Главная
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Дипломная работа: Электроснабжение завода продольно-строгальных станков
Дипломная работа: Электроснабжение завода продольно-строгальных станков
Федеральное агентство по образованию
(Рособразование)
Архангельский государственный технический университет
Промышленной энергетики, курс 5, группа 5
Электроснабжение промышленных предприятий
Кузнецов Валентин Никалаевич
ДИПЛОМНЫЙ ПРОЕКТ
Электроснабжение завода продольно-строгальных станков
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
1614.08.ДП.029.00ПЗ
Руководитель проекта
Соловьев И.И.
Консультанты
Волков В.М
Мокеев А.В.
Маркин Н.И.
Соловьев И.И.
Нормоконтроль
И.И. Соловьев
Рецензент
Зав. кафедрой
В.М. Волков
Декан факультета
В.П. Емельянов
Постановление Государственной аттестационной комиссии от
1. Признать, что студент
(и.,о., фамилия)
выполнил и защитил дипломный проект с оценкой
2.Присвоить квалификацию
(и.,о., фамилия)
Председатель ГАК
Секретарь ГАК
Архангельск
2008
Федеральное агентство по образованию Российской Федерации
Архангельский государственный технический университет
Кафедра электроснабжения предприятий
Задание
на дипломное проектирование
по дисциплине “ Электроснабжение промышленных предприятий ”
студенту 5 курса 5 группы
Кузнецову Валентину Николаевичу
Тему “ Электроснабжение завода продольно-строгальных станков ”
Исходные данные для проектирования:
Электроснабжение завода продольно-строгальных станков.
Питание осуществляется от подстанции неограниченной мощностью, на которой установлены два трехобмоточных трансформатора мощностью по 100 МВА, напряжением 230/115/37 кВ. Трансформаторы работают раздельно. Мощность короткого замыкания на стороне 230 кВ 1800 МВА.
Расстояние от подстанции до завода 16 км.
Стоимость
электроэнергии 1.8 коп за 1 ![]()
Режим работы предприятия: в две смены.
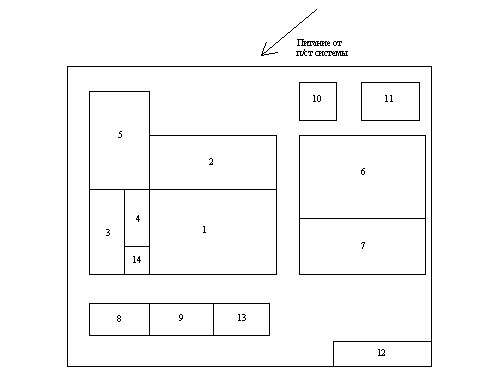
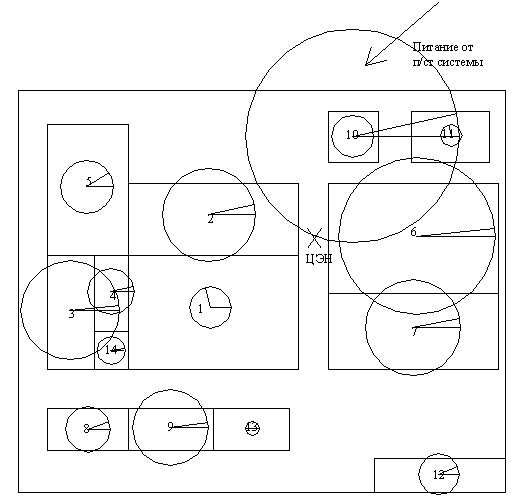
Рис. 1. -Генплан завода продольно-строгальных станков.
Таблица 1.Сведения об электрических нагрузках завода продольно-строгальных станков.
| Наименование |
Количество электро- приемников |
Установленная мощность электроприемников, кВт | |
| одного | суммарная | ||
| 1. Механический цех мелких станков | 300 | 1-40 | 4500 |
| 2. Механический цех крупных станков | 100 | 1-80 | 2500 |
| 3. Механический цех уникальных станков | 40 | 1-250 | 2800 |
| 4. Цех обработки цветных металлов | см. приложение | ||
| 5. Цех цветного литья | 50 | 1-80 | 1500 |
| 6. Сборочный цех | 50 | 1-50 | 8000 |
| 7. Чугунолитейный цех. | 150 | 1-120 | 4000 |
| 8. Заготовительно-сварочный цех | 50 | 1-80 | 800 |
| 9. Термический цех | 30 | 1-80 | 970 |
|
10. Компрессорная а) 0,4 кВ б) синхронный двигатель 10 кВ |
15 4 |
10-80 1250 |
300 5000 |
| 11. Модельный цех | 30 | 1-30 | 180 |
| 12. Заводоуправление, столовая | 40 | 1-40 | 350 |
| 13. Главный магазин | 10 | 1-10 | 50 |
| 14. Электроцех | 30 | 1-40 | 200 |
Таблица 2. Сведения об электрических нагрузках цеха обработки цветных металлов.
| Номер по плану | Приёмник |
РН, кВт |
Количество N, шт |
| 1 | Прокатный стан | 100 | 1 |
| 2,7 | Кран мостовой 5 т, ПВ=40% | 11+7,5+2,2 | 2 |
| 3 | Ножницы-тяпки | 7,5 | 1 |
| 4,20 | Ножницы дисковые концевые | 17 | 2 |
| 5 | Ножницы дисковые | 4 | 1 |
| 6,21 | Прокладочный станок | 3 | 2 |
| 8 | Сушильная печь | 25 | 1 |
| 9 | Листоправочная машина | 1,5 | 1 |
| 10,13 | 4-валковый прокатный стан | 175 | 2 |
| 11 | Кран мостовой 10 т. | 16+11+2,2 | 1 |
| 12 | Гидравлический пресс 100 т. | 10 | 1 |
| 14 | Ножницы гильотинные | 10 | 1 |
| 15,19 | Вальцешлифовальный станок | 7,5 | 2 |
| 16 | Пресс | 22 | 1 |
| 17,18 | Брикетировочный пресс 630 т. | 30 | 2 |
| 22,24 | Токарный полуавтомат | 30+2,2+1,1 | 2 |
| 25,26 | Вертикально-сверлильный станок | 5,5+0,15 | 2 |
| 27-30 | Токарно-винтовой станок | 13+1,1+0,15 | 4 |
Сроки проектирования с 15.03.2008 по 13.06.2008.
