | 15 | 15 | KM – 2300 UMQ |
| 102 | Притачать концы вешалки к горловине спинки подкладки. | М | 1 | 20 | 20 | 20 | 20 | 20 | KM – 2300 UMQ |
| 103 | Втачать нижний воротник-стойку в горловину подкладки изделия | М | 3 | 100 | 100 | 100 | 100 | - | KM – 506/ - 7S |
| 104 | Нарезать тканевую ленту с товарным знаком. | Р | 1 | 4 | 4 | 4 | 4 | 4 | Ножницы |
| 105 | Настрочить тканевую ленту с товарным знаком на полочку подкладки. | М | 1 | 20 | 20 | 20 | 20 | 20 | KM – 2300 UMQ |
| 106 | Приутюжить подкладку. | У | 2 | 122 | 122 | 122 | 122 | 122 | QT – 1200 FR |
| Монтаж | |||||||||
| 107 | Стачать плечевые срезы | М | 3 | 45 | 45 | 45 | 45 | 45 | KM – 506/ - 7S |
| 108 | Втачать верхний воротник стойку в горловину | М | 4 | 100 | 100 | 100 | 100 | 100 | KM – 506/ - 7S |
| 109 | Втачать рукава в проймы | М | 5 | 225 | 225 | 225 | 225 | 225 | KM – 506/ - 7S |
| 110 | Стачать боковые срезы куртки | М | 3 | 135 | 135 | 135 | 135 | 135 | KM – 506/ - 7S |
| 111 | Притачать манжеты к низу рукавов | М | 3 | - | 110 | 110 | 110 | 110 | KM – 506/ - 7S |
| 112 | Притачать пояс к низу изделия | М | 3 | 150 | 150 | 150 | 150 | 150 | KM – 506/ - 7S |
| 113 | Притачать разъёмную тесьму молнию к срезам бортов | М | 3 | 120 | 120 | 120 | 120 | 120 | KM – 506/ - 7S |
| 114 | Обтачать отлет воротника | М | 4 | 78 | 78 | 78 | 78 | - | KM – 506/ - 7S |
| 115 | Притачать подкладку к низу изделия | М | 2 | 135 | 135 | 135 | 135 | 135 | KM – 506/ - 7S |
| 116 | Вывернуть куртку на лицевую сторону | Р | 2 | 15 | 15 | 15 | 15 | 15 | |
| 117 | Настрочить борта на подборт | М | 3 | 250 | 250 | 250 | 250 | 250 | KM – 506/ - 7S |
| 118 | Вывернуть рукава на изнаночную сторону | Р | 2 | 19 | 19 | 19 | 19 | 19 | |
| 119 | Притачать подкладку к низу рукавов | М | 2 | 104 | 104 | 104 | 104 | 104 | KM – 506/ - 7S |
| 120 | Прикрепить проймы подкладки в верхней части с помощью отрезка ткани | М | 3 | 40 | 40 | 40 | 40 | 40 | KM – 506/ - 7S |
| 121 | Прикрепить проймы подкладки в нижней части | М | 3 | 40 | 40 | 40 | 40 | 40 | KM – 2300 UMQ |
| 122 | Прикрепить шов притачивания подкладки к верхнему воротнику и шву втачивания нижнего воротника | М | 2 | 60 | 60 | 60 | 60 | 60 | KM – 2300 UMQ |
| 123 | Вывернуть изделие на лицевую сторону | Р | 2 | 30 | 30 | 30 | 30 | 30 | |
| 124 | Застрочить отверстие в рукаве подкладки | М | 2 | 56 | 56 | 56 | 56 | 56 | KM – 2300 UMQ |
| 125 | Притачать ветрозащитную планку к срезу борта | М | 3 | - | - | - | 120 | - | KM – 506/ - 7S |
| 126 | Настрочить шов притачивания ветрозащитной планки | М | 3 | - | - | - | 110 | - | KM – 350B – 7S |
| Отделка | |||||||||
| 127 |
Нанести место расположения петель: на поясе; на клапане; |
Р Р |
3 3 |
24 - |
- 24 |
- - |
- - |
- - |
Мел |
| 128 |
Обметать петли: на поясе2; на клапане2; |
А А |
3 3 |
- - |
38 - |
- 38 |
- - |
- - |
SPS/D – H 6000 - 01 |
| 129 | Чистка изделия | Р | 2 | 162 | 162 | 162 | 162 | 162 | |
| 130 | Окончательная ВТО | У | 5 | 250 | 250 | 250 | 250 | 250 | QT – 1200 FR |
| 131 |
Намелка места расположения пуговиц: на поясе; на клапанах; |
Р Р |
- - |
15 - |
- 15 |
- - |
- - |
- - |
Мел |
| 132 |
Пришить пуговицы: на поясе; на клапане; |
А А |
3 3 |
- - |
38 |
- 38 |
- - |
- - |
|
| 133 |
Наметить место расположения металлических кнопок: на планке; на кармане; |
Р Р |
2 2 |
- - |
- - |
- - |
38 15 |
- - |
Мел |
| 134 |
Установить металлические кнопки: на планке; на кармане; |
А А |
3 3 |
- - |
- - |
- - |
95 38 |
- - |
I – 92 A |
| 135 | Навешивание товарного ярлыка | Р | 2 | 35 | 35 | 35 | 35 | 35 | Этикет-пистолет |
| 136 | Продёрнуть шнур в блочки фигурной планки спинки | Р | 2 | 60 | - | - | - | - | |
| 137 | Надеть наконечники на шнур и завязать узелки | Р | 2 | 5- | - | - | - | - | |
| 138 | Застегнуть изделия на тесьму молнию, металлические кнопки | Р | 2 | 11 | 11 | 11 | 11 | 11 | |
| 139 | Скомплектовать куртку по маршрутным листам | Р | 3 | 107 | 107 | 107 | 107 | 107 | |
| 140 | Упаковка куртки | Р | 3 | 45 | 45 | 45 | 45 | 45 | |
| 141 | Сдача куртки на склад готовой продукции | Р | 3 | 46 | 46 | 46 | 46 | 46 | |
| Итого | 5267 | 5841 | 5378 | 5965 | 5375 | ||||
2.4 Подбор моделей для многомодельных потоков
Многомодельными называются потоки, изготовляющие одновременно несколько технологически сходных между собой моделей одного вида изделий. Эта разновидность потоков наиболее широко применяется в условиях серийного производства. Модели выбираются в соответствии с направлением моды и основываются прежде всего на технологической однородности.
Главными признаками, определяющими технологическую однородность подбираемых моделей, являются:
- состав применяемого оборудования и приспособлений малой механизации;
- состав и число операций в технологической последовательности изготовления моделей;
- последовательность выполнения операций;
- сходство физико-механических свойств используемых материалов.
Для определения очередности при запуске моделей производится оценка их технологической однородности путем попарного сравнивания моделей, расчета коэффициента технологической однородности и составления матрицы этих коэффициентов. С помощью матрицы коэффициентов технологической однородности и определяется оптимальная очередность запуска моделей.
Коэффициент однородности рассчитывают по формуле:
Код= 2Nn.од/Nоб
где 2 – число
сравниваемых моделей; Nт.од. – число однородных технологически
неделимых операций сравниваемых моделей; ![]() - общее число технологически
неделимых операций (двух моделей).
- общее число технологически
неделимых операций (двух моделей).
Составим схему попарного сравнения этих моделей: А-Б, А-В, А-Г, А-Д, Б-В, Б-Г, Б-Д, В-Г, В-Д, Г-Д.
При сравнении технологических последовательностей моделей А-Б было выявлено 45 однородных технологически неделимых операций. Отсюда следует, что коэффициент однородности равен:
Код(А-Б)=2*45/(59+77)=0,66
Аналогично были рассчитаны все коэффициенты однородности для всех пар моделей:Код(Б-В)=2*56/(77+68)=0,77
Код(В-Г)=2*46/(68+70)=0,67
Код(Г-Д)=2*43/(70+66)=0,63
Код(Д-А)=2*38/(66+59)=0,61
Код(А-В)=2*47/(59+68)=0,75
Код(Б-Г)=2*54/(77+70)=0,73
Код(В-Д)=2*45/(68+66)=0,68
Код(А-Г)=2*42/(59+70)=0,65
Код(Б-Д)=2*49/(77+67)=0,68
Таблица 2. 10- Коэффициент технологической однородности женских курток пяти моделей
| Обозначения моделей | А | Б | В | Г | Д |
| А | 1 | 0,66 | 0,75 | 0,65 | 0,61 |
| Б | 1 | 0,77 | 0,73 | 0,68 | |
| В | 1 | 0,67 | 0,68 | ||
| Г | 1 | 0,63 | |||
| Д | 1 |
3. Техническое проектирование технологического процесса швейного производства
3.1 Предварительный расчет потока. Расчет параметров потока
Цель предварительного потока состоит в том, чтобы на начальной стадии проекта, на основе анализа исходных данных выявить наиболее рациональную форму организации потока и разместить его в цехе.
