Главная
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Дипломная работа: Модернизация приемной коробки станка СТБ 2-250
Дипломная работа: Модернизация приемной коробки станка СТБ 2-250
АННОТАЦИЯ
Диплом стр., рис., табл. и состоит из введения и трех основных разделов.
Проанализированы патентные и литературные источники. На основе рассмотрения работы механизмов станка и приемной коробки сформулированы требования к ее модернизации, являющейся темой настоящего дипломного проекта.
Выполнено кинематическое исследование механизма укладчика прокладчика аналитическим методом. Проведен анализ полученных результатов, представленных для наглядности в виде графиков.
Выполнен синтез механизма, причем закон движения, обеспечивающий "безударное" взаимодействие с прокладчиком, задавался на толкателе.
Разработаны методики эксперимента и оценочных расчетов деталей приемной коробки. По результатам эксперимента проведены расчеты деталей на контактную и усталостную прочность.
Выполнен расчет экономической эффективности станка СТБ2-250 с модернизированной приемной коробкой.
Проанализированы условия труда на текстильных предприятиях. Разработаны комплексные мероприятия по охране труда, экологии и работе предприятий в чрезвычайных условиях.
ВВЕДЕНИЕ
Отечественные текстильные предприятия оснащены в основном ткацкими станками двух типов СТБ и АТПР. Общее количество бесчелночных ткацких станков, установленных на текстильных предприятиях составляет около 220 тыс. шт., из них станки типа СТБ - 140 тыс. шт., остальные 80 тыс. шт. - станки типа АТПР.
Станки АТПР, выпускавшиеся двух заправочных ширин 100 и 120 см, нашли ограниченное применение в основном для переработки хлопка и частично штапельных волокон и шелка, причем на них вырабатывался узкий ассортимент тканей. Это обстоятельство привело к прекращению производства станков АТПР. Иное положение сложилось со станками типа СТБ. Эти станки выпускались четырех заправочных ширин 180, 220, 250, 330 см и оснащались многоцветными приборами, вплоть до 6 цветов, каретками, жаккардовыми машинами, а в последнее время - устройствами для выработки махровых, джинсовых и технических тканей. Поэтому станки СТБ нашли широкое применение во всех отраслях промышленности; в хлопчатобумажной их было установлено - 33% от общего количества станков, в шерстяной - 36%, в шелковой - 20% и 11% - в льняной. В настоящее время в эксплуатации находится около 80 тыс. шт. станков СТБ.
За последние годы заводами-изготовителями освоены и выпущены небольшими партиями станки СТБУ второго поколения, которые имеют более высокую производительность и оснащенность электроникой и, соответственно, более высокую стоимость, чем станки СТБ.
На данный момент станки СТБ выпускаются Новосибирским и Чебоксарским машиностроительными заводами с общим объемом 1200 шт. в год и поставляются, в основном, на экспорт.
Расчеты экономической эффективности, проведенные технологическими институтами и ВНИИЛтекмашем, показывают, что для большинства текстильных предприятий замена станков СТБ на станки СТБУ второго поколения менее эффективна, по сравнению с модернизацией станков СТБ, которые не выработали свой ресурс. Расчетный ресурс для станков СТБ по данным ВНИИЛтекмаша составляет 15 лет.
Интерес к модернизации станков СТБ проявляют и бывшие страны СЭВ, в которых сегодня эксплуатируется около 15 тыс. шт. станков СТБ, а также Китай, который является основным покупателем станков в последние годы. Очевидно, принимая во внимание надежность, простоту обслуживания и сравнительно небольшие капитальные затраты индийские, турецкие и иранские фирмы закупают в РФ бывшие в употреблении станки и рассматривают деловые, предложения по их модернизации.
Поэтому постановка и решение задач по модернизации станков СТБ являются актуальными и представляют интерес, как для текстильной промышленности, так и для заводов-изготовителей ткацких станков.
Разработка конструкторской документации на усовершенствованные механизмы одного из основных узлов станка - приемной коробки - их исследования, прочностные расчеты деталей явились темой настоящего дипломного проекта.
1. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ СТБ. ОБОСНОВАНИЕ ВЫБРАННОГО НАПРАВЛЕНИЯ РАБОТЫ
1.1 КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ СТБ
Станки ткацкие бесчелночные СТБ с малогабаритными прокладчиками утка предназначены для выработки шерстяных, хлопчатобумажных, льняных, шелковых и полипропиленовых тканей заправочных ширин 180, 220, 250, 330 см.
Одной из главных особенностей станков СТБ является способ прокладывания утка в зев. Вместо челнока, несущего в себе уточную паковку, на этих станках для прокладки утка используют прокладчики в виде стальной пластины трубчатого сечения с установленной пружиной для захвата и удержания уточной нити. Небольшие размеры и масса (6,35x14x90 мм, 40г) позволяют значительно повысить скорость станка. С левой стороны станка находятся бобинодержатели, на которых установлены неподвижные бобины с пряжей. Число бобин определяется цветом прокладываемого утка и может доходить до 4-х.
На станках СТБ прокладывание уточной нити в зев осуществляется с левой стороны станка. В зеве прокладчик утка пролетает по направляющей открытой с одной стороны гребенке, состоящей из отдельных пластин, вследствие чего прокладчик утка и прокладываемая уточная нить не касаются нитей основы и, следовательно, не подвергают их истиранию, как это происходит на обычных ткацких станках.
Освобожденные от уточной нити прокладчики утка возвращаются в уточно-боевую коробку транспортирующим устройством, расположенным под основными нитями между бердом и ремизами. Вылет прокладчиков из зева исключен.
Батанный механизм на этих станках по своей конструкции существенно отличается от батанных механизмов челночных ткацких станков. Батан получает качательное движение от батанных кулаков и контркулаков, расположенных на главном валу станка. Привод батана расположен в коробках, заполненных маслом. Размах качания батана небольшой, около 80 мм, лопасти в 7 - 9 раз короче лопастей обычных челночных станков.
Прибой уточной нити осуществляется ее вдавливанием в опушку ткани, т. е. силовым способом, а не за счет сил инерции как на челночных станках.
Боевой механизм имеет небольшие размеры и очень компактен. Сила боя, а, следовательно, и сообщаемая прокладчику скорость, не зависят от числа оборотов главного вала и изменения напряжения в электросети; скорость прокладчика зависит только от величины угла закручивания торсионного вала. Затрата энергии на прокидку прокладчика утка, а также потеря его скорости при пролете через зев (около 1 м/сек на 1 м ширины заправки) незначительны, благодаря чему возможно прокладывать в зев уточные нити с линейными плотностями от 3,3 до 330 текс.
Кромки ткани закладные - образуются специальными кромкообразующими механизмами. Ширина кромок - 15 - 17 мм.
Станки оснащаются эксцентриковым зевообразовательным механизмом на 10 ремиз и каретками на 20 секций с принудительной передачей движения к ремизам снизу.
На станках с двумя навоями для регулирования натяжения основ служит дифференциальный механизм, работающий в сочетании с основным регулятором. Автоматическая подача и поддержание постоянного натяжения основы производится через систему рычагов и качающееся скало.
Станки оснащаются контролирующими механизмами, автоматически останавливающими станок и предупреждающие поломки механизмов и деталей.
Останов и пуск станка можно производить при любом положении главного вала.
Станок имеет только прямой ход (главный вал вращается только по часовой стрелке). Обратное вращение главного вала станка и всех его механизмов невозможно благодаря предусмотренному в конструкции станка механизму роликовой блокировки, установленному на главном валу с левой стороны станка.
Высота станка от нижней плоскости рамы до грудницы составляет 835 мм, а глубина - 1875 мм, что создает благоприятные условия для обслуживания станков.
Технические характеристики станков СТБ, находящихся в эксплуатации на текстильных предприятиях, приведены в таблице 1.
1.2 НАЗНАЧЕНИЕ И ПРИНЦИП РАБОТЫ ОСНОВНЫХ МЕХАНИЗМОВ И УЗЛОВ СТАНКА
ОСТОВ станка состоит из двух чугунных рам, соединенных между собой коробчатой полой связью. Дополнительная связь из двутаврового проката соединена с рамами станка и служит опорой для крепления кронштейнов для установки двух навоев и товарных валиков. На коробчатой связи, слева укреплена уточно-боевая коробка, в середине - приводы батана, а справа - приемная коробка и привод станка. К левой раме крепятся стойки бобинодержателей.
Таблица 1. Технические характеристики станков СТБ
| Параметры станков | СТБ2-180 |
СТБ-220 |
СТБ2-220 | СТБ2-250 |
СТБ2-330 |
| Число вырабатываемых полотен | 1 | Одно или два по требованию заказчика | Два или три | ||
| Заправочная ширина по берду, см | 220 | 220,108 | 220,108 |
250 123,5 |
163,5 108 |
| Число цветов утка | 2 | 1 | 2 | 2 | 2 |
| Частота вращения главного вала в мин | до 240 | до 240 | до 210 | до 190 | до 180 |
| Плотность по утку на 10 см | Для всех станков 3,6 - 750 | ||||
| Число / шаг ремизных рам | Для всех станков 10 / 12 | ||||
| Угол боя, град | 140 | 140 | 140 | 105 | 105 |
| Угол раскрытия зева, град | Для всех станков 16 - 24 | ||||
| Мощность электродвигателя, квт | Для всех станков 1,7 – 2,2 | ||||
|
Габаритные размеры станка, мм: ширина: глубина: |
3600 1875 |
3900 1875 |
4000 1875 |
4350 1875 |
5100 1875 |
| Масса станка, кг | 2600 | 2700 | 2800 | 3000 | 3500 |
ПРИВОД передает посредством 4-х ручейной клиноременной передачи движение от электродвигателя на главный вал. Привод станка состоит из механизма включения, тормоза станка, механизма сцепления и роликовой блокировки.
БАТАННЫЙ МЕХАНИЗМ. Брус батана прямоугольного сечения изготовлен из алюминиевого сплава. Брус имеет продольный паз, в котором крепится бердо. Кроме берда, к брусу крепится стальная гребенка, выполняющая роль направляющей при движении по ней прокладчиков утка. Брус батана через короткие лопасти связан с батанным валом, эксцентрики которого помещены в масляные ванны.
УТОЧНО-БОЕВАЯ КОРОБКА расположена с левой стороны станка и закреплена на коробчатой связи. Внутри коробки и по ее наружным сторонам размещены следующие механизмы:
- боевой механизм - предназначен для разгона прокладчика с уточной нитью,
- подъемник прокладчиков - служит для приема прокладчиков из транспортера и установки их на линию боя,
- раскрыватель пружины прокладчика утка - фиксирует правильное положение прокладчика в подъемнике и раскрывает зажимы пружины прокладчика для приема им уточной нити от возвратчика утка,
- возвратчик уточной нити - отводит отрезанный у левой кромки ткани конец уточной нити для передачи ее очередному прокладчику,
- раскрыватель пружины возвратчика утка - освобождает уточную нить, захваченную зажимами возвратчика, для передачи ее зажимам пружины прокладчика,
- компенсатор уточной нити - служит для выравнивания натяжения уточной нити в цикле ее движения,
- тормоз уточной нити - предназначен для торможения уточной нити в конце полета прокладчика и во время работы компенсатора,
- уточные ножницы - отрезают уточную нить после пролета через зев прокладчика утка и захвата ее зажимами нителовителей кромкообразующих механизмов.
МЕХАНИЗМ ЗЕВООБРАЗОВАНИЯ - эксцентрикового типа - предназначен для выработки тканей различного переплетения с оборотностью эксцентриков до 8-ми. Механизм имеет устройство для установки ремиз в положение заступа.
ПРИЕМНАЯ КОРОБКА - служит для приема и торможения прилетающих прокладчиков утка, освобождения их от уточной нити и укладки на транспортер.
КРОМКООБРАЗОВАТЕЛИ - расположены с внутренних сторон уточно-боевой и приемной коробок. Прокинутая уточная нить захватывается со стороны правой и левой кромок нителовителями, подводится к опушке ткани, прибивается и в следующем зеве осуществляется заводка иглой концов уточной нити. При последующем прибое образуется прочная закладная кромка, недостатком которой является повышенная по сравнению с фоном плотность.
ТРАНСПОРТЕР - предназначен для обратной подачи прокладчиков утка из приемной коробки в подъемник уточно-боевой коробки. Транспортер представляет собой замкнутую рожковую цепь, к осям звеньев которой с шагом 254 мм приклепаны гонки, перемещающие прокладчики утка.
МЕХАНИЗМ ОТЫСКИВАНИЯ РАЗА - служит для отключения от главного вала станка зевообразовательного механизма и установки ремиз, и соответственно зева, в положение, при котором была проложена последняя уточная нить.
РЕГУЛЯТОР НАТЯЖЕНИЯ ОСНОВЫ - негативного типа - предназначен для автоматической подачи основы и поддержания постоянства ее натяжения при срабатывании навоя.
ТОВАРНЫЙ РЕГУЛЯТОР - позитивного типа - служит для навивания готового суровья на товарный валик. Движение ткани происходит под действием вращающегося вальяна, поверхность которого покрывается теркой, наждачной шкуркой или губчатой резиной в зависимости от вида вырабатываемой ткани.
Взаимодействие описанных механизмов рассмотрим при прокладывании уточной нити, прибое и образовании кромки.
1.3 ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОКЛАДЫВАНИЯ УТКА, ФОРМИРОВАНИЯ КРОМОК И ТКАНИ
Уточная нить (Рис. 1) с неподвижной бобины 1 проходит через глазки 2, уточный тормоз 3, глазок 4, глазок компенсатора 5, глазок 6 и захватывается зажимами возвратчика утка.
ПОЛОЖЕНИЕ 1 - момент, предшествующий установке прокладчика 8 на линию полета. В это время возвратчик утка 7 находится в левом крайнем положении, компенсатор утка 5 - в верхнем положении, а тормоз утка 3 - внизу, зажимая уточную нить.
ПОЛОЖЕНИЕ 2 - прокладчик утка с открытыми зажимами подается к возвратчику утка, который держит уточную нить. Компенсатор и тормоз утка находятся в положении 1 .
ПОЛОЖЕНИЕ 3 - зажимы пружины прокладчика сжаты, а нитедержателя раскрыты, т.е. конец уточной нити передан прокладчику утка. Прокладчик утка захватил уточную нить и подготовлен к пролету через зев. Уточный тормоз начинает подниматься, а компенсатор - опускаться.
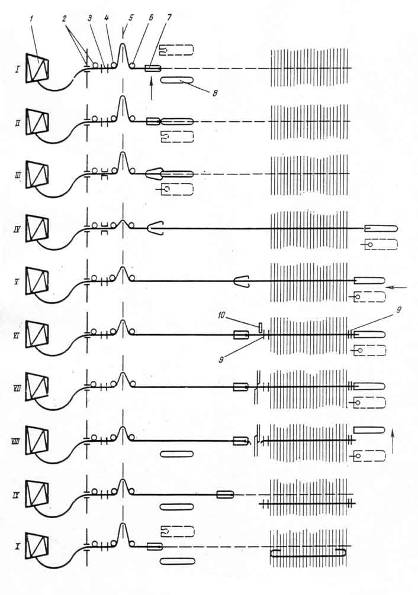
Рис. 1 Схема введения уточины в зев и образования кромки
ПОЛОЖЕНИЕ 4 - произошел бой. Прокладчик с захваченной нитью пролетел через зев в приемную коробку и остановился под тормозами. Уточный тормоз поднялся максимально вверх, а компенсатор опустился вниз. Возвратчик утка продолжает оставаться в крайнем левом положении с разжатыми губками.
ПОЛОЖЕНИЕ 5 - прокладчик утка, влетевший в приемную коробку, выталкивается назад к правой кромке. При этом компенсатор, поднимаясь вверх, вытягивает из зева излишек уточной нити, а тормоз 3 зажимает уточную нить, чтобы компенсатор 5 не сматывал ее с бобины. В тоже время возвратчик утка передвигается вправо в направлении полета прокладчика утка. Центрирующее устройство 10 подошло к уточной нити и сцентрировало ее.
ПОЛОЖЕНИЕ 6 - зажимы пружины возвратчика утка сошлись и захватили уточную нить. К каждой кромке одновременно подошли и зажали уточную нить нителовители 9. Тормоз и компенсатор утка находятся в прежнем положении.
ПОЛОЖЕНИЕ 7 - с левой стороны уточная нить отрезается ножницами, а с правой - освобождается путем открытия пружины прокладчика. Тормоз и компенсатор утка находятся в прежнем положении.
ПОЛОЖЕНИЕ 8 - освобожденный от уточной нити прокладчик выталкивается на транспортер.
ПОЛОЖЕНИЕ 9 - возвратчик утка начал движение в крайнее левое положение. Уточная нить, удерживаемая нителовителями, перемещается к опушке ткани и прибивается бердом. Тормоз утка зажат, а компенсатор движется вверх.
ПОЛОЖЕНИЕ 10 - концы уточной нити иглами кромкообразова-телей заложены в зев, Возвратчик утка с зажатым концом утка пришел в крайнее левое положение. Компенсатор находится в верхнем положении, тормоз зажимает уток. В следующем цикле прокладывания уточной нити происходит формирование закладной кромки.