Руководитель проекта ________ Соловьев И.И. «_____»___________2008
Реферат
Курсовой проект состоит из 53 страниц. В пояснительной записке присутствует 10 рисунков, 33 таблицы. При написании курсового проекта использовалось 7 литературных источников. Курсовой проект так же включает в себя графическую часть.
Цель работы – практическое применение и закрепление знаний, полученных по курсу «Электроснабжение промышленных предприятий»; подготовка к выполнению дипломного проекта на завершающем этапе обучения в университете. В ходе курсового проектирования были рассмотрены особенности процесса завода электротехнических конструкций; определены электрические нагрузки по цехам и предприятию в целом; произведен выбор внешней и внутренней схем электроснабжения завода, а также основного и вспомогательного оборудования.
Ключевые слова, встречающиеся в курсовом проекте:
Главная понизительная подстанция предприятия (ГПП) – подстанция предприятия, предназначенная для понижения напряжения получаемого из системы до напряжения внутризаводской сети предприятия.
Цеховая подстанция (ЦП) – подстанция, устанавливаемая обычно в или рядом с цехом , предназначенная для питания этого цеха, путем понижения напряжения внутризаводской сети до напряжения потребителей цеха.
Распределительное устройство (РУ) - электроустановка, предназначенная для приема и распределения электроэнергии, содержит электрические аппараты, шины и вспомогательные устройства.
Внутризаводская сеть – система электроснабжения предприятия, передающая электроэнергию от ГПП к ЦП или РУ цехов питающимся на напряжении внутризаводской сети
Компенсация реактивной мощности – комплекс мероприятий направленных на уменьшение потребления реактивной мощности из системы.
Оглавление
Введение
1. Определение центра электрических нагрузок
2. Расчет нагрузок комбината
3.Построение картограммы нагрузок комбината
4. Выбор номинального напряжения линии электропередач, сечения и марки проводов
5. Выбор мощности трансформаторов ГПП и места их установки
6. Выбор схемы внутреннего электроснабжения
7. Расчет токов короткого замыкания в системе электроснабжения комбината
8. Выбор электрических аппаратов
9. Выбор защит и их согласование, схем автоматики, сигнализации и учета
10. Выбор компенсирующих устройств
Список использованных источников
Введение
От надежного и бесперебойного электроснабжения зависит работа промышленного предприятия. Для эффективного функционирования предприятия схема электроснабжения должна обеспечивать необходимую надежность и безопасность эксплуатации.
В данном курсовом проекте разрабатывается схема электроснабжения комбината цветной металлургии.
Потребителями электроэнергии комбината являются заводоуправление и производственные цеха, среди которых есть приемники I, II и III категорий по степени надежности электроснабжения. Требуемый уровень надежности и безопасности при разработке схемы электроснабжения и выборе оборудования можно обеспечить лишь строгим соблюдением норм, изложенных в ПУЭ, СНиПах и ГОСТах, а также применением средств релейной защиты и автоматики.
Немаловажную роль играет стоимость системы электроснабжения предприятия, поэтому при проектировании необходимо разработать несколько вариантов схем электроснабжения и на основании технико-экономического расчета выбрать наилучший.
Цены на электрооборудование в данном курсовом проекте были приняты по состоянию на 1989 г., так как в настоящее время поиск такой информации затруднителен. Тем не менее, применительно к нашим дням можно считать, что цены 1989 г. выросли примерно в 40 раз и, руководствуясь этим, можно приближенно оценить стоимость принятых в проекте решений.
1. Определение центра электрических нагрузок цеха обработки цветных металлов
Для определения места установки цеховой подстанции или распределительного шкафа определим центр электрических нагрузок цеха обработки цветных металлов, который определяется следующим образом:
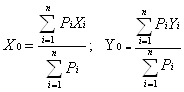
где
![]() – средняя
нагрузка i-го приемника.
– средняя
нагрузка i-го приемника.
![]() - координаты
i-го приемника.
- координаты
i-го приемника.
Сведем результаты вычисление ЦЭН в таблицу 2.
Таблица 4. Расчет ЦЭН цеха обработки цветных металлов.
| Наименование | P, кВт | x, м | y, м | x∙Pсм, м∙кВт | y∙Pсм, м∙кВт |
Ки |
Pсм, кВт |
|
|||
| 1 | Прокатный стан | 100 | 3.2 | 14.5 | 76.80 | 346.96 | 0.24 | 24.00 |
|
||
| 2 | Кран мостовой 5т. | 13.1 | 3.2 | 22.1 | 6.29 | 43.36 | 0.15 | 1.97 |
|
||
| 3 | Ножницы-тяпки | 7.5 | 1.6 | 25.9 | 2.40 | 38.80 | 0.20 | 1.50 |
|
||
| 4 | Ножницы дисковые, концевые | 17 | 1.6 | 28.9 | 5.17 | 93.39 | 0.19 | 3.23 |
|
||
| 5 | Ножницы дисковые | 4 | 5.28 | 26.6 | 4.22 | 21.30 | 0.20 | 0.80 |
|
||