Исходными данными для предварительного расчёта потока являются:
- Ассортимент изделий – куртка женская для младшей возрастной группы;
- Количество моделей – 5;
- Трудоёмкость изготовления изделий
Т1 – 5376 с, Т2 – 6015с, Т3 – 5612с, Т4 – 6056с, Т5 – 5584с;
- Средняя трудоёмкость – 5728,6 сек.
При предварительном расчёте потока определяются основные параметры: такт потока, мощность потока (выпуск изделий в смену, количество рабочих).
Так как площадь цеха на задана, она в ООО "Арктика" равна м2, из них для потока по изготовлению изделий из смесовых тканей выделено -, можно определить количество рабочих в потоке по формуле:
![]() , (12)
, (12)
где Sпот - производственная площадь, м2; Sн - норма площади на одного рабочего, с учетом проходов, оборудования, м2, она равна 6,2 м2. Эта величина зависит от вида изделия, способа перемещения полуфабриката, мощности, организационной формы потока
![]()
Такт потока ![]() , сек, рассчитывается по формуле ():
, сек, рассчитывается по формуле ():
![]() (7),
(7),
где Тизд - трудоемкость изготовления, сек; N - количество рабочих;
![]() с,
с,
Выпуск изделий в смену рассчитывается по формуле (9):
![]() , (9),
, (9),
где R - продолжительность смены, сек;
![]() ед.
ед.
Зная число рабочих можно определить еще один параметр потока – число рабочих мест:
![]() (13)
(13)
где: Кср – коэффициент, характеризующий среднее число рабочих мест на потоке, приходящееся на одного рабочего.
Длину поточной линии определяют по формуле (14):
![]() (14)
(14)
где: L рм – шаг рабочего места, м,
Шаг рабочего места зависит от вида изделия и вида выполняемых работ.
Результаты расчетов параметров потока сводят в таблицу 3.1.
Таблица 3.1 - Параметры основного потока
| Наименование параметра | Условное обозначение | Расчётная формула | Расчёт величины параметра | Величина параметра, ед. измерения |
| Такт потока | τ |
|
5728,6/13=441 | Секунд |
| Выпуск изделий в смену | М |
|
28800/441=65 | Единиц |
| Численность рабочих | N |
|
13 | Человек |
| Число рабочих мест |
Кр.м. |
|
13*1,2=15,6 | Единиц |
Используя результаты и методику расчета параметров потока, составляется таблица трудоемкости
Таблица 3.2- Трудоемкость изготовления изделия
| Стадия и узлы обработки изделия | Время обработки,сек | Количество рабочих (расчетное),чел |
Площадь, м2 |
|
| Проверка кроя, раздача по рабочим местам | 110 | |||
| Соединение деталей с утепляющей прокладкой | 1154 | 2,55 | 15,81 | |
| Обработка воротника | 40,2 | 0,09 | 0,558 | |
| Обработка шлевок | 66 | 0,15 | 0,93 | |
| Обработка листочки | 42 | 0,09 | 0,558 | |
| Обработка фигурной планки | 73 | 0,16 | 0,992 | |
| Обработка ветрозащитной планки | 25,4 | 0,06 | 0,372 | |
| Обработка клапана | 24,6 | 0,06 | 0,372 | |
| Обработка рукава | 15 | 0,03 | 0,186 | |
| Обработка накладного кармана | 32,8 | 0,07 | 0,434 | |
| Обработка манжет | 68,2 | 0,15 | 0,93 | |
| Обработка притачного пояса | 76 | 0,17 | 1,054 | |
| Обработка рукавов | 135 | 0,31 | 1,922 | |
| Обработка спинки | 188,6 | 0,43 | 2,666 | |
| Обработка полочки | 534,6 | 1,21 | 7,502 | |
| Обработка подкладки | 695 | 1,57 | 9,734 | |
| Монтаж | 1720,4 | 3,90 | 24,18 | |
| Отделка | 668 | 1,51 | 9,362 | |
| Итого по изделию | 5728,6 | 13 | 77,562 |
3.2 Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
Проектируемый поток на предприятии ООО "Арктика" малой мощности. Агрегатный поток – самая простая, но малоэффективная форма организации потока. Эти потоки обычно имеют малую мощность, их применяют при изготовлении стабильных изделий невысокой трудоемкости. Ритм агрегатного потока свободный. Питание пачковое.
Так как модели имеют отличия в трудоемкости более 15 % был выбран цикличный запуск моделей, модели запускаются на поток по циклам в порядке, заданном расчетом. Цикличный запуск применяют при изготовлении изделий разной трудоемкости, но с однотипными способами обработки, одинаковым оборудованием и приспособлениями и желательно из материалов с одинаковыми свойствами и одного тона.
3.3 Составление технологической схемы разделения труда
3.6.1 Условия согласования времени операций потока. Производственные требования к согласованию операций
Основные условия согласования времени операций потока с тактом определяются по формуле (16):
∑tp = (0,95 ÷ 1,1) τ k - для потоков со свободным ритмом (16)
где τ – такт потока, сек, k – кратность операции
Для согласования потока, кроме условий согласования операций по времени соблюдаются определенные производственные требования:
- возможен возврат полуфабрикатов;
- максимальная специализация операций, обеспечивающая наилучшее использование рабочей силы и оборудования;
- комплектование ведется, соблюдая технологическую целесообразность, сокращение вспомогательных приемов работы;
- однородность операций по разрядам, обрабатываемым материалам, специальностям;
- возможность использования двух видов оборудования на одном рабочем месте.
Данные расчета условий согласования времени операций для различного количества рабочих целесообразно свести в таблицу 3.3.
Таблица 3.3 -Условия согласования времени операций потока
| Количество рабочих |
Величина времени организационной операции, ∑tp min, сек. |
Величина max времени организационной операции |
| 1 | 370 | 485 |
| 2 | 740 | 970 |
3.3.1 Технологическая схема основного потока
Технологическая схема основного потока (основной документ потока) составляется на основании последовательности технологической обработки и таблицы согласования времени операций потока. На её основе производится расстановка рабочих мест, определение потребности и монтаж оборудования, оснащение рабочих мест, расчет заработной платы, ТЭП.
Технологическая схема потока должна быть представлена в виде таблицы 3.4.
Графа 7 - норма выработки устанавливается на организационную операцию и определяется по формуле (17)
![]() (17)
(17)
где: R - продолжительность смены, сек, tоп - норма времени на выполнение организационной операции (гр. 6), сек.
Графа 8 - расценка определяется на каждую неделимую операцию путем умножения секундной тарифной ставки, соответствующего разряда на норму времени на выполнение неделимой операции и суммируется по всей организационной операции (с точностью до 0,01)
Графа 9 - расчетное количество рабочих для выполнения организационной операции определяется по формуле (18)
![]() (18)
(18)
где tоп – норма времени на выполнение организационной операции (гр.6), сек, τ - такт потока, сек.