Из описания конструктивных особенностей, принципа работы и последовательности взаимодействия механизмов при прокладывании утка и формировании качественной ткани видны особая роль прокладчика и механизмов непосредственно с ним контактирующих.
Наблюдения за работой станка на фабрике показали, что любое повреждение корпуса или пружины прокладчика приводит к появлению брака в ткани в виде недолетов уточной нити, "усов" в кромках, а в ряде случаев и срыва боя из-за плотной посадки прокладчиков в подъемник уточно-боевой коробки. К механизмам, которые подобным образом воздействуют на прокладчик, относятся механизмы приемной коробки.
В связи с тем, что темой настоящего дипломного проекта является модернизация приемной коробки, рассмотрим более подробно работу и взаимодействие механизмов приемной коробки с прокладчиками и сформулируем задачи, подлежащие решению и разработке в настоящем дипломном проекте.
1.4 ОБОСНОВАНИЕ ВЫБРАННОГО НАПРАВЛЕНИЯ РАБОТЫ
Пролетев через зев по направляющей гребенке, прокладчики влетают в приемную коробку, в которой осуществляется их торможение, возврат к правой кромке, освобождение от уточной нити и укладка на транспортер.
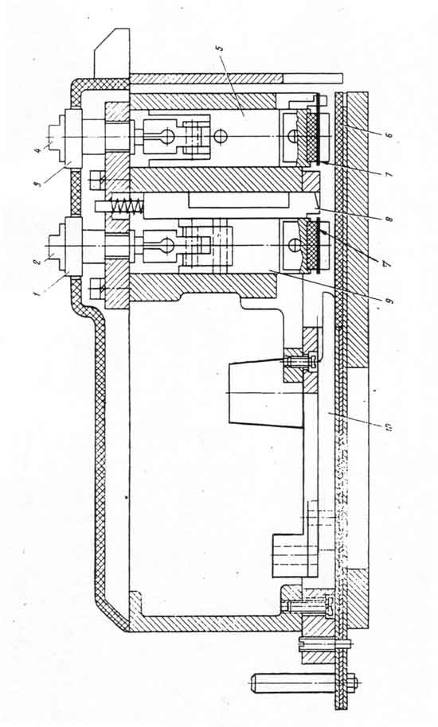
Для торможения прокладчиков в приемной коробке установлены два (Рис. 2) тормоза: передний - подвижный (управляется от кулачково-рычажного механизма) и задний - неподвижный. Тормоза состоят из регулировочных винтов 2, 4 с установочными шайбами 1, 3, соединенных шарнирно с корпусами 5, 9, к которым в нижней части прикреплены фрикционные пластины 7. Под обоими тормозами расположена нижняя тормозная пластина 7. Прокладчик, влетающий в приемную коробку, тормозится сначала передним тормозом, а затем задним и останавливается на расстоянии 15 мм от возвратчика 10 прокладчика. С помощью винтов 2 и 4 регулируется зазор между пластинами 6 и 7, причем усилие сжатия прокладчиков между тормозами в зависимости от скоростного режима станка составляет от 80 до 120 кгс. Тормозные пластины 6 и 7 изготавливаются из текстолита. При подобном циклическом нагружении имеет место интенсивный износ этих пластин и прокладчиков, а поскольку тормоза не имеют автоматической подстройки на первоначально установленное усилие сжатия прокладчики проходят под тормозами больший путь и останавливаются после соударения с возвратчиком 10. Следствием такого останова является наклеп и повреждение прокладчиков.
![]()
Для возврата прокладчиков к правой кромке служит механизм возвратчика прокладчиков (Рис. 3). Механизм рычажно-коромыслового типа получает движение от пазового кулака 3. Движение передается рычагу 4 (коромыслу) и от него через звено 5 возвратчику 2, который перемещает прокладчик 6. На кулаке 3 задан закон движения, обеспечивающий перемещение возвратчика 2 с замедлением к моменту контакта с прокладчиком, причем прокладчик должен находится от него на расстоянии 15 + 1 мм. В случае уменьшения или увеличения этого расстояния контакт этих двух деталей 2 и 6 сопровождается упругим прямым ударом, в результате которого повреждаются прокладчик и возвратчик – возникает наклеп деталей. При длительной работе механизма это приводит к тому, что при возврате прокладчик не доходит до кромки и раскрыватель 1, освобождающий уточную нить, опускаясь вниз, упирается в корпус или пружину прокладчика, приводя к их повреждению и останову станка.
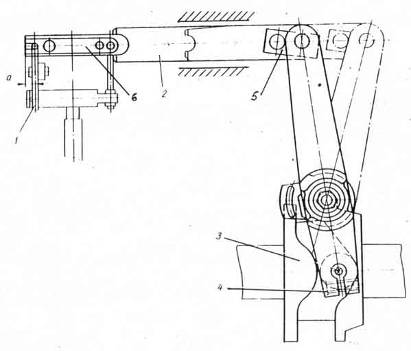
Рис 3. Установка возвратчика прокладчиков утка
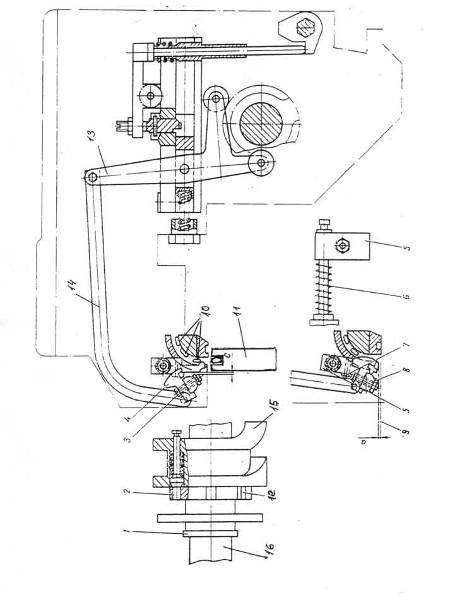
Прокладчики утка 10, вытолкнутые в направляющий паз, должны быть уложены в секции 11 транспортера, по одному в каждую секцию, для последующей подачи в подъемник уточно-боевой коробки. Операцию укладки прокладчиков утка в секции транспортера выполняет механизм укладчика прокладчиков утка (Рис. 4). Это коромыслово-рычажный механизм, получающий движение от блока кулаков 1. Толкатель укладчика 4 крепится винтами 3 к валику 8, который через серьгу получает качательное движение от тяги 14, соединенной шарнирно с коромыслом 13. На нижних концах коромысла закреплены ролики, контактирующие с блоком кулак-контркулак 1. Произвольное падение прокладчиков из паза на транспортер сдерживается подпружиненной щеколдой 5, покачивающейся на валике 6.
При работе механизма толкатель 4, поворачиваясь вместе с валиком 8, своими нижними выступами надавливает на прокладчик, который отклоняет щеколду 5, и проталкивает прокладчик в секцию транспортера. При подъеме толкателя в верхнее исходное положение щеколда поворачивается под действием пружины и удерживает в пазу очередной прокладчик.
В связи с тем, что при изменении заправочной ширины ткани приемную коробку передвигают по ширине станка, механизм укладки имеет соответствующую настройку, которая осуществляется поворотом кулака 1 относительно жестко закрепленного на валу 16 пазового кулака 15. Положение кулака 1 относительно кулака 15 фиксируется подпружиненным пальцем 2. Наблюдения за работой механизма укладчика показывают, что его работа характеризуется ударным воздействием толкателя на прокладчик, в результате чего появляются трещины и сколы на корпусе прокладчика, возникает износ толкателя и посадочного места транспортера. Имеющаяся настройка механизма не допускает выработку тканей любых ширин из-за попадания прокладчика при укладке на гонок транспортера.
![]()
Из описания и анализа работы механизмов приемной коробки следует, что приемная коробка решающим образом влияет на технологическую надежность станка и его скоростной режим.
Поэтому целью настоящей дипломной работы является разработка комплекса конструктивных решений, сводящих к минимуму ударное взаимодействие деталей, их износ и повреждения, а также решение вопроса выработки на станке тканей произвольной ширины. Разработки базируются на теоретических расчетах и экспериментальных исследованиях и предназначены для использования при модернизации станков.
1.5 ОБЗОР ЛИТЕРАТУРНЫХ И ПАТЕНТНЫХ ИСТОЧНИКОВ
Из литературных и проспектных источников фирмы "Зульцер" известно, что фирма уделяет большое внимание повышению надежности механизмов приемной коробки. На последних моделях станков Р7100 и Р7200 устанавливается двухпозиционный тормоз прокладчиков с серводвигателем. Источником сигнала служат два индуктивных датчика, расположенные под движущимся под тормозами прокладчиком. Усиленный сигнал от датчиков подается на серводвигатель, который изменяет усилие торможения в зависимости от массы прокладчиков или степени их износа. При этом все прокладчики останавливаются в приемной коробке в одном строго заданном положении.
Фирмой предложено новое конструктивное решение исполнения механизма укладчика - патент США 4,338,973 от 13 июля 1982 г.
Согласно этому патенту толкатель 3 совершает возвратно-поступательное движение по двум направляющим 10 в вертикальном прямолинейном канале 2 приемной коробки. Нижний конец 16 толкателя изготавливается из резины или пластмассы и имеет конфигурацию, совпадающую с прокладчиком. Использование резины на конце толкателя при укладке прокладчиков изменяет характер удара, делая его абсолютно неупругим; тем самым исключается разрушение прокладчика и транспортера. (Рис. 5а, 5б)
Изменение движения толкателя с качательного на возвратно-поступательное повышает точность позиционирования механизма и надежность его работы.
Более ранние патенты фирмы "Зульцер" N 289961 и N 304246 также касаются механизма укладчика на транспортер. В них предложены различные варианты более точного позиционирования прокладчиков перед их укладкой на транспортер в виде щеколд зависимого действия. Щеколды поворачиваются и освобождают прокладчик под действием движущегося толкателя. (Рис. 6, 7)
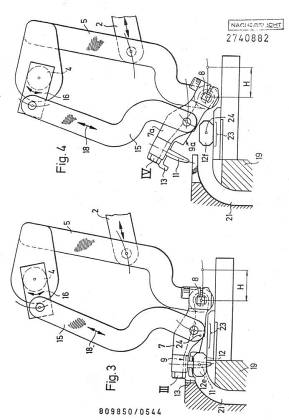
В патенте фирмы "Зульцер" N 2740882 предлагается конструктивное решение механизма раскрывателя прокладчика, которое обеспечивает более четкую его ориентацию перед освобождением уточной нити за счет скобы 9, имеющей конфигурацию прокладчика. При опускании вниз скоба 9 своим боковым выступом 9-а центрирует прокладчик относительно зуба 11, который при движении вниз точно проходит между ветвями пружины, раздвигает их и, тем самым, освобождает уточную нить. (Рис. 8а, 8б, 8в.)
Краткий обзор литературных и патентных источников указывает на то, что фирма "Зульцер", освоившая производство бесчелночных станков еще в 1957 году, продолжает заниматься их усовершенствованием, уделяя в своих разработках большое внимание механизмам приемной коробки.
Это подтверждает актуальность выбранной темы дипломного проекта по модернизации приемной коробки.
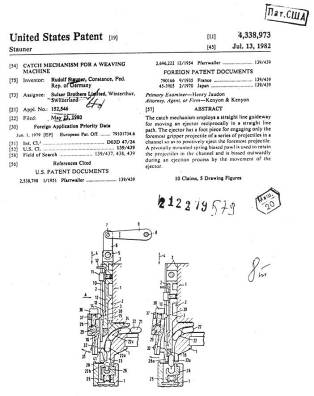
Рис. 5а
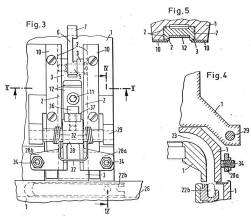
Рис. 5б
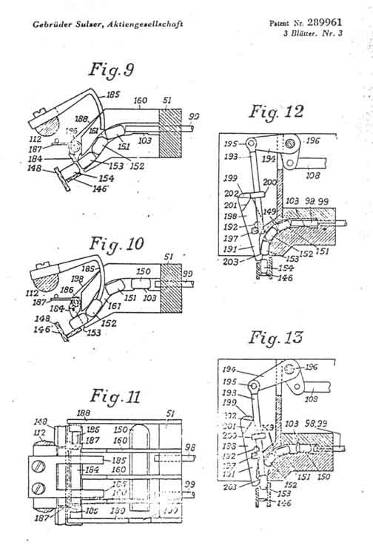
Рис. 6
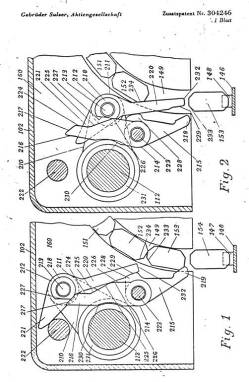
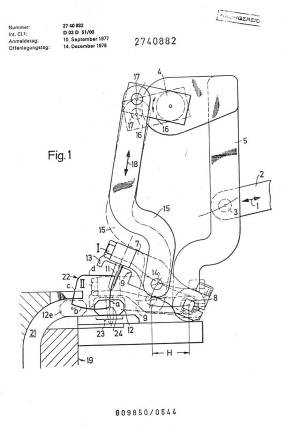
Рис. 8а
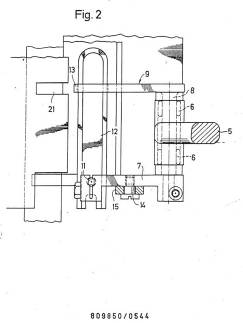
Рис. 8б
1.6 ИССЛЕДОВАНИЕ МЕХАНИЗМА УКЛАДКИ ПРОКЛАДЧИКОВ НА ТРАНСПОРТЕР
1.6.1 КИНЕМАТИЧЕСКОЕ ИССЛЕДОВАНИЕ МЕХАНИЗМА
Механизм предназначен для укладки прокладчиков, находящихся в направляющих приемной коробки, на транспортер.
К особенностям работы механизма следует отнести укладку прокладчиков в шаге (254 мм) между гонками транспортера, независимо от заправочной ширины станков. Это достигается смещением начала работы механизма посредством поворота спаренных кулаков его привода относительно главного вала станка. Для этого на станках СТБ в зависимости от начала боя 105 град, или 140 град, установлены следующие углы работы механизма - 49 град. , 150 град. , 260 град, и 60 град. , 170 град. , 280град., соответственно.
Опыт эксплуатации станков СТБ показывает, что механизм очень чувствителен к зазорам и требует тщательной регулировки. Незначительные отклонения в исходном положении толкателя по сравнению с тем, которое указано в инструкции по эксплуатации, связанные с наличием зазоров в шарнирных соединениях, приводят к нарушению работы механизма и, как следствие, к останову станка.
Кроме того, при повышении скоростного режима станков СТБ в процессе эксплуатации выявился износ щеколды, выступов толкателей, планки транспортера, а также отскок прокладчика при укладке его на транспортер.
Исследование механизма проводилось аналитическим методом с целью более точного нахождения кинематических характеристик движения и условий взаимодействия движущегося толкателя с неподвижным прокладчиком. В качестве исходных данных принималась расчетная конструкторская документация на указанный механизм.
Кинематическая схема механизма приведена на рис. 9. Механизм О2АВO3 представляет собой двухкоромысловый механизм с приводом коромысла О2А от спаренных кулаков, расположенных на главном валу станка.
При исследовании подобных сложных по структурным схемам механизмов обычно используют метод припасовки. Следуя этому методу, сложный механизм представляется в виде простых механизмов, соединяемых последовательно.
При этом выходные кинематические характеристики конечного звена первого механизма являются входными характеристиками второго механизма и т.д.
Используя метод припасовки, представим схему механизма укладчика в виде двух простейших механизмов рис. 10, рис. 11 -кулачкового с качающимся коромыслом - звено АО2D и четырехзвенного механизма –O2ABO3.
Рассмотрим схему кулачково-коромыслового механизма O1DO2A, где OD - теоретический радиус-вектор кулака, a AO2D - коромысло (рис. 10) и составим основные аналитические зависимости для угла поворота, скорости и ускорения коромысла в функции радиус-вектора кулака. Подобные зависимости необходимы для проведения анализа работы механизма, так как радиус-векторы кулака заданы в табличной форме.
На рис. 10 показаны два положения коромысла AO2D (начальное) и A1O2D1 при повороте кулака на угол, соответствующий радиус-вектору RTKI.
О2D1 = 74,5
О2D2 = 74,5
О2А = 92
АВ = 240,812
О3В = 12
α = 60,75˚
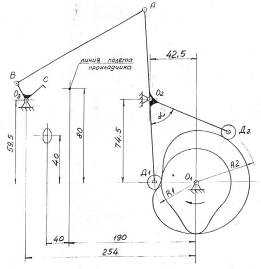
Рис. 9 Кинематическая схема механизма укладчика прокладчика на траспортер.
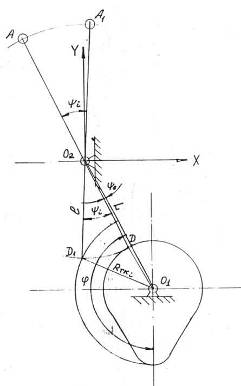
Рис. 10
Обозначим межцентровое расстояние О1О2 через L радиус-вектор кулака через RTKi, длину коромысла O2D через l, начальный угол, определяющий положение коромысла, через Y0, а текущий угол поворота коромысла через Y1, угол поворота кулака через φ.