| 6 | Прокладочный станок | 3 | 5.28 | 28.9 | 2.38 | 13.01 | 0.15 | 0.45 |
|
||
| 7 | Кран мостовой 5т. | 13.1 | 3.2 | 30.7 | 6.29 | 60.40 | 0.15 | 1.97 |
|
||
| 8 | Сушильная печь | 25 | 2.08 | 32.4 | 36.40 | 567.23 | 0.70 | 17.50 |
|
||
| 9 | Листопоправочная машина | 1.5 | 5.76 | 32.9 | 1.30 | 7.40 | 0.15 | 0.23 |
|
||
| 10 | Четырехвалковый прокатный стан | 175 | 12 | 5.3 | 504.00 | 223.70 | 0.24 | 42.00 |
|
||
| 11 | Кран мостовой 10т. | 29.2 | 12.8 | 10.7 | 56.06 | 46.66 | 0.15 | 4.38 |
|
||
| 12 | Гидравлический пресс 100т. | 10 | 8 | 22.1 | 16.00 | 44.13 | 0.20 | 2.00 |
|
||
| 13 | Четырехвалковый прокатный стан | 175 | 12 | 22.8 | 504.00 | 958.70 | 0.24 | 42.00 |
|
||
| 14 | Ножницы гильотинные | 10 | 8 | 26.6 | 16.00 | 53.26 | 0.20 | 2.00 |
|
||
| 15 | Вальцешлифовальный станок | 7.5 | 12.8 | 26.6 | 14.40 | 29.96 | 0.15 | 1.13 |
|
||
| 16 | Пресс | 22 | 8.8 | 32.7 | 38.72 | 143.96 | 0.20 | 4.40 |
|
||
| 17 | Брекетировочный пресс 630т. | 30 | 17.6 | 7.6 | 105.60 | 45.65 | 0.20 | 6.00 |
|
||
| 18 | Брекетировочный пресс 630т. | 30 | 18.4 | 18.3 | 110.40 | 109.57 | 0.20 | 6.00 |
|
||
| 19 | Вальцешлифовальный станок | 7.5 | 16.8 | 26.6 | 18.90 | 29.96 | 0.15 | 1.13 |
|
||
| 20 | Ножницы дисковые, концевые | 17 | 14.08 | 33.8 | 47.87 | 114.86 | 0.20 | 3.40 |
|
||
| № | Наименование | P, кВт | x, м | y, м | x∙Pсм, м∙кВт | y∙Pсм, м∙кВт |
Ки |
Pсм, кВт | |||
| 21 | Прокладочный станок | 3 | 16.48 | 33.8 | 7.42 | 15.20 | 0.15 | 0.45 | |||
| 22 | Токарный полуавтомат | 33.3 | 8 | 16.0 | 53.28 | 106.42 | 0.20 | 6.66 | |||
| 23 | Токарный полуавтомат | 33.3 | 12 | 16.0 | 79.92 | 106.42 | 0.20 | 6.66 | |||
| 24 | Токарный полуавтомат | 33.3 | 15.2 | 16.0 | 101.23 | 106.42 | 0.20 | 6.66 | |||
| 25 | Вертикально-сверлильный станок | 5.65 | 16 | 2.3 | 13.56 | 1.93 | 0.15 | 0.85 | |||
| 26 | Вертикально-сверлильный станок | 5.65 | 17.6 | 2.3 | 14.92 | 1.93 | 0.15 | 0.85 | |||
| 27 | Токарно-винторезный станок | 14.25 | 21.6 | 3.0 | 61.56 | 8.67 | 0.20 | 2.85 | |||
| 28 | Токарно-винторезный станок | 14.25 | 21.6 | 6.1 | 61.56 | 17.35 | 0.20 | 2.85 | |||
| 29 | Токарно-винторезный станок | 14.25 | 21.6 | 8.5 | 61.56 | 24.29 | 0.20 | 2.85 | |||
| 30 | Токарно-винторезный станок | 14.25 | 21.6 | 12.2 | 61.56 | 34.70 | 0.20 | 2.85 | |||
| Итого | 868.6 | 2089.76 | 3415.56 | 199.6 | |||||||
|
Xo= |
10.5 | ,м. | |||||||||
|
Yo= |
17.1 | ,м. | |||||||||
![]()
![]()
![]()
Координаты
центра электрических нагрузок цеха: ![]()
![]()
На рисунке 2 показано расположение центра электрических нагрузок на генплане цеха обработки цветных металлов.
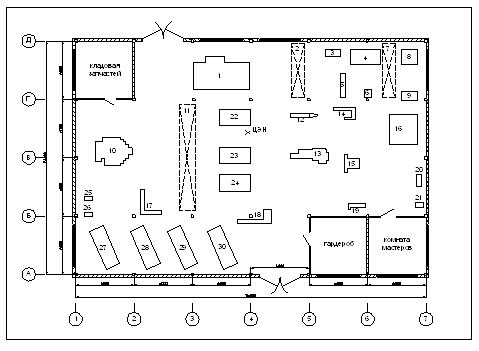
Рисунок 2-Генплан цеха обработки цветных металлов с указанием ЦЭН.
2. Расчет нагрузок цеха обработки цветных металлов
Для расчёта силовой расчётной нагрузки цеха обработки цветных металлов представим два варианта электроснабжения цеха на рис.2 и на рис.3. Определение нагрузок производится по методике, изложенной в [1].
Исходные данные для определения расчётной нагрузки цеха обработки цветных металлов представлены в табл. 3.
Все расчеты по каждому из вариантов №1 и №2 электроснабжения цеха обработки цветных металлов, сведем соответственно в табл. 4 и табл.5.
Таблица 3. Исходные данные для определения расчётной нагрузки цеха обработки цветных металлов
| Номер по плану | Приёмник |
РН, кВт |
Количество N, шт |
КИ |
сos j |
| 1 | Прокатный стан | 100 | 1 | 0.24 | 0.65 |
| 2,7 | Кран мостовой 5 т, ПВ=40% | 11+7,5+2,2 | 2 | 0.15 | 0.50 |
| 3 | Ножницы-тяпки | 7,5 | 1 | 0.20 | 0.65 |
| 4,20 | Ножницы дисковые концевые | 17 | 2 | 0.19 | 0.65 |
| 5 | Ножницы дисковые | 4 | 1 | 0.20 | 0.65 |
| 6,21 | Прокладочный станок | 3 | 2 | 0.15 | 0.55 |
| 8 | Сушильная печь | 25 | 1 | 0.70 | 0.97 |
| 9 | Листоправочная машина | 1,5 | 1 | 0.15 | 0.55 |
| 10,13 | 4-валковый прокатный стан | 175 | 2 | 0.24 | 0.65 |
| 11 | Кран мостовой 10 т. | 16+11+2,2 | 1 | 0.15 | 0.50 |
| 12 | Гидравлический пресс 100 т. | 10 | 1 | 0.20 | 0.65 |
| 14 | Ножницы гильотинные | 10 | 1 | 0.20 | 0.65 |
| 15,19 | Вальцешлифовальный станок | 7,5 | 2 | 0.15 | 0.55 |
| 16 | Пресс | 22 | 1 | 0.20 | 0.65 |
| 17,18 | Брикетировочный пресс 630 т. | 30 | 2 | 0.20 | 0.65 |
| 22,24 | Токарный полуавтомат | 30+2,2+1,1 | 2 | 0.20 | 0.65 |
| 25,26 | Вертикально-сверлильный станок | 5,5+0,15 | 2 | 0.15 | 0.55 |
| 27-30 | Токарно-винтовой станок | 13+1,1+0,15 | 4 | 0.20 | 0.65 |
При определении расчетных нагрузок цеха, используем метод упорядоченных диаграмм. Этот метод является основным при определение расчетных нагрузок систем электроснабжения. При выполнение расчётов распределяем электроприёмники на характерные группы и намечаем узлы питания. Расчёт проводим для всех узлов нагрузки и всего цеха в целом.