Таблица 3.4- Технологическая схема разделения труда многомодельного потока
| № о/о | № н/о | Содержание организационной операции |
Специ аль ность |
Раз ряд |
Затрата времени по моделям, сек. |
Расц енка коп. |
Нор ма выра ботки, ед в смену |
Число рабочих | Вид оборудования приспособлений | |||||||
| №1 | №2 | №3 | №4 | №5 | общее |
Сред нее |
расчётное | фактическое | ||||||||
| 1 | Проверка кроя, раздача по рабочим местам | Р | 3 | 110 | 110 | 110 | 110 | 110 | 550 | 110 | 0,6435 | |||||
| 127 |
Нанести место расположения петель: на поясе; на клапане; |
Р Р |
3 3 |
24 - |
- 24 |
- - |
- - |
- - |
48 | 9,6 | 0,05616 | Мел, лекало | ||||
| 128 |
Обметать петли: на поясе2; на клапане2; |
А А |
3 3 |
- - |
38 - |
- 38 |
- - |
- - |
76 | 15,2 | 0,08892 | SPS/D – H 6000 - 01 | ||||
| 129 | Чистка изделия | Р | 2 | 100 | 100 | 100 | 100 | 100 | 500 | 100 | 0,54 | |||||
| 132 |
Пришить пуговицы: на поясе; на клапане; |
А А |
3 3 |
- - |
38 |
- 38 |
- - |
- - |
76 | 15,2 | 0,08892 | |||||
| 134 |
Установить металлические кнопки: на планке; на кармане; |
А А |
3 3 |
- - |
- - |
- - |
95 38 |
- - |
133 | 26,6 | 0,15561 | I – 92 A | ||||
| 139 | Скомплектовать куртку по маршрутным листам | Р | 3 | 107 | 107 | 107 | 107 | 107 | 535 | 107 | 0,62595 | |||||
| 140 | Упаковка куртки | Р | 3 | 45 | 45 | 45 | 45 | 45 | 225 | 45 | 0,2632 | |||||
| 141 | Сдача куртки на склад готовой продукции | Р | 3 | 46 | 46 | 46 | 46 | 46 | 230 | 46 | 0,2691 | |||||
| Итого | А | 3 | 432 | 508 | 484 | 541 | 408 | 2373 | 474,6 | 2,7314 | 61 | 1,15 | 1 | |||
| 2 | 1 | Соединить утепляющую прокладку со средней частью полочки | М | 3 | 250 | 200 | 200 | 200 | 200 | 1050 | 210 | 1,2285 | KM – 2300 UMQ | |||
| 2 | Соединить утепляющую прокладку с боковой частью полочки | М | 3 | 150 | 150 | 150 | - | 150 | 600 | 120 | 0,702 | |||||
| 3 | Соединить утепляющую прокладку со средней частью спинки | М | 3 | 180 | 140 | 140 | 140 | 140 | 740 | 148 | 0,8658 | |||||
| 4 | Соединить утепляющую прокладку с боковой частью спинки | М | 3 | 150 | 150 | 150 | _ | 150 | 600 | 120 | 0,702 | |||||
| 5 | Соединить утепляющую прокладку с рукавами | М | 3 | 200 | 200 | 200 | 200 | 200 | 1000 | 200 | 1,17 | |||||
| 6 | Соединить утепляющую прокладку с кокеткой полочки | М | 3 | - | 100 | 100 | 100 | 100 | 400 | 80 | 0,468 | |||||
| 7 | Соединить утепляющую прокладку с кокеткой спинки | М | 3 | - | 70 | 70 | 70 | 70 | 280 | 56 | 0,3276 | |||||
| итого | М | 3 | 930 | 1010 | 1010 | 710 | 1010 | 4670 | 934 | 5,4639 | 31 | 2,12 | 2 | |||
| 3 | 8 | Соединить утепляющую прокладку с верхним воротником | М | 3 | 60 | 60 | 60 | 60 | _ | 240 | 48 | 0,2808 | KM – 2300 UMQ | |||
| 9 | Соединить утепляющую прокладку с нижним воротником | М | 3 | 60 | 60 | 60 | 60 | 60 | 300 | 60 | 0,351 | |||||
| 10 | Наметить место расположения отделочных строчек на рукаве | М | 3 | 40 | - | - | 40 | _ | 80 | 16 | 0,0936 | |||||
| 100 | Втачать подкладки рукавов в проймы с одновременным вкладыванием отрезка ткани в верхней части проймы. | М | 3 | 137 | 137 | 137 | 137 | 137 | 685 | 137 | 0,80145 | KM – 2300 UMQ | ||||
| 101 | Стачать вешалку | М | 2 | 15 | 15 | 15 | 15 | 15 | 75 | 15 | 0,081 | KM – 2300 UMQ | ||||
| 102 | Притачать концы вешалки к горловине спинки подкладки. | М | 2 | 20 | 20 | 20 | 20 | 20 | 100 | 20 | 0,108 | KM – 2300 UMQ | ||||
| 103 | Втачать нижний воротник-стойку в горловину подкладки изделия | М | 3 | 100 | 100 | 100 | 100 | - | 400 | 80 | 0,468 | KM – 506/ - 7S | ||||
| 104 | Нарезать тканевую ленту с товарным знаком. | Р | 2 | 4 | 4 | 4 | 4 | 4 | 20 | 4 | 0,0216 | Ножницы | ||||
| 105 | Настрочить тканевую ленту с товарным знаком на полочку подкладки. | М | 2 | 20 | 20 | 20 | 20 | 20 | 100 | 20 | 0,108 | KM – 2300 UMQ | ||||
| Итого | М | 3 | 456 | 416 | 416 | 456 | 256 | 2000 | 400 | 2,31345 | 72 | 0,91 | 1 | |||
| 4 | 11 | Проложить отделочные строчки по рукаву | М | 3 | 70 | - | - | 70 | _ | 140 | 28 | 0,1638 | KM – 2300 UMQ | |||
| 12 | Наметить место расположения отделочных строчек на полочке | М | 3 | - | - | - | 40 | _ | 40 | 8 | 0,0468 | |||||
| 13 | Проложить отделочные строчки по полочке | М | 3 | - | - | - | 70 | _ | 70 | 14 | 0,0819 | |||||
| 14 | Наметить место расположения отделочных строчек на спинке | Р | 3 | - | - | - | 30 | _ | 30 | 6 | 0,0351 | Мел,лекало | ||||
| 15 | Проложить отделочные строчки по спинке | М | 3 | - | - | - | 50 | _ | 50 | 10 | 0,0585 | |||||
| 93 | Стачать части подкладки кармана | М | 2 | - | 60 | - | 120 | 60 | 240 | 48 | 0,2592 | |||||
| 94 | Стачать средние срезы спинки подкладки. | М | 2 | 33 | 33 | 33 | 33 | 33 | 165 | 33 | 0,1782 | KM – 2300 UMQ | ||||
| 95 | Стачать боковые срезы подкладки. | М | 2 | 56 | 56 | 56 | 56 | 56 | 280 | 56 | 0,3024 | KM – 2300 UMQ | ||||
| 96 | Притачать подборта к подкладке. | М | 2 | 80 | 80 | 80 | 80 | 80 | 400 | 80 | 0,432 | KM – 2300 UMQ | ||||
| 97 | Стачать плечевые срезы подкладки. | М | 2 | 40 | 40 | 40 | 40 | 40 | 200 | 40 | 0,216 | KM – 2300 UMQ | ||||
| 98 | Стачать передние срезы подкладки рукавов. | М | 2 | 40 | 40 | 40 | 40 | 40 | 200 | 40 | 0,216 | KM – 2300 UMQ | ||||
| 99 | Стачать нижний срез подкладки рукавов, оставляя отверстие в шве. | М | 2 | 48 | 48 | 48 | 48 | 48 | 240 | 48 | 0,2592 | KM – 2300 UMQ | ||||
| итого | М | 3 | 367 | 357 | 297 | 677 | 357 | 2055 | 411 | 2,2491 | 70 | 1 | 1 | |||
| 5 | 16 | Стачать нижний воротник из частей | М | 2 | - | - | - | - | 15 | 15 | 3 | 0,0162 | KM – 2300 UMQ | |||
| 17 | Обтачать нижний воротник меховым воротником | М | 4 | - | - | - | - | 110 | 110 | 22 | 0,1386 | |||||
| 18 | Подрезать швы в углах и вывернуть воротник на лицевую сторону | Р | 2 | - | - | - | - | 14 | 14 | 2,8 | 0,01512 | |||||
| 19 | Настрочить шов обтачивания мехового воротника | М | 4 | - | - | - | - | 68 | 68 | 13,6 | 0,08568 | |||||
| 20 |
Обтачать шлёвки для: -пояса 5 шт. -воротника 5 шт. |
М М |
2 2 |
- - |
65 |
- - |
- - |
95 | 160 | 32 | 0,1728 | KM – 506/ - 7S | ||||
| 21 | Вывернуть шлёвки на лицевую сторону | Р | 2 | - | 25 | - | - | 35 | 60 | 12 | 0,0648 | |||||
| 22 | Проложить отделочную строчку по шлёвкам | М | 2 | - | 70 | - | - | 100 | 170 | 34 | 0,1836 | KM – 350B – 7S | ||||
| 23 |
Притачать шлёвки к -поясу |