Из известных соотношений между углами и сторонами в треугольнике можно записать:
R2TKi = L2 + l2 – 2Llcos(Y0 + Yi)(1)
Отсюда найдем угол поворота коромысла Yi
|
![]()
|
Из полученного выражения (2), имея табличную зависимость между RTKi и Yi (текущим углом поворота кулака), задаваясь изменением RTKi получим изменение угла Y: Y = f(RTKi) или Y = f(φ). При получении табличной зависимости Y = f(φ) в виде неравноотстоящих значений можно воспользоваться известными методами интерполяции и экстраполяции, при этом угол φ находится с постоянным необходимым для кинематического исследования шагом.
Продифференцируем полученное выражение (1) по углу поворота кулака φ, принимая во внимание, что угловая скорость вращения кулака ωK = const.
|
|||
|
|||
|
|
Сокращая и преобразовывая полученное выражение (3) имеем:
|
||||||
|
||||||
|
||||||
![]()
|
|
|
Принимая во внимание что:
|
||||||||
|
||||||||
|
|
|||||||
|
|
|
|
|
|
ω1 - угловая скороость коромысла.
Обозначив через аналог угловой скорости коромысла Kω1,
запишем выражение (5) в следующем виде:
ω1 = Kω1 . ωK(6)
Продифференцируем выражение (6) по времени "t" для нахождения углового ε1 ускорения коромысла
|
|
|
|||||
|
|||||
|
|||||
|
|
|
|
|
|
|
![]()
|
|
ε1 = Kε1 . ωK2(9)
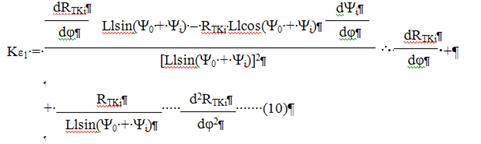
Аналог углового ускорения Kε1, коромысла найдем, дифференцируя выражение (4) по углу φ, рассматривая его как произведение двух функций, одна из которых представляет собой дробь.
После преобразований получим:
Для вычисления аналогов угловых скоростей и ускорений используем формулы численного дифференцирования:
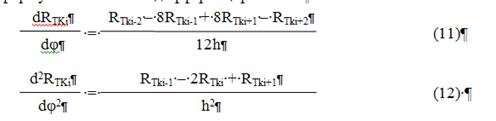
где: h - шаг дифференцирования, равен шагу таблицы, то есть углу изменения радиус-вектора кулака;
RTki+2 , RTki+1 , RTki-2 , RTki-1 - значения радиус-векторов кулака, отстоящие от точки, для которой проводятся вычисления, на один или два шага вперед или назад.
Вычисление углов поворота, аналогов скоростей и ускорений коромысла AO2D поводилось на ЭВМ. Результаты вычислений представлены в таблице 2 и на рис. 12, 13, 14.
Анализ расчетных данных показывает, что профили кулаков имеют погрешности, которые сказываются на работе механизма.
Таблица 2 Результаты анализа поворота кулачково-рычажного механизма
|
L = 85.300 l = 74.500 |
|||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Угол Фи(0) | Радиус, R(tk) | Угол Пси, Y |
Угол Пси (тек), Yi |
Скорость K(w) | Ускорение K(e) |
| 0 | 40.642 | 28.452 | 2.919 | ||
| 1 | 41.074 | 28.784 | 3.251 | ||
| 2 | 41.519 | 29.127 | 3.594 | 0.00605 | -0.000075 |
| 3 | 41.974 | 29.477 | 3.944 | 0.00616 | -0.000051 |
| 4 | 42.436 | 29.832 | 4.299 | 0.00623 | -0.000035 |
| 5 | 42.901 | 30.190 | 4.657 | 0.00625 | -0.000022 |
| 6 | 43.366 | 30.547 | 5.014 | 0.00623 | -0.000011 |
| 7 | 43.828 | 30.903 | 5.370 | 0.00616 | 0.000001 |
| 8 | 44.282 | 31.252 | 5.719 | 0.00604 | 0.000030 |
| 9 | 44.727 | 31.594 | 6.061 | 0.00590 | -0.000028 |
| 10 | 45.159 | 31.927 | 6.394 | 0.00570 | -0.000003 |
| 11 | 45.574 | 32.247 | 6.714 | 0.00546 | 0.000006 |
| 12 | 45.971 | 32.552 | 7.019 | 0.00520 | 0.000011 |
| 13 | 46.347 | 32.842 | 7.309 | 0.00491 | 0.000016 |
| 14 | 46.700 | 33.114 | 7.581 | 0.00458 | 0.000019 |
| 15 | 47.027 | 33.366 | 7.833 | 0.00423 | 0.000021 |
| 16 | 47.329 | 33.599 | 8.066 | 0.00388 | 0.000023 |
| 17 | 47.603 | 33.810 | 8.277 | 0.00350 | 0.000025 |
| 18 | 47.849 | 34.000 | 8.467 | 0.00312 | 0.000027 |
| 19 | 48.067 | 34.168 | 8.635 | 0.00275 | 0.000029 |
| 20 | 48.257 | 34.315 | 8.782 | 0.00238 | 0.000033 |
| 21 | 48.420 | 34.441 | 8.902 | 0.00202 | 0.000044 |
| 22 | 48.557 | 34.546 | 9.013 | 0.00167 | 0.000258 |
| 23 | 48.669 | 34.633 | 9.100 | 0.00135 | -0.000016 |
| 24 | 48.758 | 34.702 | 9.169 | 0.00107 | -0.000002 |
| 25 | 48.828 | 34.756 | 9.223 | 0.00079 | 0.000005 |
| 26 | 48.876 | 34.793 | 9.260 | 0.00053 | 0.000004 |
| 27 | 48.909 | 34.818 | 9.285 | 0.00036 | 0.000004 |
| 28 | 48.930 | 34.834 | 9.301 | 0.00021 | 0.000003 |
| 29 | 48.941 | 34.843 | 9.310 | 0.00009 | 0.000003 |
| 30 | 48.944 | 34.845 | 9.312 | -0.00001 | 0.000003 |
| 31 | 48.939 | 34.841 | 9.308 | -0.00012 | 0.000003 |
| 32 | 48.926 | 34.831 | 9.298 | -0.00025 | 0.000004 |
| 33 | 48.900 | 34.811 | 9.278 | -0.00045 | 0.000005 |
| 34 | 48.858 | 34.779 | 9.246 | -0.00069 | 0.000004 |
| 35 | 48.797 | 34.732 | 9.199 | -0.00095 | 0.000003 |
| 36 | 48.714 | 34.668 | 9.135 | -0.00141 | 0.000000 |
| 37 | 48.592 | 34.573 | 9.040 | -0.00163 | -0.000318 |
| 38 | 48.471 | 34.480 | 8.947 | -0.00188 | 0.000034 |
| 39 | 48.308 | 34.354 | 8.821 | -0.00240 | 0.000040 |
| 40 | 48.117 | 34.207 | 8.674 | -0.00276 | 0.000032 |
| 41 | 47.898 | 34.038 | 8.505 | -0.00315 | 0.000029 |
| 42 | 47.650 | 33.847 | 8.314 | -0.00352 | 0.000027 |
| 43 | 47.376 | 33.635 | 8.102 | -0.00386 | 0.000025 |
| 44 | 47.077 | 33.405 | 7.872 | -0.00418 | 0.000022 |
| 45 | 46.756 | 33.157 | 7.624 | -0.00457 | 0.000020 |
| 46 | 46.415 | 32.894 | 7.361 | -0.00376 | 0.000019 |
| 47 | 46.158 | 32.696 | 7.163 | -0.00535 | -0.000006 |
| 48 | 45.648 | 32.304 | 6.771 | -0.00520 | 0.000037 |
| 49 | 45.391 | 32.106 | 6.573 | -0.00471 | -0.000026 |
| 50 | 44.920 | 31.743 | 6.210 | -0.00593 | 0.000016 |
| 51 | 44.540 | 31.451 | 5.918 | -0.00495 | -0.000070 |
| 52 | 44.168 | 31.167 | 5.631 | -0.00503 | 0.000011 |
| 53 | 43.793 | 30.876 | 5.343 | -0.00490 | -0.000004 |
| 54 | 43.441 | 30.605 | 5.072 | -0.00466 | -0.000007 |
| 55 | 43.099 | 30.342 | 4.809 | -0.00446 | -0.000011 |
| 56 | 42.778 | 30.095 | 4.562 | -0.00417 | -0.000013 |
| 57 | 42.478 | 29.864 | 4.331 | -0.00387 | -0.000015 |
| 58 | 42.203 | 29.653 | 4.120 | -0.00351 | -0.000016 |
| 59 | 41.955 | 29.462 | 3.929 | -0.00314 | -0.000016 |
| 60 | 41.735 | 29.293 | 3.720 | -0.00277 | -0.000015 |
| 61 | 41.543 | 29.145 | 3.612 | -0.00238 | -0.000014 |
| 62 | 41.380 | 29.020 | 3.487 | -0.00200 | -0.000013 |
| 63 | 41.245 | 28.916 | 3.383 | -0.00163 | -0.000011 |
| 64 | 41.136 | 28.832 | 3.299 | -0.00129 | -0.000009 |
| 65 | 41.052 | 28.767 | 3.234 | -0.00097 | -0.000007 |
| 66 | 40.991 | 28.721 | 3.188 | -0.00068 | -0.000005 |
| 67 | 40.949 | 28.688 | 3.155 | -0.00045 | -0.000004 |
| 68 | 40.923 | 28.668 | 3.135 | -0.00025 | -0.000003 |
| 69 | 40.910 | 28.658 | 3.125 | -0.00012 | -0.000002 |
| 70 | 40.904 | 28.654 | 3.121 | -0.00003 | -0.000001 |
| 71 | 40.903 | 28.653 | 3.120 | -0.00004 | 0.000001 |
| 72 | 40.896 | 28.647 | 3.114 | -0.00015 | 0.000002 |
| 73 | 40.878 | 28.634 | 3.101 | -0.00035 | 0.000003 |
| 74 | 40.842 | 28.606 | 3.073 | -0.00060 | 0.000003 |
| 75 | 40.784 | 28.564 | 3.031 | -0.00090 | 0.000002 |
| 76 | 40.707 | 28.502 | 2.969 | -0.00126 | -0.000003 |
| 77 | 40.599 | 28.419 | 2.886 | -0.00163 | -0.000020 |
| 78 | 40.464 | 28.315 | 2.782 | -0.00200 | -0.000130 |
| 79 | 40.301 | 28.190 | 2.657 | -0.00237 | 0.000100 |
| 80 | 40.111 | 28.004 | 2.511 | -0.00273 | 0.000052 |
| 81 | 39.896 | 27.878 | 2.345 | -0.00303 | 0.000039 |
| 82 | 39.661 | 27.698 | 2.165 | -0.00328 | 0.000031 |
| 83 | 39.409 | 27.504 | 1.971 | -0.00348 | 0.000026 |
| 84 | 39.145 | 27.300 | 1.767 | -0.00539 | 0.000022 |
| 85 | 38.876 | 27.093 | 1.560 | -0.00362 | 0.000018 |
| 86 | 38.607 | 26.886 | 1.353 | -0.00359 | 0.000014 |
| 87 | 38.343 | 26.683 | 1.150 | -0.00348 | 0.000011 |
| 88 | 38.091 | 26.489 | 0.956 | -0.00328 | 0.000009 |
| 89 | 37.856 | 26.308 | 0.775 | -0.00303 | 0.000006 |
| 90 | 37.642 | 26.143 | 0.610 | -0.00272 | 0.000005 |
| 91 | 37.452 | 25.997 | 0.464 | -0.00238 | 0.000004 |
| 92 | 37.289 | 25.871 | 0.338 | -0.00200 | 0.000004 |
| 93 | 37.154 | 25.767 | 0.234 | -0.00163 | 0.000004 |
| 94 | 37.047 | 25.685 | 0.154 | -0.00125 | 0.000004 |
| 95 | 36.967 | 25.623 | 0.090 | -0.00091 | 0.000004 |
| 96 | 36.911 | 25.580 | 0.047 | -0.00060 | 0.000003 |
| 97 | 36.876 | 25.553 | 0.020 | -0.00035 | 0.000003 |
| 98 | 36.858 | 25.539 | 0.006 | -0.00016 | 0.000002 |
| 99 | 36.851 | 25.534 | 0.001 | -0.00004 | 0.000001 |
| 100 – 339 | 36.850 | 25.533 | 0.000 | 0.00000 | 0.000000 |
| 340 | 36.851 | 25.534 | 0.001 | 0.00003 | 0.000001 |
| 341 | 36.855 | 25.537 | 0.004 | 0.00009 | 0.000001 |
| 342 | 36.865 | 25.545 | 0.012 | 0.00020 | 0.000002 |
| 343 | 36.886 | 25.561 | 0.028 | 0.00036 | 0.000002 |
| 344 | 36.919 | 25.586 | 0.053 | 0.00055 | 0.000003 |
| 345 | 36.969 | 25.625 | 0.092 | 0.00079 | 0.000003 |
| 346 | 37.037 | 25.677 | 0.144 | 0.00105 | 0.000003 |
| 347 | 37.126 | 25.746 | 0.213 | 0.00136 | 0.000003 |
| 348 | 37.239 | 25.833 | 0.300 | 0.00168 | 0.000003 |
| 349 | 37.376 | 25.939 | 0.406 | 0.00201 | 0.000004 |
| 350 | 37.539 | 26.064 | 0.531 | 0.00238 | 0.000004 |
| 351 | 37.730 | 26.211 | 0.678 | 0.00275 | 0.000006 |
| 352 | 37.948 | 26.379 | 0.846 | 0.00312 | 0.000008 |
| 353 | 38.195 | 26.569 | 1.036 | 0.00350 | 0.000011 |
| 354 | 38.469 | 26.780 | 1.247 | 0.00378 | 0.000016 |
| 355 | 38.771 | 27.013 | 1.480 | 0.00423 | 0.000024 |
| 356 | 39.099 | 27.265 | 1.732 | 0.00458 | 0.000037 |
| 357 | 39.452 | 27.537 | 2.004 | 0.00491 | 0.000060 |
| 358 | 39.829 | 27.827 | 2.294 | ||
| 359 | 40.226 | 27.132 | 2.599 | ||
| 360 | 40.642 | 27.652 | 2.919 | ||

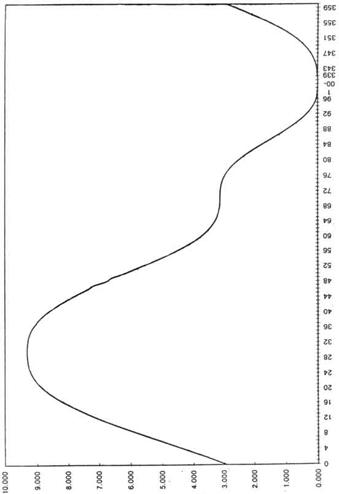
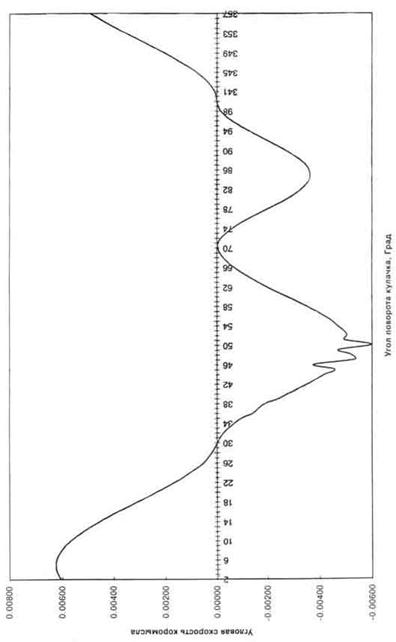

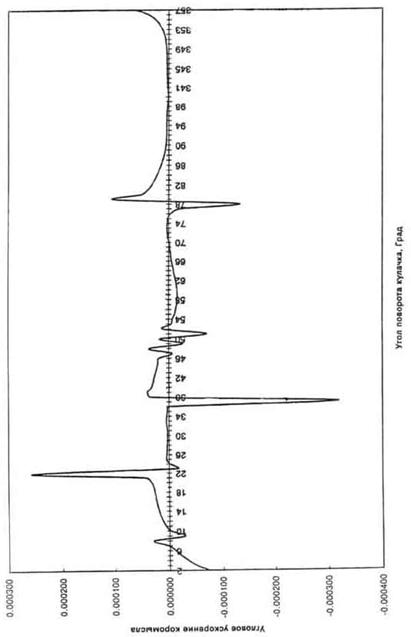
Эти погрешности в виде резких скачков особенно проявляются на графиках скоростей и ускорений коромысла AO2D.