· Приводим все электроприёмники к относительной продолжительности включения ПВ=100% по формуле:
![]() ,где Рпасп
– паспортная мощность приёмника, кВт.
,где Рпасп
– паспортная мощность приёмника, кВт.
· Находим суммарную номинальную мощность группы электроприёмников Рн:
![]() , где рн
– номинальная активная мощность электроприёмника, кВт.
, где рн
– номинальная активная мощность электроприёмника, кВт.
· Групповой коэффициент использования активной мощности Ки
![]() , где ки
– индивидуальный коэффициент использования, определяется из литературы [1,Приложение 1].
, где ки
– индивидуальный коэффициент использования, определяется из литературы [1,Приложение 1].
· Эффективное число электроприёмников nэ

Эффективным числом электроприёмников - называют такое число одинаковых по мощности и по режиму работы электроприемников, которое даёт туже величину расчётного максимума, что и группа различных по мощности и режиму работы электроприёмников
· Средняя активная нагрузка за наиболее загруженную смену одного приёмника
![]() , кВт.
, кВт.
· Средняя реактивная нагрузка за наиболее загруженную смену одного приёмника
![]() , кВАр.
, кВАр.
-где tg(ц) – тангенс угла сдвига фаз между током и напряжением, определяемый по коэффициенту мощности cos(ц) из литературы [1,Приложение 1].
· Средняя активная нагрузка группы электроприёмников за наиболее загруженную смену
![]()
· Средняя реактивная нагрузка группы электроприёмников за наиболее загруженную смену
![]()
· Расчётная активная нагрузка группы электроприёмников Рр
![]()
,где Км – групповой коэффициент максимума , определяемый с учетом nэ и Ки из литературы [1,Табл. 3].
· Расчётная реактивная нагрузка группы электроприёмников Qр
![]()
,где КмI – коэффициент максимума реактивной нагрузки, определяемый по nэ и Ки из литературы [1,Табл. 4].
· Полная расчётная мощность группы электроприёмников Sр
![]()
· Расчётный ток группы электроприёмников Iр
![]()
· Нагрузка электрического освещения.
![]()
![]()
Ppo=8∙864∙0,9=6.2 ,кВт.
Qpo=6.2∙0,48=3 ,кВар.
,где P0 – нагрузка производственной площади, P0=8 Вт/м2
Ксо – коэффициент спроса на осветительную установку
Ксо=0,9
F – площадь цеха, м2
F=d∙h ,м2
,где d – длина цеха, d=36 м.
h – ширина цеха, h=24 м.
F=24∙36=864, м2.
cos ц =0.9,
tg ц = tg (arccos ц) =0,48
· - Полная расчетная нагрузка по цеху предприятия.
![]()
Таблица. 4.Расчет электрических нагрузок цеха обработки цветных металлов (Вариант №1).
| № | Узлы питания и группы электроприемников | Количество n, шт | Мощность одного приемника, кВт | Общая мощность, кВт | m=Pн макс/Рн мин | Ки | cos фи | tg фи | Р см, кВт | Q см, кВт | nэ | Км | Рр, кВт | Qр, кВАр | Sp, кВА | Ip, А |
|
|||||||||||||||||||||||||||||||
| Наименование оборудования |
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
РУ-СШ №1 |
|
|||||||||||||||||||||||||||||||||||||||||||||||
| 13 | Четырехвалковый прокатный стан |
1.0 |
175.0 |
175.0 |
0.24 |
0.65 |
|
|||||||||||||||||||||||||||||||||||||||||
| 1 | Прокатный стан |
1.0 |
100.0 |
100.0 |
0.24 |
0.65 |
|
|||||||||||||||||||||||||||||||||||||||||
|
СП-1 |
|
|||||||||||||||||||||||||||||||||||||||||||||||
| 25 | Вертикально-сверлильный станок | 1.0 | 5.7 | 5.7 | 0.15 | 0.55 |
|
|||||||||||||||||||||||||||||||||||||||||
| 17 | Брекетировочный пресс 630т. | 1.0 | 30.0 | 30.0 | 0.20 | 0.65 |
|
|||||||||||||||||||||||||||||||||||||||||
| 11 | Кран мостовой 10т. | 1.0 | 29.2 | 29.2 | 0.15 | 0.50 |
|
|||||||||||||||||||||||||||||||||||||||||
| 24 | Токарный полуавтомат | 1.0 | 33.3 | 33.3 | 0.20 | 0.65 |
|
|||||||||||||||||||||||||||||||||||||||||
| 27,28 | Токарно-винторезный станок | 2.0 | 14.3 | 28.5 | 0.20 | 0.65 |
|
|||||||||||||||||||||||||||||||||||||||||