М | 2 | - | - | - | - | 85 | 85 | 17 | 0,0918 | KM – 506/ - 7S | ||||
| 24 | Настрочить шлёвки на воротник | М | 3 | - | 100 | - | - | - | 100 | 20 | 0,117 | KM – 506/ - 7S | ||||
| 25 | Обтачать боковые стороны листочки | М | 3 | 24 | - | 24 | - | - | 48 | 9,6 | 0,05616 | KM – 506/ - 7S | ||||
| 26 | Подрезать шов в углах и вывернуть листочку на лицевую сторону | Р | 2 | 15 | - | 15 | - | - | 30 | 6 | 0,0324 | Ножницы | ||||
| 27 | Проложить скрепляющую строчку по нижнему краю листочки | М | 3 | 30 | - | 30 | - | - | 60 | 12 | 0,0702 | KM – 506/ - 7S | ||||
| 28 | Проложить отделочные строчки по листочкам | М | 3 | 36 | - | 36 | - | - | 72 | 14,4 | 0,08424 | |||||
| 29 | Обтачать планки спинки по трем сторонам | М | 3 | 95 | - | - | - | - | 95 | 19 | 0,11115 | |||||
| 30 | Подрезать швы в углах и вывернуть планки на лицевую стоону | Р | 2 | 20 | - | - | - | - | 20 | 4 | 0,0216 | |||||
| 31 | Проложить отделочную строчку по планкам спинки | М | 3 | 80 | - | - | - | - | 80 | 16 | 0,0936 | |||||
| 32 | Проложить скрепляющую строчку по рельефным срезам планки | М | 3 | 50 | - | - | - | - | 50 | 10 | 0,0585 | |||||
| 35 | Обтачать ветрозащитные планки по трем стоонам | М | 3 | - | - | - | 47 | - | 47 | 9,4 | 0,05499 | |||||
| 36 | Подрезать и вывернуть ветрозащитную планку | Р | 2 | - | - | - | 15 | - | 15 | 3 | 0,0162 | Ножницы | ||||
| 37 | Проложить скрепляющую строчку по ветрозащитной планке | М | 2 | - | - | - | 25 | - | 25 | 5 | 0,027 | KM – 506/ - 7S | ||||
| 38 | Проложить отделочную строчку по ветрозащитной планке | М | 3 | - | - | - | 40 | - | 40 | 8 | 0,0468 | |||||
| 39 | Обтачать клапан | М | 3 | - | - | 58 | - | - | 58 | 11,6 | 0,06786 | KM – 506/ - 7S | ||||
| 40 | Подрезать швы в углах и вывернуть клапан на лицевую сторону | Р | 2 | - | - | 15 | - | - | 15 | 3 | 0,0162 | Ножницы | ||||
| 41 | Проложить скрепляющую строчку по верхнему срезу клапана | М | 2 | - | - | 20 | - | - | 20 | 4 | 0,0216 | KM – 506/ - 7S | ||||
| 42 | Проложить отделочную строчку по клапанам | М | 3 | - | - | 30 | - | - | 30 | 6 | 0,0351 | |||||
| 43 | Обтачать пату рукавов по двум сторонам | М | 3 | - | - | - | - | 30 | 30 | 6 | 0,0351 | KM – 506/ - 7S | ||||
| 44 | Подрезать швы в углах и вывернуть и вывернуть паты рукавов на лицевую сторону | Р | 2 | - | - | - | - | 15 | 15 | 3 | 0,0162 | Ножницы | ||||
| 45 | Проложить отделочную строчку по патам рукавов | М | 3 | - | - | - | - | 30 | 30 | 6 | 0,0351 | KM – 350B – 7S | ||||
| 46 | Обтачать карман, с цельнокроеным клапаном по четырём сторонам оставляя отверстие | М | 3 | - | - | - | 90 | - | 90 | 18 | 0,1053 | KM – 506/ - 7S | ||||
| 47 | Подрезать швы в углах и вывернуть карман на лицевую сторону. | Р | 3 | - | - | - | 15 | - | 15 | 3 | 0,01755 | Ножницы | ||||
| 48 | Зашить отверстие кармана | Р | 3 | - | - | - | 25 | - | 25 | 5 | 0,02925 | |||||
| 49 | Проложить отделочную строчку по цельнокроеному клапану. | М | 3 | - | - | - | 34 | - | 34 | 6,8 | 0,03978 | |||||
| 50 | Обтачать боковые стороны манжет | М | 3 | - | - | - | - | 52 | 52 | 10,4 | 0,06084 | KM – 506/ - 7S | ||||
| 51 | Подрезать швы в углах и вывернуть манжеты на лицевую сторону. | Р | 2 | - | - | - | - | 15 | 15 | 3 | 0,0162 | Ножницы | ||||
| 52 | Проложить отделочную строчку по манжетам | М | 3 | - | - | - | - | 80 | 80 | 16 | 0,0936 | |||||
| 53 | Стачать боковые стороны манжеты из трикотажного полотна | М | 3 | - | 26 | 26 | - | - | 52 | 10,4 | 0,06084 | KM – 506/ - 7S | ||||
| 54 | Вывернуть манжеты на лицевую сторону. | Р | 2 | - | 10 | 10 | - | - | 20 | 4 | 0,0216 | |||||
| 55 | Закрепить манжету строчкой по верхнему срезу | М | 3 | - | 61 | 61 | - | - | 122 | 24,4 | 0,14274 | KM – 506/ - 7S | ||||
| итого | М | 4 | 350 | 357 | 325 | 291 | 744 | 2067 | 413,4 | 2,3733 | 70 | 0,94 | 1 | |||
| 6 | 33 | Наметить место расположения блочек на планках спинки | Р | 2 | 60 | - | - | - | - | 60 | 12 | 0,0648 | Мел,лекало | |||
| 34 | Установить блочки на планки спинки | А | 3 | 60 | - | - | - | - | 60 | 12 | 0,0702 | |||||
| 56 | Обтачать передние части пояса. | М | 2 | - | 50 | - | - | - | 50 | 10 | 0,054 | KM – 506/ - 7S | ||||
| 57 | Подрезать швы в углах, вывернуть части пояса на лицевую сторону. | Р | 2 | - | 20 | - | - | - | 20 | 4 | 0,0216 | Ножницы | ||||
| 58 | Притачать передние части пояса к полоске из трикотажного полотна. | М | 3 | - | 40 | 40 | - | - | 80 | 16 | 0,0936 | KM – 506/ - 7S | ||||
| 59 | Настрочить шов притачивания передней части пояса к полоске из трикотажного полотна, прокладывая отделочную строчку по поясу. | М | 3 | - | 35 | 35 | - | - | 70 | 14 | 0,0819 | |||||
| 60 | Проложить скрепляющую строчку по верхнему срезу пояса | М | 3 | - | 80 | 80 | - | - | 160 | 32 | 0,1872 | KM – 506/ - 7S | ||||
| 61 | Стачать нижние срезы рукавов | М | 3 | 60 | 60 | 60 | 60 | - | 240 | 48 | 0,2808 | KM – 506/ - 7S | ||||
| 62 | Стачать нижние срезы рукавов, вставляя хлястик по намелке | М | 3 | - | - | - | - | 85 | 85 | 17 | 0,09945 | KM – 506/ - 7S | ||||
| 63 | Притачать манжеты из трикотажного полотна к рукавам. | М | 3 | - | 120 | 120 | - | - | 240 | 48 | 0,2808 | KM – 506/ - 7S | ||||
| 64 | Притачать застёгивающиеся манжеты к низу рукавов | М | 3 | - | - | - | 110 | - | 110 | 22 | 0,1287 | KM – 506/ - 7S | ||||
| 65 | Стачать рельефные срезы спинки, вставляя фигурные планки по надсечкам. | М | 3 | 91 | - | - | - | - | 91 | 18,2 | 0,10647 | KM – 506/ - 7S | ||||
| 66 | Проложить отделочные строчки по рельефным швам спинки | М | 3 | 87 | - | - | - | - | 87 | 17,4 | 0,10179 | |||||
| 67 | Стачать фигурные рельефные срезы спинки от кокетки до бокового шва | М | 3 | - | 65 | - | - | - | 65 | 13 | 0,07605 | |||||
| 68 | Проложить отделочную строчку по фигурному рельефному шву спинки | М | 3 | - | 70 | - | - | - | 70 | 14 | 0,0819 | |||||
| 70 | Проложить отделочную строчку по рельефным швам спинки | М | 3 | - | - | 65 | - | 65 | 130 | 26 | 0,1521 | |||||
| 69 | Стачать рельефные срезы спинки от кокетки до низа изделия | М | 3 | - | - | 60 | - | 60 | 120 | 24 | 0,1404 | KM – 506/ - 7S | ||||
| 73 | Стачать рельефные срезы полочек от кокеток до низа | М | 3 | - | - | 91 | - | 91 | 182 | 36,4 | 0,21294 | KM – 506/ - 7S | ||||
| 74 | Стачать фигурные рельефные срезы полочек от кокеток до бокового шва | М | 3 | - | 96 | - | - | - | 96 | 19,2 | 0,11232 | KM – 506/ - 7S | ||||