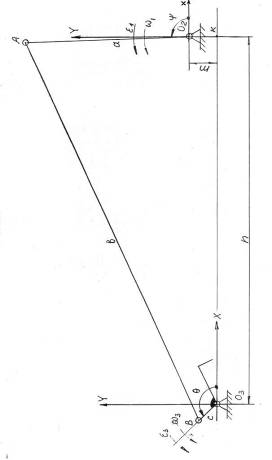
Последовательно с кулачково-коромысловым механизмом соединен четырехзвенный О2АВО3 механизм, ведущим звеном которого является коромысло кулачкового механизма (рис. 11).
Для четырехзвенного механизма О2АВО3 примем систему координат, в которой оси X, Y направим через шарниры О2 и О3 (как показано на рис. 11). Углы поворота звеньев О2А и О3В будем отсчитывать в направлении против часовой стрелки.
Обозначим: О2А = a, АВ = b , О3В = c ,O3K = n , О2К = m , угол поворота, скорость и ускорение звена О2А через Y, ω1, ε1, а угол поворота, скорость и ускорение звена О3В через Θ, ω3, ε3.
Составим аналитические зависимости для последующих расчетов на ЭВМ между углами поворота, скоростями и ускорениями ведущего O2A и ведомого О3В звеньев четырехзвенного механизма. Спроектируем звенья механизма на оси X и Y и найдем координаты точек А и В.
XA = O3K + O2A cosY = n + a cosY(13)
YA = O2K + O2A sinY = m + a sinY(14)
XB = O3B . cosΘ = c cosΘ(15)
YB = O3B . sinΘ = c sinΘ(16)
Расстояние между точками А и В найдется:
b2 = (XA – XB)2 + (YA – YB)2(17)
Подставив в выражение (17) выражения (13), (14), (15), (16) получим:
b2 = (n + a cosY – c cosΘ)2 + (m + a sinY – c sinΘ)2(18)
Преобразуем полученное выражение (18) относительно угла φ. Для этого раскроем скобки и выполним приведение подобных членов.
b2 = n2 + a2cos2Y + c2cos2Θ + 2an cosY – 2nc cosΘ –2ac cosY + m2 +
+ a2sin2Y + c2sin2Θ + 2am sinY – 2mc sinΘ – 2ac sinΘ sinY
Или
b2 = –2c(n + a cosY)cosΘ – 2c(a sinY – m)sinΘ +
+ 2a(n cosY – m sinY) + a2 + c2 + n2 + m2(19)
Перенося в правую часть " " получим выражение для неявной функции, которую обозначим:
F(Y,Θ) = –2с(n + a cosY)cosΘ – 2c(m – a sinY)sinΘ +
+ 2a(n cosY – m sinY) + a2 – b2 + c2 + n2 + m2(20)
Обозначим через:.
A1 = –2c(n + a cosY)
A2 = –2c(–m + a sinY)
A3 = – [2a(n cosY – m sinY) + a2 – b2 + c2 + n2 + m2]
и запишем выражение для F(Y,Θ) в следующем виде:
F(Y,Θ) = A1 cosΘ + A2 sinΘ + A3(21)
Решение уравнения (21) запишем в виде выражений для тригонометрических функций двух углов, что удобно при расчете на ЭВМ.
![]()
|
|
|
|
значения угла Θ находятся в виде обратной тригонометрической функции
|
|
|
Для принятой системы отсчета углов перед корнем принимается знак " + ". Дифференцируя неявную функцию F(Y,Θ) находим зависимость между угловыми скоростями звеньев О2А и О3В, т. е. между ω1 и ω3.

|
|
|
ω3 = Kω3 . ω1(25)
Для нахождения аналога Kω3 угловой скорости продифференцируем по углу Y выражение (20).
|
![]()
|
dF / dΘ = 2с(n + a sinY)sinΘ – 2c(m + a sinY)cosΘ = 2с[(n + a cosY)sinΘ – (m + a sinY)cosΘ](26)
dF / dY = 2aс cosΘ sinY – 2aс sinΘ cosY + 2am cosY – 2an sinY == 2a[(с cosΘ – n)sinY – (с sinΘ – m)cosY](27)
|
|
Для нахождения углового ε3 ускорения звена О3В продифференцируем выражение (25).
|
|
или
|
![]()
|
отсюда
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
тогда, окончательно запишем выражение для ε3
|
|
|
|
|
|

Найдем производные, входящие в состав выражения (31).
|
|
|
|
|
|
|
|
|
|
Преобразуем полученное выражение (36).
|
|
С учетом полученных выражений и расчетной конструкторской документацией на кулаки укладчика, имеющейся на заводах-изготовителях, был выполнен расчет кинематических характеристик скорости Kω3 и ускорения Kε3 ведомого звена – О3В толкателя. Результаты вычислений в виде графиков представлены на рис. 15, 16, 17.
Расчеты проводились для кулаков, используемых в механизме укладки на станках СТБ с углами боя 105 и 140 град, при различных заправочных ширинах станков от 180 до 330 см.
Из рассмотрения графиков следует:
· цикл движения укладчика на узких станках (СТБ - 180, СТБ - 220) составляет 120 град. (рис. 15, рис. 16), из них - 30 град. - подход укладчика к прокладчику (т. А), 40 град. - укладка прокладчиков на транспортер и 50 град. - отход в исходное положение,
· цикл движения укладчика на широких станках (СТБ-250, СТБ-330) составляет 125 град, (рис. 17), из них - 30 град. - подход укладчика к прокладчику (т. А), 40 град. - укладка прокладчиков на транспортер, 15 град. - выстой в нижнем положении и 40 град, - отход в исходное положение,
теоретическое начало контакта выступов толкателя с прокладчиком соответствует нулевым значениям скорости и ускорения (т. А на графиках) и происходит при φ углах поворота спаренного кулака укладчика, равных 286 град, и 348 град, для станков с началом боя 105 град, и 140 град., соответственно. Однако, даже допустимый (обусловленный изготовлением и сборкой) в пределах 5 град, угол поворота четырехзвенного О2АВО3 механизма в виду большой крутизны кривых скорости и ускорения приводит к искажению характера взаимодействия укладчика с прокладчиком. Контакт этих деталей приобретает ударный, характер, следствием чего является износ и разрушение деталей.
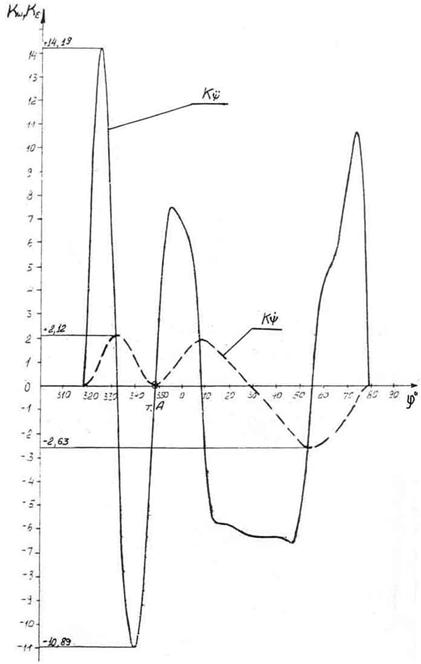
Рис. 15 СТБ-180, СТБ-220 з-д «Сибтекстильмаш»
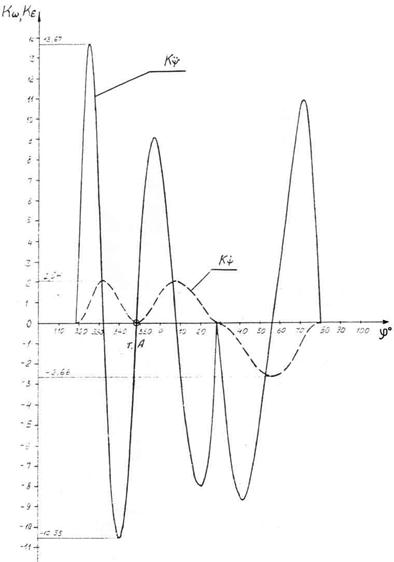
Рис. 16 СТБ-180, СТБ-220 Чебоксарский Машзавод
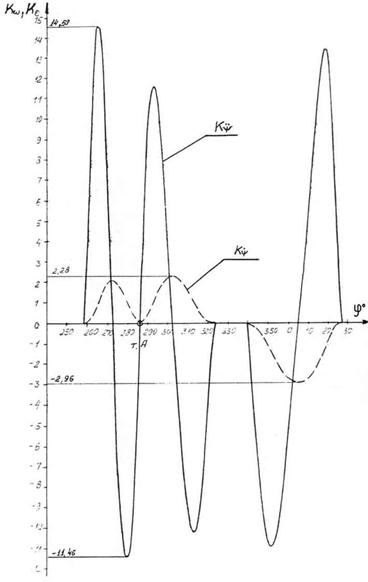
Рис. 17 СТБ-250, СТБ-330
Новосибирский з-д «Сибтекстильмаш», Чебоксарский Машзавод
Кинематическое исследование механизма показало, чтобы сделать механизм малочувствительным к настройке и зазорам, необходимо расширить его цикловую диаграмму, уменьшить крутизну ветвей кривой ускорения и снизить до минимума скорость укладчика к моменту контакта с прокладчиком.
1.6.2 СИНТЕЗ КУЛАЧКОВО-РЫЧАЖНОГО МЕХАНИЗМА УКЛАДЧИКА
При синтезе механизма были приняты следующие предпосылки:
· расширить цикловую диаграмму механизма;
· закон движения задается непосредственно на укладчике, т. е. укладчик (звено О3В) становится ведущим звеном и с учетом полученных при кинематическом исследовании выражений рассчитывается профиль кулака;
· расширить зону контакта укладчика с прокладчиком;
· закон движения укладчика принять с наименьшими значениями аналогов скоростей и ускорений и минимума кинетической мощности в зоне контакта укладчика с прокладчиком;
· установить единые углы укладок прокладчика на транспортер для станков СТБ с различными углами боя и учетом уменьшения заправочных ширин тканей на 30-40 см.
С учетом принятых предпосылок разработан закон движения укладчика, представленный на рис. 18
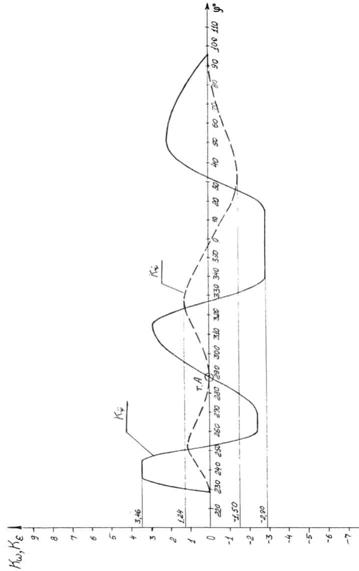
Таблица 3 Таблица расчетных радиус-векторов кулака укладчика.
Rk, мм – теоретический радиус-вектор кулака, мм j, град – угол поворота кулака.
| j, град |
Rk, мм |
j, град |
Rk, мм |
j, град |
Rk, мм |
j, град |
Rk, мм |
| 5 | 36,990 | 95 | 36,990 | 185 | 40,181 | 275 | 47,872 |
| 10 | 36,990 | 100 | 36,990 | 190 | 40,337 | 280 | 47,232 |
| 15 | 36,990 | 105 | 36,990 | 195 | 40,338 | 285 | 46,423 |
| 20 | 36,990 | 110 | 36,990 | 200 | 40,392 | 290 | 45,474 |
| 25 | 36,990 | 115 | 36,990 | 205 | 40,412 | 295 | 44,372 |
| 30 | 36,990 | 120 | 36,990 | 210 | 40,546 | 300 | 43,141 |
| 35 | 36,990 | 125 | 36,990 | 215 | 40,859 | 305 | 41,860 |
| 40 | 36,990 | 130 | 36,990 | 220 | 41,354 | 310 | 40,640 |
| 45 | 36,990 | 135 | 36,998 | 225 | 42,071 | 315 | 39,488 |
| 50 | 36,990 | 140 | 37,050 | 230 | 43,043 | 320 | 38,740 |
| 55 | 36,990 | 145 | 37,199 | 235 | 44,712 | 325 | 38,113 |
| 60 | 36,990 | 150 | 37,394 | 240 | 45,457 | 330 | 37,661 |
| 65 | 36,990 | 155 | 37,697 | 245 | 46,595 | 335 | 37,337 |
| 70 | 36,990 | 160 | 38,104 | 250 | 47,491 | 340 | 37,126 |
| 75 | 36,990 | 165 | 38,590 | 255 | 48,083 | 345 | 37,021 |
| 80 | 36,990 | 170 | 39,099 | 260 | 48,386 | 350 | 36,992 |
| 85 | 36,990 | 175 | 39,560 | 265 | 48,446 | 355 | 36,990 |
| 90 | 36,990 | 180 | 39,922 | 270 | 48,282 | 360 | 36,990 |
Цикл движения механизма расширен со 120 град. до 225 град., т. е. почти вдвое, зона контакта укладчика расширена до 10 град. (т. А), аналоги скоростей и ускорений для этого закона уменьшены в 4-е раза.
При расчете профиля кулака привода механизма принят следующий порядок расчета: исходные данные в табличной форме для Θ, Kω3, Kε3 - угол поворота, аналоги скоростей и ускорений коромысла О3В.
Из выражения (19) находим Y = Y(Q). Из выражений (25), (26), (27), (28) находим Kω1 = Kω1(Q) и из выражений (29), (30), (31), (32), (33), (34), (35) находим Kε1 = Kε1(Q). Далее, используя полученные зависимости и подставляя их в выражения (1), (5), (7), (10) вычислим теоретические радиус-векторы кулака, представленные в таблице 3.
1.7 ОПРЕДЕЛЕНИЕ УГЛОВ УКЛАДКИ ПРОКЛАДЧИКА НА ТРАНСПОРТЕР
Исходя из принципа универсальности цикловой диаграммы приемной коробки для станков СТБ всех заправочных ширин, определим углы поворота главного вала, при которых прокладчик должен быть подан на транспортер. Принимая во внимание передаточное отношение i от поперечного вала к транспортеру, равное 4/3, шаг транспортера 12.7 мм и число z зубьев звездочки транспортера равным 15, нетрудно установить следующее соотношение: повороту главного вала на 18 град. соответствует поворот звездочки транспортера на 24 град. и его перемещение на 12.7 мм. Отсюда определим шаг угла поворота главного вала a гл., при котором будет происходить совпадение гонка с плоскостью уточно-боевой коробки. Этот угол определяется совпадением зубьев шестерни z = 16 и передаточным отношением поперечного вала к главному валу.
i = w2 / w1 = n 2 / n 1 = z 2 / z 1 = j2 / j1 = 50/25 . 16/24 = 4/3 ,
где w2, j2, n2 – угловая скорость, угол поворота и число оборотов звездочки транспортера;
w1, j1, n1 – угловая скорость, угол поворота и число оборотов главного вала.
![]()
где 25, 50, 16 - числа зубьев шестеренчатой передачи, посредством которой осуществляется передача движения транспортеру. Если первоначальный угол установки гонка транспортера по отношению к уточно-боевой коробке равен 318 град., то следующие углы, при которых будет совпадение гонка равны:
318° + 11.25° = 329.25°
329.25° + 11.25° = 340.5°
340.5° + 11.25° = 351.75°
Углы 318 и 351.75 град. являются установочными для станков СТБ с началами боя 105 и 140 град. соответственно.
Для станка с универсальной цикловой диаграммой принят угол установки транспортера, равный 330 град. Углы укладки прокладчиков на транспортер найдем, исходя из условия равенства зазоров справа и слева между гонками транспортера и прокладчиком.
Определение угла укладки рассмотрим на примере станка СТБ с заправочной шириной 180 см. (для станков других заправочных ширин угол укладки находится аналогично). На рис. 19 представлена принципиальная схема взаимного положения прокладчика и гонков цепи транспортера для угла поворота главного вала, равного 330 град. Из приведенной схемы видно, что зазор между прокладчиком и гонком слева равен 52 мм, а гонком справа 86 мм. Определим положение гонка, предшествующее прокладчику.
Шаг цепи - 12.7 мм. Гонки устанавливаются через 20 шагов, следовательно:
t - шаг цепи между гонками = 254 мм.
t х n < 1830, где n - число гонков на цепи, отсюда n = 7
254 х 7 = 1778
1830 – 1778 = 52
Положение гонков, указанное на рисунке соответствует концу укладки прокладчика на транспортер 330 град. Поскольку свободное пространство между гонками равно:
254 - 90 = 138 см,
то оставляя с каждой стороны от прокладчика до гонков по 76 мм получили дополнительное перемещение цепи в направлении, указанном стрелкой, равное 24 мм.
В случае симметричного расположения прокладчика относительно гонков дополнительный угол поворота главного вала, соответствующий смещению цепи на 24 мм, равен 34 град. (из расчета 12.7 мм. - 18 град. поворота главного вала). Отсюда, угол укладки в этом случае равен:
330° + 34° = 364° = 4° главного вала.
Учитывая возможное смещение приемной коробки в сторону уменьшения заправочной ширины, принимаем окончательное значение угла укладки равное 345 град., что вполне приемлемо.
Укладка должна быть проведена до 0 град., так как после этого прокладчик, вытолкнутый из приемной коробки подается на горку. Если не будет укладки до 0 град., то подаваемый на горку прокладчик наткнется на набор прокладчиков, имеющихся на горке.