|
Итого по СП-1 |
126.7 |
>3 |
0.19 |
0.61 |
1.3 |
23.6 |
30.6 |
4.3 |
5.0 |
2.4 |
56.6 |
33.6 |
65.8 |
100.2 |
|
|||||||||||||||||||||||||||||||||
|
СП-4 |
|
|||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Ножницы дисковые, концевые | 1.0 | 17.0 | 17.0 | 0.19 | 0.65 |
|
|||||||||||||||||||||||||||||||||||||||||
| 6 | Прокладочный станок | 1.0 | 3.0 | 3.0 | 0.15 | 0.55 |
|
|||||||||||||||||||||||||||||||||||||||||
| 7 | Кран мостовой 5т. | 1.0 | 13.1 | 13.1 | 0.15 | 0.50 |
|
|||||||||||||||||||||||||||||||||||||||||
| 8 | Сушильная печь | 1.0 | 25.0 | 25.0 | 0.70 | 0.97 |
|
|||||||||||||||||||||||||||||||||||||||||
| 9 | Листопоправочная машина | 1.0 | 1.5 | 1.5 | 0.15 | 0.55 |
|
|||||||||||||||||||||||||||||||||||||||||
| 15 | Вальцешлифовальный станок | 1.0 | 7.5 | 7.5 | 0.15 | 0.55 |
|
|||||||||||||||||||||||||||||||||||||||||
|
Итого по СП-4 |
67.1 |
>3 |
0.37 |
0.72 |
1.0 |
24.5 |
23.5 |
3.9 |
4.0 |
1.9 |
46.5 |
25.8 |
53.2 |
81.0 |
|
|||||||||||||||||||||||||||||||||
|
Итого по РУ-СШ №1 |
14.0 |
468.7 |
>3 |
0.26 |
0.66 |
1.1 |
120.9 |
138.2 |
4.8 |
5.0 |
2.3 |
278.0 |
152.0 |
316.8 |
481.9 |
|
||||||||||||||||||||||||||||||||
№ |
Узлы питания и группы электроприемников | Количество n, шт | Мощность одного приемника, кВт |
Общая мощность, кВт |
m=Pн макс/Рн мин | Ки | cos фи | tg фи | Р см, кВт | Q см, кВт | nэ | Км | Рр, кВт | Qр, кВАр | Sp, кВА | Ip, А | ||||||||||||||||||||||||||||||||
|
РУ-СШ №2 |
|
|||||||||||||||||||||||||||||||||||||||||||||||
| 10 | Четырехвалковый прокатный стан | 1.0 | 175.0 | 175.0 |
0.24 |
0.65 |
||||||||||||||||||||||||||||||||||||||||||
|
СП-2 |
||||||||||||||||||||||||||||||||||||||||||||||||
| 22,23 | Токарный полуавтомат | 2.0 | 33.3 | 66.6 | 0.20 | 0.65 | ||||||||||||||||||||||||||||||||||||||||||
| 18 | Брекетировочный пресс 630т. | 1.0 | 30.0 | 30.0 | 0.20 | 0.65 | ||||||||||||||||||||||||||||||||||||||||||
| 29,30 | Токарно-винторезный станок | 2.0 | 14.3 | 28.5 | 0.20 | 0.65 | ||||||||||||||||||||||||||||||||||||||||||
| 26 | Вертикально-сверлильный станок | 1.0 | 5.7 | 5.7 | 0.15 | 0.55 | ||||||||||||||||||||||||||||||||||||||||||
|
Итого по СП-2 |
130.8 |
>3 |
0.20 |
0.65 |
1.2 |
25.9 |
33.7 |
2.8 |
4.0 |
2.6 |
68.3 |
33.7 |
76.1 |
115.8 |
||||||||||||||||||||||||||||||||||
|
СП-5 |
||||||||||||||||||||||||||||||||||||||||||||||||
| 16 | Пресс | 1.0 | 22.0 | 22.0 | 0.20 | 0.65 | ||||||||||||||||||||||||||||||||||||||||||
| 20 | Ножницы дисковые, концевые | 1.0 | 17.0 | 17.0 | 0.20 | 0.65 | ||||||||||||||||||||||||||||||||||||||||||
| 21 | Прокладочный станок | 1.0 | 3.0 | 3.0 | 0.15 | 0.55 | ||||||||||||||||||||||||||||||||||||||||||
| 19 | Вальцешлифовальный станок | 1.0 | 7.5 | 7.5 | 0.15 | 0.55 | ||||||||||||||||||||||||||||||||||||||||||
|
Итого по СП-5 |
49.5 |
>3 |
0.19 |
0.63 |
1.2 |
9.4 |
12.8 |
2.9 |
4.0 |
2.6 |
24.4 |
12.8 |
27.5 |
41.8 |
||||||||||||||||||||||||||||||||||
|
СП-3 |
||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Кран мостовой 5т. | 1.0 | 13.1 | 13.1 | 0.15 | 0.50 | ||||||||||||||||||||||||||||||||||||||||||
| 3 | Ножницы-тяпки | 1.0 | 7.5 | 7.5 | 0.20 | 0.65 | ||||||||||||||||||||||||||||||||||||||||||
| 5 | Ножницы дисковые | 1.0 | 4.0 | 4.0 | 0.20 | 0.65 | ||||||||||||||||||||||||||||||||||||||||||
| 14 | Ножницы гильотинные | 1.0 | 10.0 | 10.0 | 0.20 | 0.65 | ||||||||||||||||||||||||||||||||||||||||||
| 12 | Гидравлический пресс 100т. | 1.0 | 10.0 | 10.0 | 0.20 | 0.65 | ||||||||||||||||||||||||||||||||||||||||||
| СП-5 | 49.5 | 49.5 | 0.19 | 0.63 | ||||||||||||||||||||||||||||||||||||||||||||
|
Итого по СП-3 |
94.1 |
>3 |
0.19 |
0.62 |
1.3 |
17.6 |
24.7 |
3.1 |
4.0 |