| 75 | Притачать листочку к рельефному срезу полочек по рассечкам, притачивая подкладку карманов | М | 3 | 40 | - | 40 | - | - | 80 | 16 | 0,0936 | |||||
| 76 | Притачать подкладку карманов к боковой части полочек | М | 3 | 36 | - | 36 | - | - | 72 | 14,4 | 0,08424 | |||||
| 77 | Стачать фигурные рельефные срезы полочки от пройм до низа | М | 3 | 96 | - | - | - | - | 96 | 19,2 | 0,11232 | KM – 506/ - 7S | ||||
| Итого | А/М | 3 | 530 | 636 | 627 | 170 | 301 | 2264 | 452,8 | 2,63718 | 64 | 1,03 | 1 | |||
| 7 | 71 | Притачать кокетку к спинке | М | 3 | - | 45 | 45 | 45 | 45 | 180 | 36 | 0,2106 | KM – 506/ - 7S | |||
| 72 | Проложить отделочную строчку по шву притачивания кокетки | М | 3 | - | 50 | 50 | 50 | 50 | 200 | 40 | 0,234 | |||||
| 78 | Настрочить рельефные швы полочек | М | 3 | 90 | 90 | 87 | - | 87 | 354 | 70,8 | 0,41418 | |||||
| 79 | Притачать кокетки к полочкам | М | 3 | 55 | 55 | 55 | 165 | 33 | 0,19305 | KM – 506/ - 7S | ||||||
| 80 | Притачать кокетки к полочкам вставляя клапан по надсечкам | М | 3 | - | - | 60 | - | - | 60 | 12 | 0,0702 | KM – 506/ - 7S | ||||
| 81 | Настрочить шов притачивания кокетки полочки | М | 3 | - | 50 | 50 | 50 | 50 | 200 | 40 | 0,234 | |||||
| 82 | Наметить место расположения накладного кармана | Р | 3 | - | - | - | 30 | - | 30 | 6 | 0,0351 | Лекало, мел | ||||
| 83 | Настрочить накладной карман на полочки | М | 4 | - | - | - | 120 | - | 120 | 24 | 0,1512 | |||||
| 84 | Наметить место расположения прорезного кармана на полочках | Р | 3 | - | 30 | - | 60 | - | 90 | 18 | 0,1053 | Лекало, мел | ||||
| 85 | Обтачать вход кармана подкладкой по намелке | М | 4 | - | 50 | - | 100 | - | 150 | 30 | 0,189 | |||||
| 86 | Настрочить подзор на подкладку кармана | М | 4 | - | 50 | - | 100 | - | 150 | 30 | 0,189 | |||||
| 87 | Выполнить разрез по входу в карман | Р | 4 | - | 60 | - | 120 | - | 180 | 36 | 0,2268 | Ножницы | ||||
| 88 | Вывернуть подкладку кармана на изнаночную сторону | Р | 2 | - | 30 | - | 60 | - | 90 | 18 | 0,0972 | |||||
| 89 | Настрочить тесьму-молнию по входу в карман | М | 4 | - | 60 | - | 120 | - | 180 | 36 | 0,2268 | KM – 506/ - 7S | ||||
| 90 | Притачать листочки и подкладку кармана к верхнему срезу нижней боковой части полочки | М | 3 | - | - | - | - | 46 | 46 | 9,2 | 0,05382 | KM – 506/ - 7S | ||||
| 91 | Притачать подкладку кармана к нижнему срезу боковой части полочки | М | 3 | - | - | - | - | 46 | 46 | 9,2 | 0,05382 | |||||
| 92 | Настрочить шов притачивания листочки | М | 3 | - | - | - | - | 46 | 46 | 9,2 | 0,05382 | KM – 506/ - 7S | ||||
| итого | М | 4 | 90 | 570 | 292 | 910 | 425 | 2287 | 457,4 | 2,73789 | 63 | 1,04 | 1 | |||
| 8 | 107 | Стачать плечевые срезы | М | 3 | 45 | 45 | 45 | 45 | 45 | 225 | 45 | 0,26325 | KM – 506/ - 7S | |||
| 108 | Втачать верхний воротник стойку в горловину | М | 4 | 100 | 100 | 100 | 100 | 100 | 500 | 100 | 0,63 | KM – 506/ - 7S | ||||
| 109 | Втачать рукава в проймы | М | 5 | 225 | 225 | 225 | 225 | 225 | 1125 | 225 | 1,51875 | KM – 506/ - 7S | ||||
| 110 | Стачать боковые срезы куртки | М | 3 | 135 | 135 | 135 | 135 | 135 | 675 | 135 | 0,78975 | KM – 506/ - 7S | ||||
| 111 | Притачать пояс к низу изделия | М | 3 | 150 | 150 | 150 | 150 | 150 | 750 | 150 | 0,8775 | KM – 506/ - 7S | ||||
| 113 | Обтачать отлет воротника | М | 4 | 78 | 78 | 78 | 78 | - | 312 | 62,4 | 0,39312 | |||||
| 114 | Притачать подкладку к низу изделия | М | 2 | 135 | 135 | 135 | 135 | 135 | 675 | 135 | 0,729 | KM – 506/ - 7S | ||||
| 116 | Вывернуть куртку на лицевую сторону | Р | 2 | 15 | 15 | 15 | 15 | 15 | 75 | 15 | 0,081 | |||||
| итого | М | 5 | 883 | 883 | 883 | 883 | 805 | 4337 | 867,4 | 5,28237 | 33 | 1,97 | 2 | |||
| 9 | 112 | Притачать разъёмную тесьму молнию к срезам бортов | М | 4 | 145 | 145 | 145 | 145 | 145 | 725 | 145 | 0,9135 | KM – 506/ - 7S | |||
| 117 | Настрочить борта на подборт | М | 4 | 260 | 260 | 260 | 260 | 260 | 1300 | 260 | 1,638 | |||||
| Итого | М | 4 | 405 | 405 | 405 | 405 | 405 | 1975 | 395 | 2,5515 | 73 | 0,89 | 1 | |||
| 10 | 118 | Вывернуть рукава на изнаночную сторону | М | 2 | 135 | 135 | 135 | 135 | 135 | 675 | 135 | 0,729 | ||||
| 119 | Притачать подкладку к низу рукавов | М | 2 | 104 | 104 | 104 | 104 | 104 | 520 | 104 | 0,5616 | KM – 506/ - 7S | ||||
| 120 | Прикрепить проймы подкладки в верхней части с помощью отрезка ткани | М | 3 | 35 | 35 | 35 | 35 | 35 | 175 | 35 | 0,20475 | |||||
| 121 | Прикрепить проймы подкладки в нижней части | М | 3 | 35 | 35 | 35 | 35 | 35 | 175 | 35 | 0,20475 | |||||
| 122 | Прикрепить шов притачивания подкладки к верхнему воротнику и шву втачивания нижнего воротника | М | 2 | 60 | 60 | 60 | 60 | 60 | 300 | 60 | 0,324 | |||||
| 124 | Застрочить отверстие в рукаве подкладки | М | 2 | 56 | 56 | 56 | 56 | 56 | 280 | 56 | 0,3024 | |||||
| 125 | Притачать ветрозащитную планку к срезу борта | М | 3 | - | - | - | 120 | - | 120 | 24 | 0,1404 | KM – 506/ - 7S | ||||
| 126 | Настрочить шов притачивания ветрозащитной планки | М | 3 | - | - | - | 110 | - | 110 | 20 | 0,117 | |||||
| Итого | М | 3 | 425 | 425 | 425 | 655 | 425 | 2355 | 470 | 2,5839 | 61 | 1,06 | 1 | |||
| 11 | 106 | Приутюжить подкладку | У | 2 | 122 | 122 | 122 | 122 | 122 | 610 | 122 | 0,6588 | ||||
| 123 | Вывернуть изделие на лицевую сторону | Р | 2 | 30 | 30 | 30 | 30 | 30 | 150 | 30 | 0,162 | |||||
| 130 | Окончательная ВТО | У | 5 | 250 | 250 | 250 | 250 | 250 | 1250 | 250 | 1,6875 | QT – 1200 FR | ||||
| 135 | Навешивание товарного ярлыка | Р | 2 | 35 | 35 | 35 | 35 | 35 | 175 | 35 | 0,189 | |||||
| 136 | Продёрнуть шнур в блочки фигурной планки спинки | Р | 2 | 60 | - | - | - | - | 60 | 12 | 0,0648 | |||||
| 137 | Надеть наконечники на шнур и завязать узелки | Р | 2 | 50 | - | - | - | - | 50 | 10 | 0,054 | |||||
| 138 | Застегнуть изделия на тесьму- молнию, металлические кнопки | Р | 2 | 11 | 11 | 11 | 11 | 11 | 55 | 11 | 0,0594 | |||||
| Итого | У | 5 | 508 | 448 | 448 | 448 | 448 | 2300 | 460 | 2,8755 | 63 | 1,04 | 1 | |||
| Итого по изделию | 5376 | 6015 | 5612 | 6056 | 5584 | 28643 | 5728,6 | 33,7995 | 600 | 13,15 | 13 | |||||
3.4 Анализ технологической схемы основного потока
Анализ производится расчетным и графическим методами.