Результаты вычислений углов укладки для станков СТБ заправочных ширин от 180 до 330 см. приведены в таблице 4.
Таблица 4 |
Основные параметры механизма укладки прокладчиков на транспортер. | 345 |
Зазор между гонком и про-клад-чиком «спра-ва», мм |
68 | - | - | 92 |
|
Зазор между гонком и про-клад-чиком «сле-ва», мм |
70 | - | - | 46 | |||
| Допус-тимое умень-шение запра-вочной шири-ны, см | 36 | - | - | 21 | |||
| 245 |
Зазор между гонком и про-клад-чиком «спра-ва», мм |
- | - | - | |||
|
Зазор между гонком и про-клад-чиком «сле-ва», мм |
- | - | - | ||||
| Допус-тимое умень-шение запра-вочной шири-ны, см | - | - | - | ||||
| 165 |
Зазор между гонком и про-клад-чиком «спра-ва», мм |
- | 54 | - | |||
|
Зазор между гонком и про-клад-чиком «сле-ва», мм |
- | 84 | - | ||||
| Допус-тимое умень-шение запра-вочной шири-ны, см | - | 45 | - | ||||
| 125 |
Зазор между гонком и про-клад-чиком «спра-ва», мм |
- | 82 | 37 | |||
|
Зазор между гонком и про-клад-чиком «сле-ва», мм |
- | 56 | 101 | ||||
| Допус-тимое умень-шение запра-вочной шири-ны, см | - | 28 | 54 | ||||
| Углы укладки проклад-чиков на транс-портер, град | Запра-вочная ширина станка, см | 180 | 220 | 250 | 330 |
1.8 МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНОГО ИССЛЕДОВАНИЯ МЕХАНИЗМА ВОЗВРАТЧИКА ПРОКЛАДЧИКА
Цель экспериментальных исследований - оценка конструкторских разработок по модернизации механизмов приемной коробки, обеспечивающих ее работу на повышенных скоростных режимах, выполненных в настоящем дипломном проекте. Экспериментально исследовались нагрузки, возникающие в механизме возвратчика прокладчика. Как отмечалось ранее - это шарнирно-рычажный механизм, имеющий привод от пазового кулака. В этом механизме разработана усовершенствованная конструкция выталкивателя с вибродемпфирующими втулками для гашения ударных усилий.
Для определения характера нагружения механизма и последующего расчета на прочность его деталей проводилось измерение нагрузок в рычаге и шпинделе.
Тензодатчики с базой 20 мм и сопротивлением решетки 200 ом наклеивались на обработанные боковые поверхности рычага и на две боковые плоскости шпинделя, параллельно отшлифованные на 1мм с каждой стороны (Рис 20, 21). При установке шпинделя на станок плоские поверхности с наклеенными датчиками должны располагаться перпендикулярно направлению движения выталкивателя. Тензодатчики на рычаге наклеивались на расстоянии 100 мм от оси отверстия, сопрягаемого через звено с выталкивателем, а на шпинделе - на расстоянии 10 мм от плоскости контакта с рычагом. Для установки на шпиндель рычага шайба специальная (дет. СТД216.9-192) дополнительно обрабатывалась по двум боковым плоскостям до размера 13 мм.
Это необходимо для вывода проводов с тензодатчиков. Крепление рычага во время эксперимента осуществлялось гайкой, уменьшенных размеров. Схема установки, расположения и включения датчиков приведена на рис. 21. Датчики соединяются по схеме полумоста. Подбор датчиков с одинаковыми параметрами осуществлялся с использованием моста сопротивлений типа МО-62. Для усиления сигналов с датчиков и последующей их регистрации применены усилитель УТ-4-С и шлейфовый осциллограф Н700. Тарировка датчиков рычага и шпинделя проводилась при снятом выталкивателе в положении главного вала станка около 350 (ось рычага располагается перпендикулярно направлению движения выталкивателя) по динамометру с усилием до 100 кгс, который посредством жесткой или гибкой связи соединялся с отверстием на верхнем конце рычага. Нагрузки при тарировке датчиков прикладывались к рычагу в двух взаимно противоположных направлениях. Максимальная величина нагрузки - 60 кгс.
1.9 МЕТОДИКА ОЦЕНОЧНЫХ ПРОЧНОСТНЫХ РАСЧЕТОВ ДЕТАЛЕЙ МЕХАНИЗМА ВОЗВРАТЧИКА
1.9.1 РАСЧЕТ КОНТАКТНЫХ НАПРЯЖЕНИЯ В ПАРЕ ПАЗОВЫЙ КУЛАК - РОЛИК
Расчетные усилия для нахождения контактных напряжений в паре пазовый кулак - ролик вычислялись на основе нагрузок в рычаге и шпинделе, измеренных во время эксперимента. Для чего рычаг был представлен в виде балки, лежащей на двух опорах. Расчетная схема приведена ниже на рис. 22.
Контактные рабочие напряжения sкр в паре пазовый кулак-ролик для пространственного механизма находятся:
![]()
где: N - нормальное усилие, действующее на паз кулачка, кг
Е - модуль упругости, (2,05 х 10 кг/см )
rпр - приведенный радиус кривизны, см
nr- табличный коэффициент, зависящий от r,R и являющийся функцией W.
Зависимость между nr и W в табличной форме приведена в ( 6 ).
Приведенный радиус кривизны rпр находится:
![]()
где:r - радиус ролика (r = 1,25 см),
R - радиус кривизны ролика в осевом сечении, см (при изготовлении ролика с цилиндрическим пояском),
r - радиус кривизны центрового профиля паза, определяемый по формуле:
где: R1 - расчетный радиус паза цилиндрического кулачка (R1 = 5,15см). y - угол поворота водилки, соответствующий максимальной нагрузке, устанавливается по осциллограмме нагрузок в рычаге,
l1 - расстояние от оси шпинделя до оси ролика.
![]()
где: С - расстояние от левой плоскости пазового кулака до оси шпинделя (С = 3,6см),
r1 - минимальный радиус-вектор кулака (r1 = 2,317 см),
ri - радиус-вектор пазового кулака, соответствующий углу поворота главного вала, при котором в рычаге возникают наибольшие нагрузки, берется из расчетных таблиц на пазовый кулак,
![]() - аналоги угловых скорости и
ускорения рычага для максимальных значений нагрузки в нем, берутся из расчетных
таблиц на пазовый кулак.
- аналоги угловых скорости и
ускорения рычага для максимальных значений нагрузки в нем, берутся из расчетных
таблиц на пазовый кулак.
Исходная расчетная схема механизма возвратчика представлена на рис. 21
Величина силы N нормального давления найдется из эксперимента. Расчетная схема для ее определения представлена на рисунке
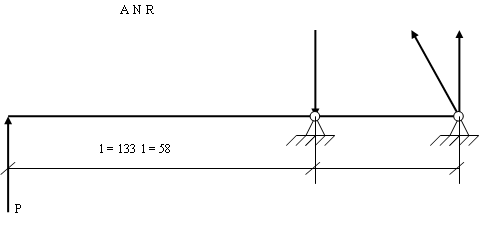
рис. 22
где: Р - максимальная нагрузка, действующая на конце рычага , принимается из осциллограммы нагрузок на рычаге.
R - сила реакции в паре ролик-кулак,
N - расчетная сила нормального давления в паре кулак-ролик,
d - угол давления.
Используя известные формулы моментов сил получим:
N = Р * l / (l1 * cos d)
Угол давления d для пространственного кулачкового механизма находится
![]()
Подставляя найденные исходные данные: N, nr, rпр в формулу для sкр получим расчетное значение рабочего контактного напряжения.
Допускаемое контактное напряжение [s]к для термообработанных сталей находится:
[s]к = (230.... 300) HRCэ
Сравнивая sкр и [s]к можно оценить долговечность рабочей пары пазовый кулачок-ролик.
1.9.2 РАСЧЕТ НА ПРОЧНОСТЬ РЫЧАГА
РЫЧАГ работает на усталость в условиях знакопеременного изгиба, поэтому расчет коэффициента запаса прочности целесообразно проводить по максимальным значениям изгибающих сил Р+, Р-, которые берутся из осциллограмм с соответствующим знаком. Для нашего случая изгибающее усилие, возникающее при движении рычага к правой кромке ( выталкивание прокладчика ) принимаем со знаком "+", т.е. Р+, а при движении в исходное положение со знаком "-" , т.е. Р-.
Коэффициент запаса прочности ns для знакопеременного цикла нагружения находится:
где: s-1 - предел выносливости при симметричном цикле нагружений,
sВ - предел прочности,
sср - среднее напряжение цикла от рабочих нагрузок,
Кs - коэффициент концентрации напряжений,
en - коэффициент учитывающий состояние поверхности,
em - масштабный фактор.
sср = (smax i + smin i) / 2
sa i = (smax i - smin i) / 2, где:
smax i , smin i - максимальное (со знаком "+") и минимальное (со знаком "-") напряжения нагружения, возникающие в i сечении рычага.
smax i = Pi+ * li / Wi ; smin i = Pi- * li / Wi ;
где:li - расстояние от точки приложения силы Р+ или Р- до i сечения рычага. Так как датчики, регистрирующие изгиб рычага наклеиваются на расстоянии 100 мм от точки приложения силы Р+ или Р- то 0 < l < 80 (т.к. база датчика 20 мм), Wi - момент сопротивления i сечения.
Для рычага эллиптического сечения:
Wx = p a2 b / 4
где:а - большая полуось эллипса, см (а =1,8 см),
b - малая полуось эллипса, см (b = 0,6 см ).
1.9.3 РАСЧЕТ НА ПРОЧНОСТЬ ШПИНДЕЛЯ
Шпиндель, также как и рычаг, подвергается воздействию знакопеременных нагрузок, поэтому расчетная формула имеет аналогичный вид:
где:sср - среднее напряжение цикла от рабочих нагрузок,
sср = (smax + smin) / 2
sa = (smax - smin) / 2
При вычислении максимального smax и минимального smin напряжений шпиндель рассматривается как консольная балка с защемленным концом, на которую посередине наклеенных датчиков (на расстоянии l от заделки) действуют знакопеременные усилия, регистрируемые при экспериментальных исследованиях.
M+ = P+ * l ; smax = P+ * l / W ;
M- = P- * l ; smin = P- * l / W ;
где: W - момент сопротивления шпинделя, который для круга равен
W = 0,1 d , cм.
укладчик кинематический прокладчик движение
1.10 РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ МОДЕРНИЗИРОВАННОЙ ПРИЕМНОЙ КОРОБКИ
Экспериментальные исследования приемной коробки с серийными и вновь разработанными в настоящем дипломном проекте деталями проводился в ткацкой лаборатории ВНИИЛТЕКМАШ на макете станка СТБ-250 при частоте вращения главного вала 250 мин-1.
Для получения сравнительной оценки эффективности предложенных конструктивных усовершенствований механизмов и деталей регистрировались нагрузки в рычаге, приводящем в движение возвратчик прокладчика.
В результате обработки осциллограмм получено:
- наибольшие нагрузки возникают в момент контакта возвратчика прокладчика с прокладчиком; с учетом разброса пролета прокладчиков среднее значение угла поворота главного вала, соответствующее этому моменту, составляет 320 град.,
- величина нагрузки для механизмов с серийными деталями составила – 23,5 кгс, а с новыми деталями (тормозные пластины переднего и заднего тормозов из термообработанного полиуретана, возвратчик с вибродемпфирующими вкладышами) – 19,5 кгс, (Рис. 23, 24, 25)
- характер нагрузок с новыми деталями не носит явно выраженного удара за счет демпфирования,
- нагрузки при отходе возвратчика прокладчиков в исходное положение оказались одинаковыми для обоих механизмов и составили 10 кгс при угле поворота главного вала – 50 град.
На основе полученных экспериментальных данных выполним прочностные расчеты пары кулак - ролик, рычаг, шпиндель.
1.11 РАСЧЕТ КОНТАКТНЫХ НАПРЯЖЕНИЯ В ПАРЕ КУЛАК - РОЛИК
Из осциллограмм поучено максимальное усилие на рычаге с серийными деталями - 23,5 кгс, а с новыми деталями - 19,5 кгс при угле поворота главного вала 320 град. При движении рычага в исходное положение величина нагрузки составила - 10 кгс, а угол поворота главного вала - 50 град.
Проверку на контактную прочность проведем по максимальным усилиям.
1. Найдем угол поворота рычага, соответствующий положению главного вала - 320 град., радиус-вектор ri кулака, соответствующий этому углу берем из таблиц на кулак r = 28,36. Подставив в формулу, получим y = 5,2 град.
2. Вычислим аналоги ![]() , используя
формулы численного дифференцирования табличных данных, получим
, используя
формулы численного дифференцирования табличных данных, получим ![]()
3. Вычислим радиус кривизны центрового профиля паза
 см
см
4. Вычислим rпр и найдем W и nr по таблицам ( 9 ).
![]() ; отсюда rпр = 1,14 см, W =
1, nr = 0,8
; отсюда rпр = 1,14 см, W =
1, nr = 0,8
5. Найдем угол давления d
![]() град
град
6. Найдем силу нормального давления N
N = 23,5 * 133 / (58 * cos 15,2) = 55,1 кгс
7. Вычислим контактные рабочие напряжения
отсюда: - для механизма с серийными деталями sкр =13953 кг/см2
- для механизма с новыми деталями sкр =13050 кг/см2
Для кулака и ролика, закаленных до твердости HRCэ = 55 имеем
[σ]к = 250 • 55 = 13750 кг/см2
Сравнение рабочих и допустимых контактных напряжений показывает, что с серийными деталями рабочее напряжение несколько выше допустимого, а с новыми - напряжение ниже.
1.12 РАСЧЕТ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ РЫЧАГА
Рычаг работает в условиях знакопеременного изгиба, поэтому вычисление коэффициента запаса прочности проводим по максимальным изгибающим моментам с учетом их направления по сечению, расположенному на расстоянии 10 см от верхнего конца рычага.
Тогда: М+мах = 235 кгсм, М-мах = 195 кгсм
Рычаг изготавливается из стали 40ХЛ, для которой:
sВ = 6500 кг / см2, s-1 = ЗЗ00 кг/см2
С учетом условий изготовления и обработки можно принять:
Кs = 1,5, en = 1,35, eм = 0,77
Рычаг имеет эллиптическое сечение а = 1,8 см, b = 0,6 см
Отсюда W = 1,53 см3, s+мах = 154 кг/см2, s-мах = 127 кг/см2
sср = 13,5 кг/см2, sа = 135,5 кг/см2
Подставив найденные показатели, вычислим ns, ns = 20, что значительно превышает ns допустимое.
РАСЧЕТ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ ШПИНДЕЛЯ.
Шпиндель также как и рычаг подвергается воздействию знакопеременных нагрузок, изгибающих шпиндель, прикладываемых на расстоянии l = 2 см от основания:
P+max = 78 кгс, Р-max =46 кгс или M+max = 126 кгсм, М-max = 92 кгсм.
Шпиндель изготавливается из стали 40Х, закаливается до твердости HRCэ = 50 и шлифуется. Характеристики материала и значения коэффициентов, входящих в формулу для ns , следующие:
sВ = 10000 кг/см2 , s-1 = 4000 кг/см2 ,Кs = 2, en = 1,05, eм = 0,83,
W = 0,2d3 = 0,675 см3, s+мах = 231 кг/см2, s-мах = 136 кг/см2,
sср = 47 кг/см2, sа = 184 кг/см2
Подставив в формулу для найденные показатели, получим ns = 22, что значительно превышает ns допустимое.
1.13 ВЫВОДЫ
1. Выполнен анализ литературных и патентных источников, который показал, что модернизация механизмов приемной коробки является в настоящее время актуальной проблемой.
2. Рассмотрены работа механизмов ткацкого станка СТБ при выработке ткани и образовании кромок и установлены факторы, в работе механизмов приемной коробки, негативно влияющие на эти процессы.
3. Сформулированы требования, обеспечивающие надежную работу механизмов приемной коробки, и дано обоснование работ по ее модернизации.
4. Разработаны алгоритмы и выполнено аналитическим методом кинематическое исследование механизма укладки прокладчиков на транспортер с использованием ЭВМ.
5. Проанализирована расчетная конструкторская документация на узкие и широкие станки СТБ двух заводов-изготовителей: Чебоксарского и Новосибирского.
6. Анализ графиков аналогов скоростей и ускорений конечного звена механизма - толкателя - указывает на необходимость точной настройки механизма, что достаточно сложно выполнить, учитывая допуски на изготовление звеньев, имеющиеся зазоры (до 0,5 мм) в кулачковой паре и отсутствие инструментальных методов регулировки.
7. Выполнен синтез механизма укладчика, при котором на 100 град. расширена его циклограмма, снижены в 3 - 4 раза величины скоростей и ускорений толкателя, увеличена до 10 град. зона взаимодействия толкателя с прокладчиком, что существенно расширило пределы регулировки механизма.
8. Разработана конструкторская документация на механизмы торможения и возвратчика прокладчиков. За счет применения современных полимерных материалов снижены контактные и ударные нагрузки.