2.6 |
45.9 |
24.7 |
52.1 |
79.2 |
||||||||||||||||||||||||||||||||||
|
Итого по РУ-СШ №2 |
16.0 |
399.8 |
>3 |
0.21 |
0.64 |
1.2 |
83.3 |
100.6 |
4.2 |
5.0 |
2.4 |
200.0 |
110.7 |
228.6 |
347.7 |
|||||||||||||||||||||||||||||||||
№ |
Узлы питания и группы электроприемников | Количество n, шт | Мощность одного приемника, кВт |
Общая мощность, кВт |
m=Pн макс/Рн мин | Ки | cos фи | tg фи | Р см, кВт | Q см, кВт | nэ | Км | Рр, кВт | Qр, кВАр | Sp, кВА | Ip, А |
|
|||||||||||||||||||||||||||||||
|
Итого силовое оборудование |
30.0 |
868.6 |
>3 |
0.21 |
0.65 |
1.2 |
179.9 |
210.6 |
9.0 |
9.0 |
1.9 |
341.7 |
231.6 |
412.8 |
628.0 |
|
||||||||||||||||||||||||||||||||
| Потери в трансформаторах |
6.8 |
23.2 |
24.1 |
36.7 |
|
|||||||||||||||||||||||||||||||||||||||||||
| Освещение |
6.2 |
3.0 |
6.9 |
10.5 |
|
|||||||||||||||||||||||||||||||||||||||||||
| Компенсация |
200.0 |
|
||||||||||||||||||||||||||||||||||||||||||||||
|
ИТОГО с учетом коэф.разновремености |
354.8 |
257.8 |
394.7 |
600.4 |
|
|||||||||||||||||||||||||||||||||||||||||||
|
ИТОГО с учетом компенсации |
348.0 |
57.8 |
317.5 |
482.9 |
|
|||||||||||||||||||||||||||||||||||||||||||
Таблица. 5.Расчет электрических нагрузок цеха обработки цветных металлов (Вариант №2)
| № | Узлы питания и группы электроприемников | Количество n, шт | Мощность одного приемника, кВт | Общая мощность, кВт | m=Pн макс/Рн мин | Ки | cos фи | tg фи | Р см, кВт | Q см, кВт | nэ | Км | Рр, кВт | Qр, кВАр | Sp, кВА | Ip, А |
|
||||||||||
| Наименование оборудования |
|
||||||||||||||||||||||||||
|
РУ-СШ №1 |
|
||||||||||||||||||||||||||
| 13 | Четырехвалковый прокатный стан |
1.0 |
175.0 |
175.0 |
0.24 |
0.65 |
|
||||||||||||||||||||
| 1 | Прокатный стан |
1.0 |
100.0 |
100.0 |
0.24 |
0.65 |
|
||||||||||||||||||||
|
СП-1 |
|
||||||||||||||||||||||||||
| 25 | Вертикально-сверлильный станок | 1.0 | 5.7 | 5.7 | 0.15 | 0.55 |
|
||||||||||||||||||||
| 17 | Брекетировочный пресс 630т. | 1.0 | 30.0 | 30.0 | 0.20 | 0.65 |
|
||||||||||||||||||||
| 11 | Кран мостовой 10т. | 1.0 | 29.2 | 29.2 | 0.15 | 0.50 |
|
||||||||||||||||||||
| 24 | Токарный полуавтомат | 1.0 | 33.3 | 33.3 | 0.20 | 0.65 |
|
||||||||||||||||||||
| 27,28 | Токарно-винторезный станок | 2.0 | 14.3 | 28.5 | 0.20 | 0.65 |
|
||||||||||||||||||||
|
Итого по СП-1 |
126.7 |
>3 |
0.19 |
0.61 |
1.3 |
23.6 |
30.6 |
4.3 |
5.0 |
2.4 |
56.6 |
33.6 |
65.8 |
100.2 |
|
||||||||||||
|
СП-3 |
|
||||||||||||||||||||||||||
| 2 | Кран мостовой 5т. | 1.0 | 13.1 | 13.1 | 0.15 | 0.50 |
|
||||||||||||||||||||
| 3 | Ножницы-тяпки | 1.0 | 7.5 | 7.5 | 0.20 | 0.65 |
|
||||||||||||||||||||
| 4 | Ножницы дисковые, концевые | 1.0 | 17.0 | 17.0 | 0.19 | 0.65 |
|
||||||||||||||||||||
| 5 | Ножницы дисковые | 1.0 | 4.0 | 4.0 | 0.20 | 0.65 |
|
||||||||||||||||||||
| 6 | Прокладочный станок | 1.0 | 3.0 | 3.0 | 0.15 | 0.55 |
|
||||||||||||||||||||
| 12 | Гидравлический пресс 100т. | 1.0 | 10.0 | 10.0 | 0.20 | 0.65 |
|
||||||||||||||||||||
| 14 | Ножницы гильотинные | 1.0 | 10.0 | 10.0 | 0.20 | 0.65 |
|
||||||||||||||||||||
| 15 | Вальцешлифовальный станок | 1.0 | 7.5 | 7.5 | 0.15 | 0.55 |
|
||||||||||||||||||||
| 22 | Токарный полуавтомат | 1.0 | 33.3 | 33.3 | 0.20 | 0.65 |
|
||||||||||||||||||||
|
Итого по СП-3 |
105.4 |
>3 |
0.19 |
0.62 |
1.3 |
19.7 |
24.9 |
5.8 |
6.0 |
2.2 |
43.4 |
27.4 |
51.3 |
78.0 |
|
||||||||||||
|
Итого по РУ-СШ №1 |
17.0 |
507.0 |
>3 |
0.21 |
0.63 |
1.2 |
108.2 |
132.3 |
5.6 |
6.0 |
2.3 |
248.8 |
145.5 |
288.2 |
438.5 |
|
|||||||||||
|
РУ-СШ №2 |
|||||||||||||||||||||||||||
| 10 | Четырехвалковый прокатный стан | 1.0 | 175.0 | 175.0 |
0.24 |
0.65 |
|||||||||||||||||||||
|
СП-2 |
|||||||||||||||||||||||||||