Коэффициент согласования Кс определяющий загруженность потока, определяется по формуле (19).
![]() , (19)
, (19)
где Tизд - трудоемкость изделия в потоке, сек, Nф - фактическое количество рабочих, τ - такт потока, сек.
![]()
Поток в целом считается согласованным правильно, если Кс = 1 ±0,02; если Кс < 1 – в потоке больше недогруженных операций, если Кс > 1 – в потоке больше перегруженных операций. Если коэффициент согласования отклоняется от единицы более допустимого, то уточняют такт потока. Графический анализ производится по графику синхронности, диаграмме синхронности операций и монтажному графику – схеме перемещения полуфабриката.
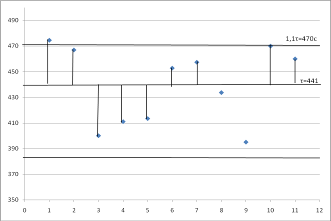
Рис.3.1.График синхронности
![]()
![]()
![]()
![]()
![]()
![]()
![]() График синхронности показывает время
выполнения операции и отклонения времени от такта.
График синхронности показывает время
выполнения операции и отклонения времени от такта.
Диаграмма синхронности показывает загруженность операции и специализацию работ.
Монтажный график наглядно выявляет структуру потока, последовательность движения деталей в потоке, наличие кратных операций, порядок запуска деталей в поток, взаимосвязь между операциями.
На основании монтажного графика решается вопрос о возможности и целесообразности разбивки потока на отдельные секции, расставляются внутрипроцессные транспортные средства.
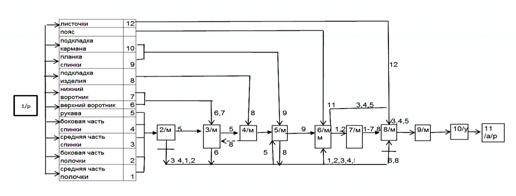
Рис 3.3.Монтажный график
3.5 Расчет и анализ технико-экономических показателей потока
Окончательный итог организационно-технологического построения швейных потоков подводится расчетом основных технико-экономических показателей (ТЭП), оценивающих процесс организации труда в потоке.
Для расчета ТЭП составляется сводная таблица 3.5.
Технико-экономические показатели процесса рассчитываются на основе организационно-технологической схемы потока и сводной таблицы рабочей силы и приводятся в сводной таблице 3.6.
Показатели рассчитываются по следующим формулам:
§ Выработка на одного рабочего в смену (производительность труда) характеризует технический уровень потока:
![]() , (20)
, (20)
где Мсм - выпуск в смену, ед, N р - расчетное количество рабочих, чел.
![]()
§ Средний тарифный разряд:
![]() (21)
(21)
![]()
§ Средний тарифный коэффициент Qср
![]() (22)
(22)
![]()
Показатели Qср, rcp характеризуют квалификационную сторону применяемой технологии, но не прогрессивность потока.
§ Стоимость обработки единицы изделия Ризд, руб.:
Pизд =33,8руб (23)
где: Рi - сумма расценок по организационным операциям
![]() (24)
(24)
![]()
![]() (25)
(25)
![]()
![]() (26)
(26)
![]()
где: Ст дн 1 раз - дневная тарифная ставка 1 разряда; Ст час - часовая тарифная ставка 1 разряда: cумма тарифных коэффициентов (графа 17); Qср - средний тарифный коэффициент; Мсм - выпуск в смену;
ПТ - выработка на 1 рабочего в смену.
§ Коэффициент механизации потока Км.:
![]() (27)
(27)
![]()
где: ∑t м, ∑t с, ∑t п, ∑tа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек.
§ Коэффициент использования оборудования
![]() (28)
(28)
![]()
где:![]() ,
, ![]() ,
, ![]() ,
, ![]() - сумма времени по
неделимым операциям машинных специальностей, сек;
- сумма времени по
неделимым операциям машинных специальностей, сек; ![]() ,
, ![]() ,
, ![]() ,
,![]() - сумма времени по организационным
операциям машинных специальностей, сек.
- сумма времени по организационным
операциям машинных специальностей, сек.
Ки.о. – характеризует качество разделения труда по специализации рабочих мест.
§ Съем продукции с 1 м2 производственной площади:
![]() , (29)
, (29)
где: Мсм - выпуск изделий в смену, ед.; Sпот - площадь потока, м2.
![]() ед.
ед.
Таблица 3.6- Технико-экономические показатели проектируемого потока
| № п/п | Технико-экономические показатели | размерность | Числовое значение |
| 1 |
Выпуск в смену, Мсм |
ед. | 65 |
| 2 |
Трудоемкость изготовления изделия, Тизд |
сек | 5728,6 |
| 3 |
Численность рабочих: расчетная, Nр Фактическая,Nф |
чел. |
13 13 |
| 4 | Выработка на одного рабочего в смену (производительность труда), ПТ | ед. | 5 |
| 5 |
Средний тарифный разряд, rср |
3,06 | |
| 6 |
Средний тарифный коэффициент, Qcр |
1,31 | |
| 7 |
Стоимость обработки единицы изделия, Ризд |
руб. | 33,8 |
| 8 |
Коэффициент загрузки (согласования), Кс |
1 | |
| 9 |
Коэффициент механизации потока, Км |
0,8 | |
| 10 |
Коэффициент использования оборудования, Ки.о. |
0,82 | |
| 11 |
Съем продукции с 1 м2 производственной площади,σ |
ед. | 0,40 |
4. Организация внутрипроцессного транспорта
Работа промышленного предприятия, особенно в условиях непрерывного поточного производства, связана с необходимостью перемещения большого количества разнообразных грузов. Перемещение грузов, необходимых для производственной деятельности швейных предприятий, осуществляется с помощью транспорта, который по территориальному признаку делят на внешний и внутренний. Внешний транспорт доставляет на предприятие сырье, полуфабрикаты, внутренний обеспечивает перемещение грузов в пределах предприятия в соответствии с требованиями технологии и организации производства.
С целью предотвращения рассыпания предметов труда при использовании ВТП пачка либо связывается тесьмой, либо закрепляется в устройствах фиксации – зажимах.
В швейной промышленности получили широкое распространение бесприводные средства транспортировки пачек деталей и полуфабрикатов. Для ООО "Арктика" можно предложить следующие средства:
Таблица 3.9- Характеристика внутрипроцессных транспортных средств
| Наименование транспортного средства | Марка | Размер | Количество установленное в потоке |
| Тележка-контейнер напольного транспортирования | Т-1М.00.000 | 500×510×770 | 1 |
| Тележка- стеллаж напольной транспортировки | ОТЗ.00.000 | 900×450×800 | 1 |
| Тележка- стеллаж напольной транспортировки | СД-1 | 600×400×600 | 1 |
| Тележка – кронштейн напольной транспортировки | ТР-2С 718.00.000 | 1183×500×1680 | 1 |
5. Расчет объема незавершенного производства
Незавершенным производством называются предметы труда, сходящиеся на разных стадиях технологической обработки в цехах предприятия и еще не ставшие готовой продукцией. Наличие незавершенного производства является необходимым условием бесперебойного выпуска продукции. Определение объема незавершенного производства является важным этапом в проектировании потока.
В швейном цехе объем незавершенного производства устанавливают из расчета бесперебойной работы потока в течение 2- 3 ч. Этот объем зависит от многих факторов: объема производства, вида изделия, продолжительности производственного цикла, типа потока. Рассмотрим, из чего складывается объем незавершенного производства швейного цеха.
Таблица 5.1-Расчет незавершенного производства
| Наименование производственного участка | число рабочих | Объем незавершенного пр-ва | Объем незавершенного пр-ва, ед. |
| 1. Запас полученного кроя | 1 | 2-3 часовой запас |
Мсм × 2(3) 8=65×2/8=16 |
| 2. Запас проверенного кроя, подготовленного к запуску. |
2-3 часовой запас |
16 | |
| 3. Запас полуфабриката на заготовительной секции | 7 | по 2 пачки на рабочего | 7×2×10=140 |
| 4. Запас п/ф между заготовительной и монтажной секциями. | 2-3 часовой запас | 16 | |
| 5. Запас п/ф на монтажной секции. | 3 | По 1- 2 пачки на рабочего | 3×1×10=30 |
| 6. Запас п/ф между монтажной и отделочной секциями | 2-3 часовой запас | 16 | |
| 7. Запас п/ф на отделочной секции | 2 | По 1- 2 пачки на рабочего | 2×1×10=20 |
| 8. Запас п/фабриката у контролеров ОТК | 1 | По 1- 2 пачки на рабочего | 1×1×10=10 |
| ИТОГО | 14 | 264 |
![]()
Производственный цикл равен 4 дня.