9. Разработаны методики экспериментального исследования механизмов приемной коробки и расчетной оценки контактной и усталостной прочности деталей.
10. Выполнены оценочные прочностные расчеты кулачковой пары, шпинделя и рычага и показано, что при использовании разработок настоящего дипломного проекта контактные напряжения в паре кулак-ролик будут находится в пределах допустимых.
2. ОХРАНА ТРУДА И БЕЗОПАСНОСТЬ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ
Под охраной труда понимают систему законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья, работоспособности человека в процессе труда.
Техника безопасности — это система организационных мероприятий и технических средств, предотвращающих воздействие на работающих опасных производственных факторов, а производственная санитария – это система организационных мероприятий и технических средств, предотвращающих или уменьшающих воздействие на работающих вредных производственных факторов.
2.1 АНАЛИЗ ТРУДА ПРИ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА ПРОИЗВОДСТВЕ
Анализ эксплуатации технологического оборудования показывает, что отдельные виды машин, станков и механизмов ткацкого производства не в полной мере отвечают требованиям безопасности человека, В целом ряде случаев неправильное расположение рабочей плоскости вынуждает работниц длительное время находиться в неестественной рабочей позе. Наличие протяженного маршрута обслуживания вынуждает ткачих совершать за смену путь 10 -15 км, что вызывает развитие признаков плоскостопия. Необходимость работать в положении стоя с частыми наклонами туловищ, способствует возникновению узелкового расширения вен.
Анализ условий труда на текстильном предприятии показывает, что к числу опасных и вредных относятся следующие производственные факторы: незащищенные подвижные элементы производственного оборудования; движущиеся вспомогательные механизмы; повышенная запыленность воздуха рабочей зоны пылью; повышенная загазованность воздуха в рабочей зоне; повышенная температура поверхности нагреваемого оборудования и материалов; повышенная влажность воздуха в рабочей зоне; высокий уровень шума и вибраций; опасный уровень напряжения в электрических цепях, недостаточная освещенность; брызги кислот, щелочей и концентрированных растворов; действие статического электричества.
Обслуживание оборудования, в котором есть незащищенные подвижные элементы, сопряжено с возможностью попадания человека в опасную зону. Согласно ГОСТ 12.0.002-80 опасной зоной называется пространство, в котором возможно воздействие на работающего опасного или вредного производственного фактора. При эксплуатации оборудования необходимо принимать во внимание наличие опасных зон, их размеры, специфику и правильно выбирать способы нейтрализации данных опасностей.
Основные опасные зоны механизмов: валы, цепная передача, ременная передача, зубчатая рейка, зубчатые колеса и т. д. Все эти механизмы опасны для персонала, работающего на них, потому что могут быть причиной увечья.
Случаи поражения человека электрическим током на текстильных предприятиях происходят относительно редко.
Они составляют несколько процентов от общего числа производственных травм, но почти 50 % всех несчастных случаев со смертельным исходом происходит в результате поражения электрическим током, Он может явиться также причиной возникновения пожара или взрыва.
Все помещения в зависимости от опасности работы с электрическим током делятся на три группы:
– без повышенной опасности;
– с повышенной опасностью;
– особо опасные.
Все цехи и отделы ткацкого производства относятся к особо опасным помещениям. Это объясняется тем, что на предприятиях текстильной промышленности пусковые и блокирующие электродвигатели, электродвигатели сигнализирующих приборов, электрических, подземных и транспортирующих устройств и осветительных установок работают в условиях повышенной температуры и влажности. Вследствие этого разрушается изоляция проводов, снижается ее сопротивление, возрастает возможность перехода напряжения на корпуса машин и опасность поражения рабочих, обслуживающих машины.
Не менее важными являются производственные факторы, такие как: микроклимат производства, выделение производством пыли и пуха. Одними из основных вредных факторов для ткацких предприятий являются шум и вибрация, а также производственное освещение.
2.1.1 ВЫЯВЛЕНИЕ ПОТЕНЦИАЛЬНО – ВРЕДНЫХ ПРОИЗВОДСТВЕННЫХ ФАКТОРОВ.
МИКРОКЛИМАТ
Микроклимат производственных помещений – климат внутренней среды этих помещений, который определяется действующими на организм человека сочетаниями температуры, влажности и скорости движения воздуха.
Особенность микроклимата ряда производств текстильной промышленности заключается в наличии повышенной температура воздуха в сочетании с его повышенной влажностью, что обусловлено спецификой технологии.
Нормативы микроклимата для производственных помещений установлены ГОСТ 12.1.005 – 76. Гигиенические принципы, заложенные в этих нормативах, сводятся к следующим основным положениям:
1. Нормируются температура, влажность и скорость движения воздуха в виде оптимальных и допустимых величин.
2. При легких работах принята несколько более высокая температура воздуха и меньшая скорость его движения.
3. Для производств с избыточным выделением тепла в теплый период года установлены повышенные допустимые нормы температуры, влажности и скорости движения воздуха.
4. В качестве предельно – допустимой температуры воздуха для работ легкой и средней тяжести установлена температура 28˚С, а для тяжелых физических работ – температура 26˚С.
ЗАПЫЛЕННОСТЬ.
На текстильных предприятиях пыль является серьезным фактором, так как содержит частицы волокон растительного и животного происхождения. Пыль растительного происхождения может быть: хлопковая, льняная, пеньковая, древесная; а пыль животного происхождения может быть шерстяная, шелковая. Хлопковая пыль обладает рядом особенностей. Она состоит из двух фракций - органической и минеральной, которые имеют сложный состав частиц разнообразных форм и размеров. Основным компонентом минеральной части пыли является диоксид кремния (SiO2), который создает опасность заболевания силикозом. Пыль вырабатывается в ткацком производстве при разбраковке суровых тканей, стрижке и ворсовании тканей и вызывает раздражение дыхательных путей, легких, слизистых оболочек глаз и поверхности кожи.
Особенно большое количество пыли выделяется в прядильном и ткацком производствах льняных предприятий.
Содержание пыли в воздухе рабочей зоны не должно превышать предельно допустимых концентраций (ПДК), установленных ГОСТ 121.005-76.
Продолжительность работы в запыленных условиях может привести к профессиональному заболеванию легких. Пыль способствует возникновению воспалительных процессов глаз, гнойничковых заболеваний кожи, а также оказывает вредное воздействие на органы пищеварения, носоглотку, бронхи, легкие.
ШУM И ВИБРАЦИЯ.
В цехах ткацкого производства шум является одним из распространенных неблагоприятных факторов. Он является не только профессиональной вредностью, но и нередко бывает причиной производственного травматизма (не слышно предупредительных сигналов об опасности, замедляется реакция).
Основным источником шума и вибрации на ткацких предприятиях являются вращающиеся с большой скоростью главные и вспомогательные валы машин, их исполнительные органы, электродвигатели, цепные передачи и т.д. Шум оказывает вредное воздействие на центральную нервную систему, вызывает переутомление и истощение клеток коры головного мозга.
При вибрации рабочих мест (пол, рабочая площадка) воздействию механических колебаний подвергается весь организм человека. При воздействии общей вибрации более выражены изменения со стороны центральной нервной системы, поражения костно-суставного аппарата локализуются главным образом в ногах и позвоночнике.
ПАРОГАЗОВЫЕ ВЫДЕЛЕНИЯ.
Химические парогазовые выделения появляются в воздухе рабочей зоны в результате использования в текстильной промышленности различных химических веществ.
При вдыхании рабочими воздуха, содержащего химические парогазовые выделения, у них могут возникнуть отравления, а также ожоги слизистых оболочек разной степени.
Большой токсичностью обладают диспергированные частицы серы и красителей, выделяющихся при переработке окрашенного вискозного и хлопкового волокна, а также пыль, образующаяся при ручном вскрытии барабанов с сернистым натрием и от клеящего препарата (смесь крахмала с жировыми и клеящимися веществами), при работе шлихтовальных машин. Для приготовления шлихты, используемой в процессе шлихтования основной пряжи, применяют серную, соляную и уксусную кислоты, гидроксид натрия и другие химически вредные вещества, которые выделяют токсичные пары и газы. В шлихтовальных отделах применяют локальный отсос. В этом случае шлихтовальные машины имеют шатры с локальными отсосами, соединенными с вытяжным устройством. Так же для борьбы с парогазовыми выделениями осуществляют герметизацию оборудования.
ОСВЕЩЕНИЕ
Освещенность рабочих поверхностей в зонах обслуживания производственных процессов должна соответствовать отраслевым нормам освещенности и показателям качества освещения текстильных предприятий, а также нормативам СНиП 11-4-79 "Естественное и искусственное освещение. Нормы проектирования". Технологическое оборудование должно быть расположено так, чтобы максимально использовать естественное освещение во время рабочего дня.
Естественное освещение текстильных предприятий может быть трех видов: боковое, верхнее и комбинированное. В бесфонарных зданиях следует, как правило, предусматривать в наружных стенах оконные проемы, используемые для освещения крайних пролетов и притока свежего воздуха. Естественная освещенность изменяется в зависимости от времени дня и года, внешних метеорологических условий, отражающих свойства земного покрытия и стен близлежащих зданий. В ткацких цехах текстильных предприятий работа сопряжена с длительным напряжением органов зрения, так как связанна с контролем технологического процесса, устранением обрывов и улучшением качества вырабатываемой продукции. Поэтому в этих цехах устанавливают люминесцентные лампы.
На текстильных предприятиях наилучшее зрительное восприятие создают лампы дневного света ЛД и ЛДЦ, обладающие меньшим стробоскопическим эффектом и более экономичные. Для цехов текстильных предприятий следует использовать систему освещения с равномерным и локализованным размещением светильников относительно оборудования и систему комбинированного освещения.
Не допускается применение одного местного освещения. В качестве встроенного в машину светильника локализованного освещения применяют светильники ЛКА02-1х40 (люминесцентные консольные светильники с лампой мощностью 1х40 Вт).
2.2 РАЗРАБОТКА КОМПЛЕКСНЫХ МЕРОПРИЯТИЙ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ УСЛОВИЙ ТРУДА
Вce лица, поступающие на предприятия, независимо от их стажа, квалификации и предварительной теоретической подготовки должны пройти вводный инструктаж по технике безопасности.
При эксплуатации оборудование должно соответствовать ГОСТ 12.2.003 – 74, ГОСТ 12. 2. 005 – 80, ГОСТ 12. 4. 026 – 76. При эксплуатации электрической части необходимо соблюдать соответствующие требования "Правила устройства электроустановок" (ПУЗ — 86 ), утвержденные Госэнергонадзором 21 декабря 1984 года и ГОСТ 12.1.019 – 79, ГОСТ 12.2.007.0 – 75, ГОСТ 12.2.007.14 – 75.
2.2.1 РАЗРАБОТКА КОМПЛЕКСА МЕРОПРИЯТИЙ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ ТРУДА
Во всех производственных процессах должны предусматриваться меры защиты персонала от возможного воздействия опасных и вредных производственных факторов. Организация работ и расположение оборудования должны обеспечить поточность технологических процессов и возможность применения механизации и автоматизации опасных операций.
Для понижения механического воздействия на человека на фабрике должны быть введены следующие меры безопасности:
– индивидуальные приводы ткацких станков, все зубчатые и другие виды передач, приводные ремни и шкивы станков, выходящие на проходы, должны иметь надежное ограждение;
– ткацкие станки необходимо оснащать приспособлениями, предохраняющими от вылета челноков; тормоза ткацких станков должны обеспечивать быстрый останов станка; пусковые рукоятки ткацких станков должны иметь устройства, исключающие возможность самопроизвольного пуска.
Защита рабочих от воздействия электрического тока должна осуществляться в соответствии с ГОСТ 121.030 – 81. Обязателен инструктаж по технике безопасности при работе с электрооборудованием.
Для защиты работающих от воздействия электрического тока предлагается производить технологические осмотры электрооборудования для выявления и установки возможных неисправностей; а также проводить инструктаж рабочих по технике безопасности при работе с электроприборами. Для защиты от поражения электрическим током используют изоляцию и защитное ограждение токоведущих частей.
Токоведущие части изолируют, чтобы предотвратить возможность пожара и поражение человека электрическим током. Для защиты от прикосновения к частям электроустановок, применяют защитное ограждение. В качестве ограждения используют стальные решетки, сплошные щиты с дверцами, шкафы с дверцами и ящики. В различных частях электрических установок возможны пробои изоляции и замыкания на металлические корпуса электродвигателей, пускателей, светильников, оболочек кабелей, поэтому применяют защитное заземление. Защитное отключение – устройство для быстрого автоматического отключения электроустановки, при возникновении опасности поражения человека током. Непременной принадлежностью всех защитных устройств являются сигнализация и маркировка токопроводящих кабелей.
При обслуживании оборудования электротехнический персонал должен иметь изолирующие электрозащитные средства (по ГОСТ 12.1.009 – 76), такие как: изолирующие клещи, перчатки, диэлектрические боты, изолирующие подставки.
Для создания благоприятного микроклимата на рабочих местах необходимо обеспечить нормируемый объем производственных помещений не менее 15 м3 на одного работающего, рационально оборудованную вентиляцию, кондиционирование воздуха и систему отопления.
Предлагается устанавливать дополнительные отопительные батареи для повышения эффективности отопления помещений в холодное время года, этим самым улучшить комфортные условия работы персонала. Предлагается также использовать экранирование нагревающихся частей машин и механизмов.
В жаркое время года увеличить скорость движения воздуха путем установки дополнительных вентиляторов.
В области борьбы с шумом предлагается использовать для звукоизоляции шумных узлов (или машины в целом) кожухи и ограждения. Также для снижения шума рекомендуется прижимать резиновые или войлочные диски к боковым поверхностям шестерен шайбами или болтами, использовать бесшумные пластмассовые детали. Для устранения или ослабления шума следует изменять конструкцию агрегата или технологического процесса.
Рекомендуется при обслуживании ткацких станков пользоваться средствами индивидуальной защиты от шума однократного пользования из волокнистого материала согласно ГОСТ 12.1.029 – 80.
Для защиты от вибрации, передающейся на руки, необходимо применять виброгасящие рукавицы, фетровые, войлочные или хлопчатобумажные с прокладкой из утолщенной пористой резины.
Для защиты организма в целом от воздействия общей вибрации применять виброгасящие ботинки с текстильным верхом и резиновой стелькой.
В области освещения производственных помещений рекомендуется устанавливать дополнительные светильники в производственном помещении цеха. В связи с тем, что газоразрядные лампы на предприятиях имеют такой недостаток, как мигание, что может привести к травматизму, рекомендуется подключать электропитание к разным фазам.
Оценка уровня шума, создаваемого одним или несколькими источниками (прядильными машинами, ткацкими станками и др.) на рабочих местах и в цехе проводится по приведенным ниже формулам.
Если источник шума и расчетные точки находятся на территории предприятия, то октавные уровни звукового давления в этих точках следует определять по формуле:
Lk = Lpk - 15 lg rk + 10 lg Фk - 10 Ig Ω – βα rk / 1000
где Lpk - октавный уровень звуковой мощности, к-ого источника шума на территории;
rk - расстояние от к-ого источника шума до точки, расположенной в 2м от рассматриваемой ограждающей конструкции, м;
Фk - фактор направленности источника шума, принимаемый по п.2.3;
Ω - пространственный угол излучения;
βα - затухание звука в атмосфере, дБ/км;
При наличии нескольких источников шума уровень шума от всех источников, расположенных на территории предприятия, или от преград, за которыми находятся источники шума, в расчетной точке снаружи здания определяется по формуле:
Lнар = 10 lg ∑
где Lнар - суммарный уровень звукового давления от всех источников шума в 2 м от рассматриваемой ограждающей конструкции;
n - количество источников шума на территории.
2.3 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Научно-техническая революция принесла людям не только блага, она сопровождалась и теневыми явлениями, а именно: загрязнением атмосферы, морских акваторий, пресных водоемов, нарушением почвенного покрова и ландшафтов; истощением водных и лесных ресурсов; уменьшением численности животных. Экологический кризис осложняется экспоненциальным ростом народонаселения планеты и его урбанизацией. Атмосфера загрязняется промышленными выбросами, содержащими оксиды серы, азота, углеводорода, частицы пыли. В водоемы и реки попадают нефть и отходы нефтепродуктов, вещества органического и минерального происхождения, а в почвенный покров-шлаки, зола, промышленные отходы, кислота, соединения тяжелых металлов и др. Множество разработанных технологических процессов привело к росту числа токсичных веществ, поступающих в окружающую среду.
Выбросы промышленных предприятий (схема 1), энергетических систем и транспорта в атмосферу, водоемы и недра достигали таких размеров (схема 2), что в ряде районов земного шара уровни загрязнений значительно превышают допустимые санитарные нормы. Это приводит, особенно среди городского населения, к увеличению количества людей, заболевающих хроническим бронхитом, астмой, аллергией, ишемией, раком. Неблагоприятное влияние на жизнедеятельность человека оказывают шум, вибрации, инфразвук, а также воздействие электромагнитных полей и различных излучений (ультрафиолетовых, инфракрасных, световых, ионизирующих). Среда обитания человека, окружающая среда - характеризуется совокупностью физических, химических и биологических факторов, способных при определенных условиях оказывать прямое или косвенное, немедленное или отдаленное воздействие на деятельность и здоровье человека.