| 23 | Токарный полуавтомат | 1.0 | 33.3 | 33.3 | 0.20 | 0.65 | |||||||||||||||||||||
| 18 | Брекетировочный пресс 630т. | 1.0 | 30.0 | 30.0 | 0.20 | 0.65 | |||||||||||||||||||||
| 29,30 | Токарно-винторезный станок | 2.0 | 14.3 | 28.5 | 0.20 | 0.65 | |||||||||||||||||||||
| 26 | Вертикально-сверлильный станок | 1.0 | 5.7 | 5.7 | 0.15 | 0.55 | |||||||||||||||||||||
|
Итого по СП-2 |
97.5 |
>3 |
0.20 |
0.64 |
1.2 |
19.2 |
25.1 |
3.3 |
4.0 |
2.6 |
50.7 |
25.1 |
56.6 |
86.1 |
|||||||||||||
|
СП-4 |
|||||||||||||||||||||||||||
| 16 | Пресс | 1.0 | 22.0 | 22.0 | 0.20 | 0.65 | |||||||||||||||||||||
| 20 | Ножницы дисковые, концевые | 1.0 | 17.0 | 17.0 | 0.20 | 0.65 | |||||||||||||||||||||
| 21 | Прокладочный станок | 1.0 | 3.0 | 3.0 | 0.15 | 0.55 | |||||||||||||||||||||
| 19 | Вальцешлифовальный станок | 1.0 | 7.5 | 7.5 | 0.15 | 0.55 | |||||||||||||||||||||
| 7 | Кран мостовой 5т. | 1.0 | 13.1 | 13.1 | 0.15 | 0.50 | |||||||||||||||||||||
| 8 | Сушильная печь | 1.0 | 25.0 | 25.0 | 0.70 | 0.97 | |||||||||||||||||||||
| 9 | Листопоправочная машина | 1.0 | 1.5 | 1.5 | 0.15 | 0.55 | |||||||||||||||||||||
|
Итого по СП-4 |
89.1 |
>3 |
0.33 |
0.70 |
1.0 |
29.1 |
32.2 |
4.8 |
5.0 |
1.9 |
55.2 |
32.2 |
63.9 |
97.3 |
|||||||||||||
|
Итого по РУ-СШ №2 |
13.0 |
361.5 |
>3 |
0.25 |
0.67 |
1.1 |
92.0 |
103.0 |
3.7 |
4.0 |
2.3 |
211.6 |
113.3 |
240.0 |
365.1 |
||||||||||||
|
Итого силовое оборудование |
30.0 |
868.6 |
>3 |
0.23 |
0.65 |
1.2 |
203.2 |
237.8 |
9.3 |
10.0 |
1.8 |
355.5 |
261.5 |
441.4 |
671.4 |
||||||||||||
| Потери в трансформаторах |
7.1 |
26.2 |
27.1 |
41.2 |
|||||||||||||||||||||||
| Освещение |
6.2 |
3.0 |
6.9 |
||||||||||||||||||||||||
| Компенсация |
200.0 |
||||||||||||||||||||||||||
|
ИТОГО с учетом коэф.разновремености |
368.9 |
290.7 |
422.7 |
642.9 |
|||||||||||||||||||||||
|
ИТОГО с учетом компенсации |
368.9 |
90.7 |
341.9 |
520.0 |
|||||||||||||||||||||||
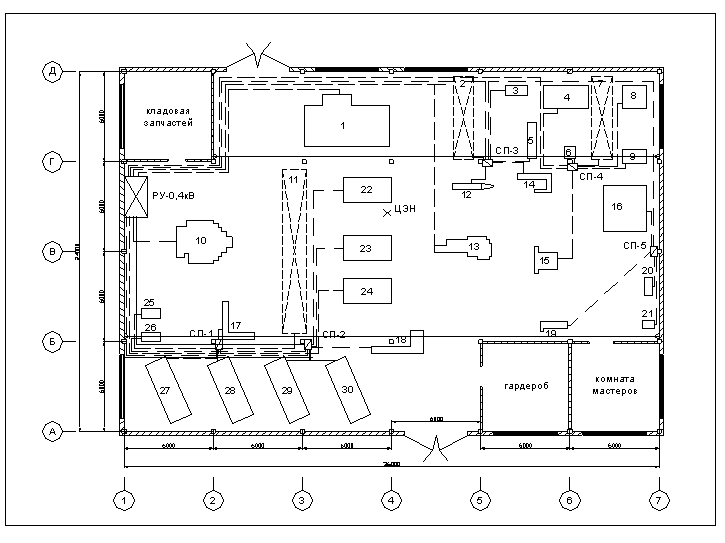
Рис. 2 – вариант №1 электроснабжения цеха обработки цветных металлов.
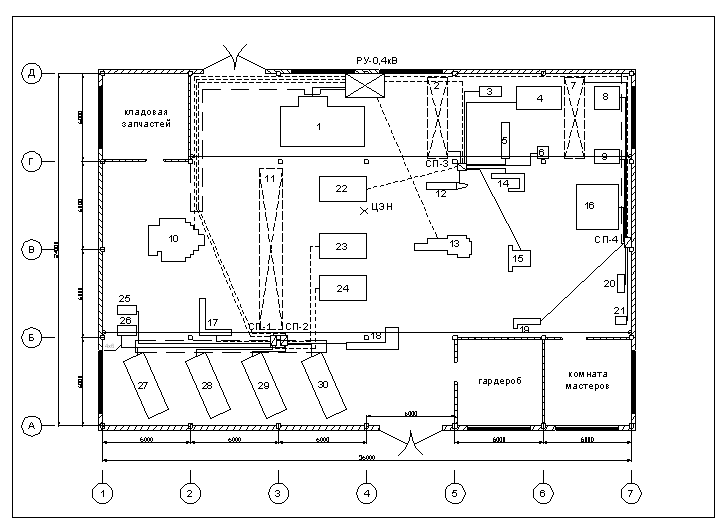
Рис. 3 – вариант №2 электроснабжения цеха обработки цветных металлов.
3. Выбор схемы питающих и распределительных сетей цеха
Питание цеха будет производиться от распределительного устройства напряжением 0,4кВ подключенного от цеховой подстанции соседнего цеха.
Питающую и распределительную сеть выполняем кабелем АВВГ и проводом марки АПВ. Для кабелей и проводов предусматриваем скрытую прокладку в металлических трубах в полу и в кабельных каналах.
Произведем выбор кабелей и проводов из литературы [], а также распределительных панелей из литературы [] для обоих вариантов электроснабжения цеха обработки цветных металлов. Для выбора схемы электроснабжения произведем технико-экономический расчет.
Выбор кабелей и проводов производится по допустимой токовой нагрузке,т.е. по нагреву в нормальном и послеаварийном режимах, производиться по условию:
![]()
где Iрасч – расчетный ток для проверки кабелей по нагреву;
Iдлит.доп. –длительно- допустимый ток, А:
kt – коэффициент, учитывающий фактическую температуру окружающей среды ( нормальная температура кабелей, проложенных в земле, равна 150С );
kn – коэффициент, учитывающий количество проложенных кабелей в траншее, определяется из литературы [];
kпер – коэффициент систематической перегрузки, зависящий от длительности перегрузки и способа прокладки ( в воздухе или в земле ), определяется из литературы [].
Также производится проверка на потере напряжения, потеря напряжения не должна превышать 5%.
Результаты выбора кабелей проводов приведены в табл. 5 и табл. 6.
Результаты выбора распределительных панелей приведены в табл. 7 и табл. 8.