6. Контроль качества. Организация управления качеством продукции в цехе, на потоке
Всемирное повышение качества швейных изделий является комплексной задачей, решение которой осуществляется мероприятиями, направленными на техническое перевооружение предприятий, внедрение комплексно - механизированных поточных линий, планов инженерного обеспечения, на совершенствовании технологии, моделирование и конструирование изделий, освоение новых материалов, создание новых видов изделия. Выпуск одежды высокого качества способствует четкий контроль ее качества на всех этапах швейного производства.
Требования к качеству швейных изделий изложены в стандартах и технических условиях, являющихся основными нормативно – техническими документами, согласно которым осуществляется государственный и ведомственный контроль качества продукции.
Большое значение для обеспечения качества имеет внедрение комплексной системы управления качеством продукции и разработка стандартов предприятий.
Важной задачей контроля качества выполнения технологических операций является наиболее раннее выявление брака и исполнителя, допустившего неправильное выполнение операции. Это позволяет поручить исполнителю своевременно устранить допущенный дефект и в дальнейшем улучшить качество своей работы. Кроме того, такая организация выявления и исправления брака позволяет значительно сократить количество случаев возврата узлов деталей на переделку из одного участка или секции на другие участки и секции технологической линии, а также сократить затраты труда на исправление брака, выявленного на финишных операциях изготовления изделия.
При организации контроля качества технологических операций и качества полуфабрикатов предусматривается осуществление ряда мероприятий.
Самоконтроль качества обязывает каждого исполнителя проверить соответствие выполнения операции техническим условиям.
Взаимоконтроль заключается в том, что каждый исполнитель перед началом выполнения операции обязан проверить правильность выполнения предыдущей операции, в случае обнаружения дефекта – вернуть полуфабрикат предыдущему исполнителю для ликвидации брака.
Время на выполнение контроля должно предусматриваться при нормировании трудозатрат.
Межоперационный контроль качества готовых узлов изделия перед подачей их в монтажную секцию поточной линии и контроль изделия перед подачей его в отделочную секцию осуществляют высококвалифицированные исполнители, выполняющие конечные операции по обработке узла или изделия.
Мастера и бригадиры осуществляют контроль качества на вверенных им участках производства. Они следят за соблюдением режимов обработки, правильным использованием и обслуживанием оборудования, а также принимают необходимые меры по срочному устранению отклонений от установленного функционирования технологического процесса и по регулированию количественной загрузки рабочих мест деталями кроя и полуфабрикатам.
Выборочный поузловой контроль осуществляется контролерами из отдела технического контроля или отдела управления качеством. Общее количество контролеров ОТК в поточной линии устанавливается согласно «Типовым нормам на разбраковку основных видов готовых швейных изделий», утвержденным Министерством легкой промышленности.
Вводимое количество пунктов контроля качества и численность контролеров зависят от фактического количества случаев возврата на переделку.
В заготовительной секции контролер проверяет качество обработки деталей. В монтажной секции контролер проверяет качество сборки.
В заготовительной и монтажной секциях поточной линии по изготовлению брюк два контролера проверяют качество обработки мелких деталей, соединение подкладки с передними половинками, обработку карманов, пояса.
После выборочной проверки качества, если обработка деталей, узлов и изделия не имеет дефектов, контролер ставит штамп на свободной ведомости учета переделок, беря на себя ответственность за качество проверенной продукции. В случае обнаружения дефектов производится возврат полуфабриката исполнителю для устранения дефекта. Результаты контроля фиксируются также в сводной карте исполнителей и доводятся до сведения мастера, который обязан установить контроль за установлением дефекта в случае его наличия и принять меры к недопущению повторных случаев возникновение дефектов.
Результаты работы, выполненной исполнителями, имеющими личный штамп качества, межоперационному контролю не подлежат. Если выполнение операции осуществляется новыми исполнителями, то результаты работы подлежат усиленному контролю.
Усиленный контроль целесообразно применять на всех секциях поточной линии на стадиях запуска новых моделей или запуска новых поточных линий.
По мере освоения технологии в поточных линиях организуется выборочный контроль качества обработки деталей и узлов швейных изделий. Контролеры закрепляются за определенными группами, но объем продукции, подлежащие проверке, устанавливается укрупнено. Пользуясь информацией о качестве обработки деталей и узлов разными исполнителями и статистикой возвратов, контролеры проверяют качество обработки на тех рабочих местах, где наиболее часто зарегистрировано возникновение дефектов.
Кроме постоянно действующего контроля организуются периодические проверки качества в соответствии с планом проверок службами предприятия и общественными комиссиями.
Основные требования, общетехнические и организационно – методические правила и нормы, методы и средства контроля качества, являющиеся едиными для всех швейных изделий, изложены в государственных стандартах.
Кроме требований, изложенных в государственных и отраслевых стандартах, качество обработки швейных изделий должно соответствовать образцу – эталону и техническим условиям на изготовление модели.
Отдел технического контроля (ОТК) является самостоятельным структурным поздравлением промышленного предприятия. В состав ОТК входят все работники цехов, занятые только техническим контролем. Возглавляет ОТК начальник отдела, который непосредственно подчиняется директору предприятия.
Главные задачи ОТК следующие: предотвращение выпуска предприятием продукции, не соответствующей требованиям стандартов и технических условий, утвержденным образцам, проектно – конструкторской и технологической документации, условиям поставки и договоров, или некомплектной продукции, а также укрепление производственной дисциплины и повышение ответственности всех звеньев производства за качество выпускаемой продукции.
Предприятие может реализовать лишь продукцию, принятую ОТК или изготовленную лицами, работающими в условиях самоконтроля. На продукцию должен быть оформлен сертификат, паспорт, товарный ярлык, формуляр или другой документ, удостоверяющий соответствие этой продукции установленным требованиям.
Организация по управлению качеством продукции заключается в системном проведении комплекса взаимосвязанных инженерных, экономических, организационных и воспитательных мероприятий во всех звеньях производства. Комплексная система управления качеством (КС УКП) имеет различные уровни: межотраслевой, отраслевой и уровень производственных объединений или предприятий.
Целью КС УКП на предприятиях является совершенствование организации производства и управления, направленное на планомерное повышение качества выпускаемой продукции на всех этапах процесса производства.
Служба управления качеством (УК) является самостоятельным структурным подразделением предприятия. Структура и штаты УК утверждаются директором предприятия. Служба УК в своей деятельности руководствуется действующим законодательством, стандартами и другими нормативными документами.
Основной задачей службы УТК является организационно - методическое руководство и координация деятельности всех подразделений предприятия по разработке, внедрению, совершенствованию комплексной системы управления качеством продукции на предприятии.
Руководитель службы управления качеством продукции несет ответственность за выполнение возложенных на службу задач и имеет следующие права: вносить предложения по улучшению качества, согласовывать мероприятия по улучшению качества, представлять к поощрению сотрудников УК, подготовлять проекты приказов по качеству, вносить предложения в нормативно-техническую документацию.
Для обеспечения функционирования комплекса мероприятий по КС УКП предусматривается разработка стандартов предприятия, которые обеспечивают реализацию повышения качества показателей на всех участках производства.
Стандарты предприятия подразделяются на специальные, охватывающие все стадии цикла изготовления продукции, и общие, регламентирующие порядок работ, обеспечивающих качество труда и продукции на всех этапах деятельности предприятия.
Состав стандартов предприятия (СТП) определяется с учетом реализации всех функций системы управления качеством.
7. Организация рабочих мест и труда для различных специальностей
Под организацией рабочего места понимают систему мероприятий по созданию на рабочем месте необходимых условий для достижения высокой производительности труда при минимальной утомляемости и наиболее полном использовании технических возможностей оборудования.
Рациональная организация рабочих мест оказывает весьма заметное влияние на повышение производительности труда, не требуя от предприятия значительных материальных затрат.
Организация рабочих мест часто свидетельствует об уровне организации всего предприятия. Она зависит от особенностей выполняемых работ, степени их механизации и форм специализации и кооперирования труда.
Рациональная организация труда и рабочих мест представляет существенные требования к пространственному размещению всех предметов труда, оборудования и оснащения, к обслуживанию рабочего места, к конструкции оборудования и оснастки, к физиологическим и гигиеническим условиям труда, к эстетическому оформлению техники и интерьера.