Вопросами развития окружающей среды занимается экология- наука о взаимоотношении живых организмов и среды их обитания.
Рациональное решение экологических проблем возможно лишь при оптимальном воздействии природы и общества, обеспечивающим, с одной стороны, дальнейшее развитие общества, с другой - сохранение и поддержание восстановительных сил в природе, что достижимо лишь при проведении широкого комплекса практических мероприятий и научных исследований по охране окружающей среды.
Современная текстильная промышленность делится на отрасли: шерстяную, хлопчатобумажную, льняную, шелковую. Каждая отрасль включает в себя следующие производства: первичная обработка сырья, прядильное производство, ткацкое производство, трикотажное производство, производство нетканных материалов, красильно-отделочное. В отраслях могут быть дополнительные виды производств: крутильно-ниточное, кордное, ватное, сетевязальное и т. д.
СОСТАВ ГАЗООБРАЗНЫХ ЗАГРЯЗНИТЕЛЕЙ.
В отделочных производствах при обработке ткани на опаливающих машинах выделяется продукт не полного сгорания природного газа СО. При кубовом и сернистом крашении выделяется сернистый газ SO2 и H2S. При производстве искусственного шелка выделяются пары сероуглерода. В процессе изготовления растворов диазокрасителей и их использовании в крашении выделяются окислы азота N2O и NO2.
В производстве анилиновых красителей и ситцепечатном производстве выделяются ядовитые пары анилина C6H5NH2 и синильной кислоты HCN.
Многие вредные вещества являются не только профессионально вредными, но одновременно могут быть и производственно-опасными, т. к. при определенной концентрации в воздухе они образуют сильные взрывчатые смеси, которые могут быть причиной аварии с человеческими жертвами.
К числу вредных и взрывоопасных веществ относится окись углерода, сероводород, анилин, бензол, сероуглерод и скипидар.
Большинство токсичных газов и паров, попадая с воздухом в органы дыхания, всасываются в кровь, поглощая гемоглобин, что приводит к кислородной недостаточности, удушью и головной боли.
Согласно ГОСТ 17.2.1.01-76 выбросы в атмосферу классифицируют:
1) по агрегатному состоянию вредных веществ в выбросах в виде: газообразном и парообразном (SO; СО; NO; углеводороды и др.); жидком (кислоты, щелочи, органические соединения, растворы солей и жидких металлов), твердом (свинец и его соединения, органическая и неорганическая пыль, сажа, смолистые вещества и др.);
2) по массовому выбросу - т/сут-, выделяют шесть групп: 1 - менее 0, 01 вкл.; 2 - св. 0,01 до 0,1 вкл.; 3 - св. 0,1 до 1,0 вкл.; 4 - св. 1,0 до 10 вкл.; 5 - св. 10 до 100 вкл.; 6 - св. 100.
Эффектом однонаправленного действия обладают вредные вещества: диоксиды серы и сероводорода; сильные минеральные кислоты (серная, соляная, азотная); этилен, пропилен, бутилен, амилен, озон, диоксид азота, формальдегид и др.
В зависимости от размера частиц (мкм) жидкие выбросы делятся на подгруппы: супертонкий туман - до 0,5 вкл; тонкодисперстныйтуман - св. 0,5 до 3; грубодисперстный туман — св. 3 до 10 и брызги - св.10.
ХАРАКТЕРИСТИКА СТОЧНЫХ ВОД ПО СОСТАВУ ЗАГРЯЗНИТЕЛЯ.
На территории промышленных предприятий образуются сточные воды трех видов: бытовые, поверхностные и производственные.
Бытовые сточные воды предприятий образуются при эксплуатации на его территории душевых, туалетов, прачечных и столовых. Предприятие не отвечает за качество данных сточных вод и направляет их на городские (районные) станции очистки.
Поверхностные сточные воды образуются в результате смывания дождевой, талой и поливочной водой примесей, скапливающихся на территории, крышах и стенах производственных зданий. Основными примесями этих вод являются твердые частицы (песок, камень, стружки, опилки, пыль, сажа, остатки растений, деревьев); нефтепродукты (масла, бензин и керосин), используемые в двигателях транспортных средств, а также органические и минеральные удобрения, используемые в заводских скверах и цветниках. Каждое предприятие отвечает за загрязнение водоемов, поэтому необходимо знать объем сточных вод данного типа.
Производственные сточные воды образуются в результате использования воды в технологических процессах. Их количество, состав и концентрация примесей определяется типом предприятия, его мощностью, видами используемых технологических процессов.
Для обеспечения текстильных предприятий ежегодно забирается из естественных источников водоснабжения 100 млрд. куб.м. воды, при этом 90% этого количества возвращается обратно в водоемы с различной степенью загрязнения. Около 10% общего водопотребления промышленности приходится на текстильные предприятия, где воду используют на приготовление различных технологических растворов, промывку и очистку исходных материалов и продукции; хозяйственно- бытовое обслуживание.
К наиболее вредным органическим загрязнителям гидросферы, относят нефть и нефтепродукты. Наличие на поверхности водоемов пленок масла, жиров, смазочных материалов препятствует газообмену между водой и атмосферой, что снижает насыщенность воды кислородом. Загрязнение вод нефтью прежде всего оказывает отрицательное влияние на состояние фитопланктона и являются причиной массовой гибели птиц.
Основные неорганические (минеральные) загрязнители пресных и морских вод-соединение свинца, мышьяка, ртути, хрома, меди и др. В таблице приведены данные по антропогенному загрязнению мирового океана некоторыми из этих веществ.
Таблица 5
| Вещество | Загрязнение т/год | |
| сток с суши | Атмосферный перенос | |
| Свинец | (1-20) х 10 | (2-20) х 10 |
| Ртуть | (5-8) х 10 | (2-3) х10 |
| Кадмий | (1-20) х 10 | (5-40) х 10 |
Отходы, содержащие минеральные загрязнения, в основном, локализуются около берегов, лишь некоторая их часть выносится далеко за пределы территориальных вод. Особенно опасно загрязнение вод ртутью, поскольку заражение морских организмов может стать причиной отравления людей (болезнь Минамата).
В случаях, когда промышленные и бытовые отходы вывозятся на свалки, создаются реальные угрозы значительных загрязнений атмосферы, поверхностных и грунтовых вод, это ведет к загрязнению и не рациональному использованию земельных угодий, неизбежно, растут транспортные расходы и безвозвратно теряются ценные материалы и вещества.
Грунтовые воды в результате взаимодействия влаги и загрязнения почвы закисляются до pН среды 2,5 - 3,5 (при pН7- среда нейтральная). Осадки близлежащих водоемов загрязняются тяжелыми металлами на глубину 3 – 5 м.
РАЗРАБОТКА КОМПЛЕКСНЫХ МЕРОПРИЯТИЙ ПО СОЗДАНИЮ ЭКОЛОГИЧЕСКОЙ ОБСТАНОВКИ
В качестве средств защиты окружающей среды применяют: аппараты и системы для очистки газовых выбросов и сточных вод от примесей; виброизоляторы технологического оборудования; экраны для защиты от ЭПМ и др. В целях снижения выбросов вредных веществ в атмосферу на ткацкой фабрике следует применять две ступени очистки: первая - циклоны; вторая - рукавные фильтры.
Для очистки воды широко используются отстойники, гидроциклоны и флотация.
2.4 РАБОТА ПРЕДПРИЯТИЙ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯ Х.
2.4.1 ПРОФИЛАКТИКА ПОЖАРОВ МОЛНИЕЗАЩИТА
Пожарная профилактика – это комплекс организационных и технических мероприятий, направленных на обеспечение безопасности людей, а также создания условий для успешного тушения пожара (ГОСТ 12.1.033 - 81).
На текстильных предприятиях перерабатываются опасные в пожарном отношении материалы: природные волокна растительного (хлопковое, льняное, пенько - джутовое) происхождения и животного (шерсть, шелк) происхождения.
Большую пожарную опасность представляют очесы, отходы, пух, пыль и др. Поэтому текстильные предприятия относятся к пожароопасным.
Анализ причин возгорания и пожаров на текстильных предприятиях показывает, что основными причинами возгорания являются:
- неосторожное обращение с огнем, несоблюдение правил пожарной безопасности при элетро и газосварочных работах;
- нарушение технологического режима (обрыв и наматывание волокон и др.);
- накопление пуха и пыли на осветительной арматуре;
- электростатические разряды;
- атмосферное электричество.
Весьма высокая скорость распространения пламени при горении волокнистого сырья (2 - 5 м/сек), является основной причиной быстрого распространения пожаров на текстильных предприятиях.
Наибольшую опасность представляет пыль, находящаяся в воздухе, так как оно способна не только гореть, но и в ряде случаев врываться.
Текстильная пыль состоит из пуха, коротких волокон, обрывков, очесов; основным компонентом пыли являются мельчайшие волоконца, что делает пыль пожароопасной. Пыль способна воспламеняться от электрической искры, трения в подшипниках и других узлах машины, причем наибольшую опасность представляет осевшая пыль.
Еще одной причиной пожара может стать атмосферное электричество. По статистике на земном шаре за сутки происходит свыше 40 тысяч гроз, сопровождающихся мощными электрическими разрядами.
Ток молнии может оказывать тепловое, электромагнитное и механическое воздействие на те объекты, по которым он проходит. Помимо прямого удара в здание, сооружение проявления молнии могут быть в виде электростатической и электромагнитной индукции.
Электростатическая индукция приводит к образованию на изолированных от земли металлических предметах опасных электрических потенциалов, вследствие чего может возникнуть искрение между металлическими элементами конструкций и оборудования.
При грозе во время ударов молнии в различные промышленные объекты, возможен занос электрических потенциалов внутрь объектов по внешним металлическим коммуникациям (эстакадам, трубопроводам и др.).
Искрообразование внутри производственных помещений, обусловленное электростатической и электромагнитной индукцией, а также заносом высоких потенциалов по металлическим коммуникациям, представляет большую опасность для текстильных предприятий.
2.4.2 РАЗРАБОТКА КОМПЛЕКСНЫХ МЕРОПРИЯТИЙ МОЛНИЕЗАЩИТЫ И ПОЖАРНОЙ БЕЗОПАСНОСТИ
Противопожарную профилактику следует начинать при проектировании предприятия.
При разработке проектов большое значение имеет правильное установление категории пожарной опасности производства, правильный выбор материала для строительных конструкций, меры по предотвращению распространения огня: противопожарные разрывы между зданиями и сооружениями, наличие противопожарного водоснабжения, пожарной сигнализации и связи. Во всех зданиях и вспомогательных сооружениях на случай пожара при проектировании должна быть предусмотрена бесперебойная и безопасная эвакуация людей.
Предприятия должны иметь средства тушения пожара. Огнегасительные средства подразделяются на первичные и основные. К первичным относятся огнетушители, сыпучие материалы, брезентовые накидки и другие подручные средства, с помощью которых удается ликвидировать, как правило, лишь небольшие очаги возгораний.
Все текстильные предприятия должны иметь наружный противопожарный водопровод, который прокладывается по территории промышленной площадки, а также разветвленную по корпусам, цехам и объектам сеть внутреннего противопожарного водопровода. Источниками водоснабжения могут быть реки, озера, грунтовые и артезианские источники, а также городская водопроводная сеть.
Все помещения как производственные, так и бытовые, должны быть оборудованы не только огнетушителями, но и иметь термическую пожарную сигнализацию.
Для обнаружения очага возгорания и сигнализации о пожаре целесообразно использовать сигнализационную комплексную пожарную установку - СКПУ.
Также одной из не менее важных защит является молниезащита. Для приема электрического разряда молнии и отвода ее тока в землю применяют стержневые (мачтовые), троссовые (антенные) и сетчатые молниеотводы.
Заземлителями могут служить стальные трубы диаметром 40 - 60 мм и длиной 2 – 3,5 м, стальные полосы и др. Расстояние между заземлителями должно быть 3 - 6 м, а расстояние до стен здания 1,5 - 2 м. Общее сопротивление заземлителя должно быть не более 10 ом. Выбор способа молниезащиты зависит от конструкции и технологических особенностей объекта, его назначения, грозовой интенсивности в данной местности.
2.5 ВЫВОДЫ
В дипломном проекте рассмотрены санитарно-гигиенические и физиологические основы обеспечения жизнедеятельности на текстильных предприятиях; проведен анализ труда при эксплуатации технологического оборудования на производстве; выявлены потенциально-опасные производственные факторы: механическое, электрическое, термическое воздействия, выявлены потенциально-вредные производственные факторы; оценены производственный микроклимат, выделение пыли, шум и вибрация, химические и парогазовые выделения, дана оценка производственного освещения. Предложен комплекс мероприятий, который обеспечит безопасность труда, снижение уровня травматизма и профессиональных заболеваний. В разделе охрана окружающей среды дана характеристика состава загрязнителя вентиляционных выбросов на производстве, рассмотрены состав газообразных, жидких и твердых загрязнителей. Дана характеристика сточных вод по составу загрязнителя, а также растворимых в воде загрязнителей. Проведена оценка активности сточных вод по PН показателю. Разработаны комплексные мероприятия по созданию благоприятной экологической обстановки. В разделе работа предприятий в чрезвычайных ситуациях рассмотрены защита от пожарной опасности, молниезащита, а также разработан комплекс мероприятий по улучшению молниезащиты и защиты от пожарной опасности.
Указанные мероприятия в области охраны труда и охраны окружающей среды позволяют создать комфортные условия работы, улучшить экологическую обстановку, снизить загрязнение окружающей среды и уверенно работать в чрезвычайных ситуациях.
3. РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ МОДЕРНИЗИРОВАННОГО ТКАЦКОГО СТАНКА СТБ2-250
На ткацком станке СТБ2-250 вырабатывается суконная ткань с шириной проборки основы по берду Шб = 250 см, плотность ткани по утку Пу = 170 нит. на 10 см, частота вращения главного вала станка – 180 мин-1, уточная паковка бобина, масса пряжи в бобине – 1880 г, полезная длина нити в бобине Lб = 14563 м, длина ткани в куске Lт = 32 м, способ обслуживания станков ткачом - маршрутносторожевой, коэффициент, учитывающий загруженность ткача, Кзр = 0,75 (12).
Расчет экономической эффективности выполним для базового станка СТБ2-250 и модернизированного станка СТБ2-250, на котором устанавливается модернизированная приемная коробка, конструкция которой, разработана в настоящем дипломном проекте. Цена станка СТБ2-250 по прейскуранту завода-изготовителя (АО "Текстильмаш") составляет 2.820 тыс. руб., стоимость заменяемых при модернизации деталей 19600 руб., а стоимость устанавливаемых деталей 24600 руб. Отсюда цена Цм модернизированного станка СТБ2-250:
Цм = 2820000 – 19600 + 24600 = 2825 тыс. руб.
3.1 ОПРЕДЕЛЕНИЕ НОРМЫ ОБСЛУЖИВАНИЯ ТКАЧЕЙ
Определение А производительности оборудования и потребности в нем для производства ткани в объеме 1000 пог.м/час. Теоретическая А производительность станка м/час:
А = 6 × n/Пу
где n - частота вращения главного вала, мин-1;
nб = 180 мин-1, для немодернизированного станка;
nм = 215 мин-1, для модернизированного станка, индекс «м» соответствует модернизированному станку.
Пу – плотность по утку, нит/10 см (Пу = 170 нит/10 см).
Отсюда: Аб = 6 × 180/170 = 6,35 м/час
Ам = 6× 215/170 = 7,6 м/час
Машинное tм время наработки 1 метра ткани (мин), tм = 60/А
![]() = 60/6,35 = 9,44 мин = 567,7 сек.
= 60/6,35 = 9,44 мин = 567,7 сек.
![]() = 60/7,6 = 7,9мин = 474,4 сек.
= 60/7,6 = 7,9мин = 474,4 сек.
Определение зоны обслуживания и затрат времени на обслуживание станка.
Максимальное n'мах число обслуживаемых ткачом станков при Кс=1 и Кд=1 находится:
n'мах = tм + tвн / tзр х Кзр
где tм — машинное время наработки 1 метра ткани, сек;
tвн - время перерывов в работе станка при выработке 1 м ткани, сек;
tзр- общее время занятости ткача при выработке 1м ткани, сек;
Кзр - коэффициент загруженности ткача (Кзр = 0,75);
Найдем число Чб смен бобин, приходящихся на 1м вырабатываемой ткани:
Чб = 0,1 Шб х Пу/Lб,
при Шб = 250 см, Пу = 170 нит/10 см, Lб = 14563 м имеем,
Чб = 0,1 х 250 х 170/14563 = 0,29 смен
Примем, что доля сменяемых бобин с исканием раза составляет 0,12, а доля бобин без искания раза — 0,17 (0,12 + 0,17 = 0,29).
В связи с тем, что модернизация механизмов приемной коробки исключает факторы, вызывающие повреждения прокладчика, снижается обрывность по утку, а за счет повышения надежности механизмов допустимо увеличение скорости станка СТБ2-250. В дальнейших расчетах для модернизированного станка принимаем частоту вращения главного вала - 215мин-1 , число случаев обрыва уточной нити на 1м – 0,7.
Модернизированный станок СТБ2-250
| Рабочие приемы и работы | Норматив времени сек. | Числослучаев на 1м. ткани | Общее время на 1м. ткани, сек | |
| Перерывов в работе станка, tвн |
Занятости ткача, tзр |
|||
| Смены бобины без искания раза | 9/11 | 0,12 | 1,08 | 1,32 |
| Смена с исканием раза | 23/24 | 0,17 | 3,9 | 4,1 |
| Ликвидация обрыва уточной нити | 13/14 | 0,7 | 9,1 | 10,8 |
| Ликвидация обрыва основной нити | 31/32 | 1,5 | 46,5 | 48 |
| Поправка основы (25% времени ликвидации обрыва основных нитей) | 11,6 | 12 | ||
| Съем наработанной ткани | 80 | 1/32 | 2,5 | |
| Установка бобин на стойку | 6 | 0,25 | 1,5 | |
| Установка бобин на бобинодержатель | 5 | 0,25 | 1,25 | |
| Чистка ткани | 3 | 2,5 | 7,5 | |
| Прочие мелкие работы | 21,1 | |||
| Итого | 72,2 | 108,6 | ||
Отсюда, подставив найденные tвн и tзp в формулу для n'max получим для базового станка СТБ2-250:
![]()
примем ![]() =
4
=
4
Для модернизированного станка СТБ2-250:
![]()
примем ![]() = 4.
= 4.
Найдем максимальное число обслуживаемых станков с учетом микропауз и совпадения выполняемых операций, характеризуемых коэффициентами Кд и Кс, соответственно.
По данным НИИТруда Кд можно принять при многостаночном обслуживании равным 0,97, т.е. Кд = 0,97.
Вычислим Кз коэффициент занятости ткача на одном станке
![]() .
.
Для базового станка СТБ2-250,
![]() .
.
Для модернизированного станка СТБ2-250,
![]()
По табл.3 (11) находим Кс при ![]() = 4 (используя формулу для
интерполяции)
= 4 (используя формулу для
интерполяции) ![]()
Кс (для модернизированного станка) при ![]() = 4 и Кзм =
0,26
= 4 и Кзм =
0,26
Тогда:
Окончательно норму обслуживания определим путем сравнения «С» расходов на 1 мин оперативного времени для базового и модернизированного станков СТБ2-250. Эти расходы определяются по формуле:
C = (Kc + a/100) x (Cc + Cp/n)
Тоб x 100
аоб = –––––––––––––––––
Тсм – (Тоб + Тлн)
Тлн x100
алн = –––––––––––––––––––
Тсм – (Тоб + Тлн)
По табл.6 (11) принимаем: Сс = 1,3; Сср = 1,4; Тлн = 10 мин.
Время Тоб перерывов в работе станка за смену в мин. представим в табличной форме:
Таблица 5.3.
| Работы | Общее время на один станок за смену, мин. | |
| Перерывов в работе станка, Тоб | Занятости ткача, Тзр | |
| 1 | 2 | 3 |
| Проверка плотности ткани | 0,5 | 0,5 |
| Смазывание и чистка станка | 5 | –– |
| Текущий ремонт и профилактический осмотр станка | 13 | –– |
| Обмахивание или обдувка станка | 4 | –– |
| Уборка рабочего места | ––––– | 4 |
| Прочие мелкие работы | ––––– | 5 |
| Итого | 22,5 | 9,5 |
Времена Тоб и Тзр являются одинаковыми для базового и модернизированного станков СТБ2-250.
Тогда: 
С учетом принятых значений Сс и Ср для nmax = 4 и nmax = 5 получим:
| n max | Кс | а | Кс + а/100 | Cp/n | Cc + Cp/n | C |
| 4 | 1,28 | 7,26% | 1,3526 | 0,35 | 1,65 | 2,232 |
| 5 | 1,42 | 7,26% | 1,4926 | 0,28 | 1,58 | 2,358 |
Из проведенных данных видно, что расходы на 1мин. оперативного времени станка оказываются минимальными при обслуживании 4-х станков. Принимаем норму обслуживания базовых и модернизированных станков СТБ2 - 250 равной 4, т.е. Но = 4.
3.2 ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКОЙ ПРОИЗВОДИТЕЛЬНОСТИ СТАНКОВ
Норма Нп фактической производительности базового станка найдется по формуле:
Нп = А х Кпв,
Кпв = Ка х Кб
КПВ = 0,723 x 0,932 = 0,673
Отсюда: Нбп = 6.35 х 0,673 = 4.28 м/час
Для модернизированного станка СТБ2-250 норма Нмп фактической производительности найдется:
![]()
КПВ = 0,678 х 0,932 = 0,632
Отсюда: Нмп=7.59 х 0.632=4.8
3.3 ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА СТАНКОВ ДЛЯ ВЫРАБОТКИ 1000 М ТКАНИ
Определим количество станков, необходимых для выработки 1000м суровья в час. с учетом простоя станков на ремонт оборудования.
Базовый станок:
1000 1000
Мб = ––––––––––––––– = –––––––––––––––– = 246.98
Пф х КРО 4,28 х 0,946
Модернизированный станок:
1000 1000
Мм = ––––––––––––– = ––––––––––––––––– = 220,22
Пф х КРО 4,8 х 0,946
Рассчитываем КРО:
при капитальном ремонте = 0,2% }
при среднем ремонте = 1,8% } Процент
при текущем ремонте = 2,84% } простоев.
при чистке и обмашке = 0,6% }
Итого: = a 54% }
a 5,4
КРО= 1- –––––– = 1 - ––––––––— = 0,946
100 100
Принимаем 247 станков (баз.). Принимаем 220 станка (мод.)
3.4 ОПРЕДЕЛЕНИЕ ЧИСЛЕННОСТИ РАБОЧИХ
Количество часов работы оборудования в году при трехсменной работе: Ф = [(253х7+ 53х6) х3] = 6267 час.
Фактический фонд времени работы оборудования:
Ф = Ф х КРО = 6267 х 0,946 = 5928 час.
Определим необходимое количество рабочих для обслуживания станков, считая, что трудоемкость помошников мастеров остаются прежней.
![]()
где М — количество станков
р — число смен за 1 рабочий день, р = 3,
Но — норма обслуживания.
Явочное число рабочих - ткачей
Базовый станок ![]()
Модернизированный ![]()
Принимаем: ![]() =182чел.
=182чел.
![]() =165чел.
=165чел.
Принимая неизменной норму обслуживания помошником мастера (трудоемкость по обслуживанию модернизированного станка остается неизменной) равной 8 получаем число помошников мастеров.
![]()
![]()
Принимаем ![]() = 92
чел. Принимаем
= 92
чел. Принимаем ![]() = 82 чел.
= 82 чел.
Списочное число рабочих:
rcп = rя х Kсм
где Ксм - коэффициент, учитывающий невыходы на работу
![]()
При расчете фактического фонда времени рабочих принимаем длительность невыходов на работу в размере 10% от Фном, тогда:
Ффакт = Фном - 10% х Фном = 6267 - 10% х 6267 = 5640 часов
Отсюда: ![]()
Списочное число рабочих ткачей
![]() = 182 х 1,11 = 202,02
= 182 х 1,11 = 202,02 ![]() =
165 х 1,11 = 183,15
=
165 х 1,11 = 183,15
Помошников мастеров
![]() = 92 х 1,11 = 102,12
= 92 х 1,11 = 102,12 ![]() =
82.5 х 1.11 = 91,57
=
82.5 х 1.11 = 91,57
Принимаем окончательно: базовый станок модерн-нный станок
Ткачей 202чел. 183чел.
Пом.мастеров 102чел. 92чел.
Производительность труда составит
![]()
![]()
Рост производительности труда составит 0.5 м/чел или 10.3%.
3.5 ОПРЕДЕЛЕНИЕ КАПИТАЛЬНЫХ ВЛОЖЕНИЙ
Площадь станка СТБ2-250 S = 8.1 м2
Производственная площадь (коэф.увел.2.7)
S = 8.1 х 2,7 = 20.9 м2
Общая производственная площадь
20.9 х 247= 5402 м2 20.9 х 220 = 4598 м2
Стоимость базового станка CTБ2-250 по прейскуранту
завода-изготовителя — 2,820 тыс.руб.
Стоимость модернизированного станка CTБ2-250 с учетом демонтажа серийных деталей — 19600 руб. и установки новых — 24600 руб. составит — 2825000 тыс.руб.
Стоимость оборудования
2.820 х 247 = 69654 тыс.руб. 2825000 х 220=62150 млн.руб.
Стоимость монтажа 10% стоимости оборудования
69654 х 0,1 = 6965,4 тыс.руб. 62150 х 0,1 = 6215 тыс.руб.
Таблица 5.4.
| Показатели | Ед. измер. млн.руб. |
Базовый станок |
Модернизированный станок |
| Стоимость производственной площади | _______ | ________ | _________ |
| Стоимость оборудования | ––– | 22926,5 | 20570 |
| Стоимость монтажа | ––– | 2292,6 | 2057 |
| Итого: | ––– | 25219,1 | 22657 |
3.6 РАСЧЁТ ТЕКУЩИХ ЗАТРАТ
3.6.1 ОПРЕДЕЛЕНИЕ ФОНДА ОСНОВНОЙ ЗАРАБОТНОЙ ПЛАТЫ
Форма оплаты сдельно — премиальная.
Расценок за единицу продукции в час:
![]()
где С - часовая тарифная ставка ткача - 3900 руб/час (по данным фабрики);
Но — норма обслуживания, Нот = 4 станка
Пф - фактическая производительность станка,
Базовый станок ![]()
Модернизированный станок ![]()
Зарплата ткачей. Прямая зарплата ткачей на выработку 1000 м.ткани Рбт х 1000 = 227800 руб. Рмт х 1000 = 203100 руб.
Размер премии — 40% от прямой зарплаты
Прб = 227800 х 0,4 = 91120 руб Прм = 203100 х 0,4 = 81240 руб.
Основная зарплата
Зоснб = 227800 + 91120 = 318920руб. Зоснм = 203100 + 81240 = 284340 руб. Дополнительная зарплата 10% от основной: Здопб = 31842 руб. Здопм = 28434 руб.
Отчисления на соц.нужды— 26%
Об=(Зосн + Здоп ) х 26% = (318920 + 31892) х 0,26 = 91211,12 руб.
Ом =(Зосн + Здоп ) х 26% = (284340 + 28434) х 0,26 = 81321,24 руб.
Общая сумма зарплаты ткачей
Зобщб = 318920+ 31892 + 91211,12 = 442023,12 руб.
Зобщм = 284340 + 28434+ 81321,24 = 394095,24 руб.
3.6.2 ЗАТРАТЫ НА ДВИГАТЕЛЬНУЮ ЭНЕРГИЮ
Мощность, затрачиваемая для выработки 1000 м/час.
Базовый станок Модернизированный станок
Nб = 2.2кВт х 247 = 543.4 кВт Nм = 2.2кВт х 220 = 484 кВт
Затраты на двигательную энергию
Цэ = N х КПД х Кзэ х a
где КПД — коэффициент, учитывающий потери электрической энергии в силовых сетях, электродвигателя и др., Кпд = 0,85
Кзэ — коэффициент, учитывающий загрузку электродвигателя, Кзэ = 0,85
a— цена 1 кВт час электроэнергии, a = 2,5 руб/кВт (по данным фабрики).
Цэб = 543.4 х 0.85 х 0,85 х 2,5 = 981,52 py6.
Цзм = 484 х 0,85 х 9,85 х 2,5 = 874,23 py6.
Определяем затраты на ремонт и содержание оборудования, исходя из расчета 5% от стоимости оборудования.
Базовый станок 69654 тыс.руб. х 0.05 = 3483 тыс.руб.
Модернизированный станок 62150 тыс.руб. х 0.05 = 3108 тыс.руб.
3.6.3 АМОРТИЗАЦИОННЫЕ ОТЧИСЛЕНИЯ
Амортизационные АО отчисления определяются исходя из норматива годовых амортизационных отчислений, который принят для ткацкихстанков10% от стоимости оборудования с учетом его монтажа.
АОб = 69654 х 0,1 = 6965,4 тыс.руб.
АОм = 62150 х 0,1 = 6215 тыс.р
Таблица 5.5.Полученные результаты сведем в таблицу
| Показатели | Ед. измер. |
Базовый станок |
Модернизированный станок |
| Стоимость оборудования с учетом монтажа | тыс.руб. | 76619,4 | 68365 |
| Амортизационные отчисления (10%) | тыс.руб. | 6965,4 | 6215 |
| Итого: | руб. | 83584,8 | 74580 |
Таблица 5.6. Себестоимость по изменяющимся статьям затрат.
| Статьи затрат | Сумма затрат на 1000 м., руб. | |
| Базовый станок | Модернизированный станок | |
| Заработная плата | 442023,12 | 394095,24 |
| Двигательная энергия | 981,52 | 874,23 |
| Ремонт и содержание оборудования (5% от стоимости) | 3483 | 3108 |
| Амортизация оборудования | 6965,4 | 6215 |
| Итого | 11430,37 | 10591,33 |
| Итого в% | 100 | 92,66 |
Себестоимость выработки суровья снизилась на 7,34% за счет снижения затрат по всем изменяющимся статьям.
3.7 РАСЧЁТ ЭКОНОМИЧЕСКОГО ЭФФЕКТА
Экономический эффект Э на 1000м вырабатываемого суровья от модернизации станка СТБ2-250 за счет модернизации приемной коробки находится:
Э =и(Сб+ Кб х Ен) — (См + Км х Ен)
где Сб — себестоимость продукции до модерниэации,
См — себестоимость продукции после модернизации,
Кб — удельные капитальные затраты до модерниэации,
Им — удельные капитальные затраты после модернизации,
Ен — нормативный отраслевой коэффициент экономической эффективности, Ен = 0,15.
Э = (11430,37 + 0,15 х 83584,8) – (10591,33 + 0,15 х 74580 ) = 23968,09-21778,33=2189 руб.
Таблица 5.7. Сводная таблица технико-экономических показателей по сравниваемым вариантам
| Показатели | Един. измерения | Базовый станок | Модернизированный станок |
| 1 | 2 | 3 | 4 |
| Выпуск ткани | м | 1000 | 1000 |
| Производительность станка КПВ | м/час | 4,28 | 4,8 |
| Численность ткачей | чел | 202 | 183 |
| Численность пом.мастеров | чел | 102 | 92 |
| Производственные площади |
м2 |
5402 | 4598 |
| Капитальные вложения | руб | 83584,8 | 74580 |
| Себестоимость суровья | руб | 11430,37 | 10591,33 |
| Экономический эффект на выработку 1000 м суровья | руб | - | 2189 |
ВЫВОДЫ
1. В конструкторском разделе дипломного проекта на основе анализа литературных и патентных источников, теоретических расчетов и результатов экспериментальных исследований разработана конструкторская документация на модернизацию механизмов приемной коробки ткацкого станка СТБ2-250, основными преимуществами которой являются:
— повышение надежности и скоростного режима работы механизмов приемной коробки и, как следствие, всего станка,
— удобство обслуживания и ремонта,
— сокращение потерь уточкой нити прокладчиками за счет исключения факторов, вызывающих повреждения и деформацию прокладчиков в приемной коробке,
— универс. и 140град.,
— снижение нагрузок в механизмах разработанного кулака механизма укладчика для станков СТБ с углами боя 105град торможения и возвратчика прокладчиков за счет разработки оригинальных конструктивных решений с использованием современных полимерных материалов, допускающих изготовление деталей этих механизмов в условиях фабрик. 2. В разделе "ОХРАНА ТРУДА" выполнен анализ условий эксплуатации технологического оборудования, рассмотрены потенциально-опасные вредные производственные факторы и разработан комплекс мероприятий по обеспечению безопасности труда обслуживающего персонала. Рассмотрены вопросы охраны окружающей среды и обеспечения нормальной экологической обстановки. Разработаны рекомендации по работе предприятий в чрезвычайных ситуациях,
3. В "ЭКОНОМИЧЕСКОМ РАЗДЕЛЕ" дано обоснование норм обслуживания модернизированных станков СТБ2-250, работающих в су- конной отрасли и выполнен расчет экономической эффективности предлагаемой модернизации, который составил 207,25 тыс.
руб. (неденоминированных) при выработке 1000м. суровья.
Отсюда:
Э = (14111138 + 0,15 х 4020000) – (1263986 + 0,15 х 3620000) = 207250 руб.
Таблица 13. Сводная таблица технико-экономических показателей по сравниваемым вариантам
| Показатели |
Един. измерения |
Базовый станок | Модернизированный станок |
| 1 | 2 | 3 | 4 |
| Выпуск ткани | м | 1000 | 1000 |
| Производительность станка КПВ | м/час | 4,28 | 4,8 |
| Численность ткачих | чел | 202 | 183 |
| Численность пом.мастеров | чел | 102 | 92 |
| Производственные площади |
м2 |
5402 | 4598 |
| Капитальные вложения | руб | 4020000 | 3620000 |
| Себестоимость суровья | руб | 1411138 | 1263986 |
| Экономический эффект на выработку 1000 м суровья | руб | - | 207250 |