Планировка рабочих мест, включая размещение приспособлении, инструментов, заготовок и деталей, должна отвечать требованиям наибольшего удобства и кратчайшего пути перемещения детали, максимальной экономии трудовых движений и росту производительности труда.
Оснащение рабочего места определяется техническим назначением и степенью его специализации, а также уровнем механизации и автоматизации выполняемых на нем работ.
Обслуживание рабочих мест является важным элементом, оно требует значительных затрат труда. Так, в серийном производстве время обслуживания рабочих мест составляет 4 – 10% времени оперативной работы, а в некоторых случаях оно достигает20%.
| Предприятие | Изделие: куртка женская | Модель: типовая | Операция: |
| Лист: | |||
| Операция: Стачать фигурные рельефные срезы полочки от пройм до низа | |||
|
Специальность: М Тарифный разряд: 3 Норма времени, с: 96 Сдельная расценка, коп.: 0,11232 |
Оборудование: KM – 506/ - 7S | ||
| Число стежков в 10 мм строчки: 4 | |||
| Материал: смесовая ткань | Нитки: 44ЛХ | ||
| Иглы: DB×1#14(#9≈#18) | |||
| Требования к качеству выполнения операции | Схема соединения деталей | ||
| Стачивание рельефных срезов выполнить от пройм до низа. | |||
| Схема организации рабочего места | |||
| № приема | Содержание приема | Код | Модель: типовая | Операция: | |
| Лист: | |||||
| Время на прием, с | Число приемов | Общее время, с | |||
| 1 | Взять пачку спинок, освободить от тесьмы | - | 4,2 | 1/20 | 5,8 |
| 2 | Разложить пачку спинок на левой боковой плоскости средними срезами к игле, горловинами от себя | - | 1,2 | 1/20 | 0,2 |
| 3 | Взять двумя руками обе половинки спинки, сложенные лицевыми сторонами, и перенести в рабочую зону так, чтобы срез горловины был направлен к игле |
А6 |
3,3 | 1 | 15,84 |
| 4 | Взять двумя руками верхние края средних срезов половинок спинки, сложить верхние края |
D2 |
2,1 | 1 | 10,08 |
| 5 | Подвести срезы деталей под иглу в области горловины двумя руками |
C2 |
0,6 | 1 | 2,88 |
| 6 | Стачать участок срезов от горловины, закрепить начало шва двойной обратной строчкой.Ɩ=40+20=60 мм |
S2 |
1,32 | 1 | 6,33 |
| 7 | Взять срезы припуска на обработку шлицы, возвратить левую руку на ткань |
D7 |
1,8 | 1 | 8,64 |
| 8 | Стачать средние срезы спинки, выравнивая левой рукой срезы деталей, а правой рукой придерживая срезы у припуска на шлицу. Ɩ=650 мм |
S3 |
4,62 | 1 | 22,1 |
| 9 | Выровнять срезы деталей двумя руками. Возвратить левую руку на ткань |
D7 |
1,2 | 1 | 5,76 |
| 10 | Стачать последний участок средних срезов спинки, выполняя закрепку. Ɩ=30+20 мм |
S4 |
1,26 | 1 | 6,04 |
| 11 | Извлечь спинку из – под иглы машины с автоматической обрезкой ниток |
G14 |
0,6 | 1 | 2,88 |
| 12 | Отложить спинку на тележку - стеллаж справа |
Н1 |
1,2 | 1 | 5,76 |
| 13 | Связать и отложить пачку спинок | 8,4 | 1/20 | 2,016 | |
| Итого 96 с | |||||
Инструкция по охране труда для рабочих цеха
1. Общие требования безопасности
1.1 к работе допускаются лица не моложе 18 лет, прошедшие при поступление на работу предварительный медицинский осмотр, а также:
- вводный инструктаж;
- инструктаж по пожарной безопасности;
- первичный инструктаж на рабочем месте;
- инструктаж по электробезопасности на рабочем месте.
1.2 рабочий должен:
- проходить повторный инструктаж по безопасности труда на рабочем месте не реже, чем через каждые три месяца;
- проходить диспансерный медицинский осмотр – не реже 1 раз 2 года;
- выполнять только ту работу, которая входит в его обязанности;
- использовать безопасные методы труда;
1.3 рабочий должен знать:
- действие на человека опасных и вредных производственных факторов, возникающих во время работы;
- требования производственной санитарии, электробезопасности и пожарной безопасности;
- месторасположение аптечек;
- правила внутреннего трудового распорядка, установленные на предприятие;
- требование настоящей инструкции, инструкции о мерах пожарной безопасности, инструкции по электробезопасности;
- назначение средств индивидуальной защиты;
- Правело и нормы по охране труда, техники безопасности;
- Уметь оказывать доврачебную помощь пострадавшим, пользоваться средствами пожаротушения, при возникновение пожара вызвать пожарную охрану.
1.4 Рабочий в работе должен руководствоваться требованиями настоящей инструкции.
1.5 Во время работы на рабочего могут воздействовать следующие опасные факторы:
- Повышенная влажность и подвижность воздуха рабочей зоны;
- Повышенные уровни шума;
- Движущиеся транспортные средства, механизмы, подвижной состав;
- Недостаточная освещенность в темное время суток.
1.6 Рабочий должен использовать, следующие СИЗ, халат х\б.
1.7 Рабочий должен выполнять следующие требования пожарной безопасности:
- Курить только в отведенных местах;
- Не прикасаться к кислородным баллонам руками, загрязненными маслом;
- Знать и уметь пользоваться первичными средствами пожаротушения.
1.8 личную одежду и спецодежду необходимо хранить отдельно в шкафчиках и гардеробной. Уносить спецодежду за приделы предприятия запрещается.
1.9 Принимать пищу следует только в столовых, буфетах и специальных отведенных для этого местах, имеющих соответствующие оборудования. Перед едой необходимо тщательно вымыть руки с мылом.
1.10 За выполнение требование безопасности, изложенных в настоящих инструкции, рабочий несет ответственность согласно действующему законодательству.
2 Требования безопасности перед началом работы
2.1 перед началом работы рабочий должен:
- Надеть полагающуюся по нормам спецодежду, привести ее в порядок;
- Заправить свободные концы одежды так, чтобы она не свисала;
- Установить последовательность по выполнению операций;
- Осмотреть свое рабочее место;
- Проверить наличие исправных инструментов;
- Убедиться в надежности освещенности рабочего места.
3.Требования безопасности во время работы
3.1.Быть внимательным во время работы.
3.2.Выполнять только ту работу, которая поручена руководством.
3.3.Во время работы оборудования запрещается передавать что либо через машину, наклоняясь близко к ней, а также касаться движущихся частей машины до полной ее остановки.
3.4.При отборе проб на контроль, пользования только установленными проходами. Перелезать через машины и пролезать под ней запрещается.
3.5. Во время работы контролер должен выполнять свои обязанности, при наличии и исправности ограждений, блокировочных устройств, обеспечивающих безопасность труда при достаточной освещенности рабочего места.
3.6. Не прикасайтесь к находящимся в движении механизмам вращающимся частям машин, а также находящимся под напряжением токоведущим частям оборудования.
3.7. рабочее место и проходы к нему следует содержать в чистоте, допуская загромождения их запасными частями.
3.8. обтирочный материал необходимо складывать в металлические ящики, с плотно закрывающимися крышками
4.Требования безопасности в аварийных ситуациях.
4.1. при возникновении аварийной ситуации контролер обязан прекратить работу, немедленно сообщить мастеру и далее выполнять ее команды.
4.2. при ликвидации аварийной ситуации необходимо действовать в соответствии с утвержденным планом ликвидации аварий.
4.3. при загорании, могущем привести к взрыву, необходимо:
- Немедленно сообщить в пожарную охрану;
- Приступить к ликвидации пожара;
- Организовать эвакуацию людей;
- Организовать встречу пожарной части.
При загорании электрооборудования применять только углекислотные огнетушители или порошковые.
4.4. при повреждении изоляции электрооборудования прекратить работу, поставить в известность мастера и возобновлять работу только после устранения повреждений.
4.5. в случае получения травмы или заболевании контролер должна прекратить работу, передать обязанности другому лицу, поставить в известность мастера и обратиться в медпункт.
5.Требования безопасности по окончании работы
5.1. По окончании работы контролер должен:
- Привести в порядок рабочее место и устранить следы разлитого масла;
- Сложить инструмент, инвентарь в специально отведенное место;
- Тщательно убранное место сдать сменщице и сообщить ей и помощнику мастера о замеченных во время работы недостатках.
- Снять спецодежду и убрать ее в шкаф гардеробной.
5.2. загрязненную спецодежду при необходимости сдать в стирку.
5.3. после работы или в случаях загрязнения частей тела принять душ.