Таблица. 5.Выбор кабелей и проводов цеха обработки цветных металлов (Вариант №1)
| Участок | P,кВт | Cos(ц) | Расчетный ток, А | Количество кабелей | Допустимый ток А | Марка |
Сечение мм2 |
Rуд, Ом/км |
Xуд, Ом/км |
Длина, м | Потери напряжения, % | Способ прокладки | Стоимость КЛ-0.4кВ ,руб | Стоимость потерь в КЛ-0.4кВ ,руб |
|
||||
| РУ-0.4кВ - пр№13 | 175.0 | 0.65 | 409.54 | 3 | 446 | АПВ | 3x95+1x35 | 0.329 | 0.081 | 45.2 | 1.342 | в канале, трубе | 41629 | 1220.09 |
|
||||
| РУ-0.4кВ - пр№1 | 100.0 | 0.65 | 234.02 | 1 | 236 | АВВГ | 3x150+1x70 | 0.208 | 0.0596 | 24.4 | 0.271 | в канале | 10370 | 412.01 |
|
||||
| РУ-0.4кВ - пр№10 | 175.0 | 0.65 | 409.54 | 3 | 446 | АПВ | 3x95+1x35 | 0.329 | 0.081 | 6.8 | 0.202 | в канале, трубе | 6263 | 183.55 |
|
||||
| СП1 |
|
||||||||||||||||||
| РУ-0.4кВ - СП-1 | 65.80 | 0.61 | 100.15 | 1 | 107 | АВВГ | 4х50 | 0.625 | 0.0625 | 18 | 0.205 | в канале | 3780 | 161.61 |
|
||||
| СП-1 - пр№25 | 5.7 | 0.55 | 15.63 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 9.2 | 0.111 | в канале, трубе | 1058 | 16.68 |
|
||||
| СП-1 - пр№17 | 30.0 | 0.65 | 70.21 | 1 | 89 | АПВ | 3x25+1x10 | 1.25 | 0.091 | 4.4 | 0.072 | в трубе в полу | 673 | 38.73 |
|
||||
| СП-1 - пр№11 | 29.2 | 0.50 | 88.83 | 1 | 100 | ШТМ-76 | 0.4 | 0.42 | 26 | 0.343 | по колоннам | 9360 | 169.58 |
|
|||||
| 29.2 | 0.50 | 88.83 | 1 | 101 | АВВГ | 4x35 | 0.868 | 0.063 | 5 | 0.057 | по колоннам | 880 | 48.93 |
|
|||||
| СП-1 - пр№24 | 33.3 | 0.65 | 77.93 | 1 | 89 | АПВ | 3x25+1x10 | 1.25 | 0.091 | 13.2 | 0.239 | в трубе в полу | 2020 | 143.17 |
|
||||
| СП-1 - пр№27 | 14.3 | 0.65 | 33.35 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 10.8 | 0.327 | в канале, трубе | 1242 | 89.18 |
|
||||
| СП-1 - пр№28 | 14.3 | 0.65 | 33.35 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 6.8 | 0.206 | в канале, трубе | 782 | 56.15 |
|
||||
| СП-4 |
|
||||||||||||||||||
| РУ-0.4кВ - СП-4 | 53.22 | 0.72 | 80.90 | 1 | 89 | АПВ | 3x25+1x10 | 1.25 | 0.091 | 48.4 | 0.995 | в канале, трубе | 7405 | 565.73 |
|
||||
| СП-4 - пр№4 | 17.0 | 0.65 | 39.78 | 1 | 46 | АВВГ | 4х10 | 3.12 | 0.073 | 8.4 | 0.183 | в трубе в полу | 1042 | 59.13 |
|
||||
| СП-4 - пр№6 | 3.0 | 0.55 | 8.30 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 3.6 | 0.023 | в канале, трубе | 414 | 1.84 |
|
||||
| СП-4 - пр№7 | 13.1 | 0.50 | 39.83 | 1 | 100 | ШТМ-76 | 0.4 | 0.42 | 20 | 0.118 | по колоннам | 7200 | 26.22 |
|
|||||
| 13.1 | 0.50 | 39.83 | 1 | 62 | АВВГ | 4x16 | 1.91 | 0.0675 | 5 | 0.053 | по колоннам | 670 | 21.60 |
|
|||||
| СП-4 - пр№8 | 25.0 | 0.97 | 39.20 | 1 | 46 | АВВГ | 4х10 | 3.12 | 0.073 | 10 | 0.314 | в трубе в полу | 1240 | 68.35 |
|
||||
| СП-4 - пр№9 | 1.5 | 0.55 | 4.15 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 3.6 | 0.012 | в трубе в полу | 414 | 0.46 |
|
||||
| СП-4 - пр№15 | 7.5 | 0.55 | 20.74 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 3.6 | 0.058 | в трубе в полу | 414 | 11.50 |
|
||||
| Участок | P,кВт | Cos(ц) | Расчетный ток, А | Количество кабелей | Допустимый ток А | Марка |
Сечение мм2 |
Rуд, Ом/км |
Xуд, Ом/км |
Длина, м | Потери напряжения, % | Способ прокладки | Стоимость КЛ-0.4кВ ,руб | Стоимость потерь в КЛ-0.4кВ ,руб | |||||
| СП-2 | |||||||||||||||||||
| РУ-0.4кВ - СП-2 | 76.13 | 0.65 | 115.8 | 1 | 116 | АВВГ | 4х70 | 0.447 | 0.0612 | 21.2 | 0.217 | в канале | 5342 | 182.77 | |||||
| СП-2 - пр№22 | 33.3 | 0.65 | 77.93 | 1 | 87 | АВВГ | 3x16+1x6 | 1.95 | 0.0675 | 15.6 | 0.422 | в трубе в полу | 2090 | 263.41 | |||||
| СП-2 - пр№23 | 33.3 | 0.65 | 77.93 | 1 | 87 | АВВГ | 3x16+1x6 | 1.95 | 0.0675 | 11.12 | 0.301 | в трубе в полу | 1490 | 187.76 | |||||
| СП-2 - пр№18 | 30.0 | 0.65 | 70.21 | 1 | 87 | АВВГ | 3x16+1x6 | 1.95 | 0.0675 | 6.8 | 0.166 | в трубе в полу | 911 | 93.19 | |||||
| СП-2 - пр№29 | 14.3 | 0.65 | 33.35 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 10 | 0.303 | в трубе в полу | 1150 | 82.58 | |||||
| СП-2 - пр№30 | 14.3 | 0.65 | 33.35 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 6 | 0.182 | в трубе в полу | 690 | 49.55 | |||||
| СП-2 - пр№26 | 5.7 | 0.55 | 15.63 | 1 | 29 | АВВГ | 4х6 | 5.21 | 0.09 | 14 | 0.169 | в канале, трубе | 1610 | 25.38 | |||||
| СП-5 | |||||||||||||||||||
| СП-3 - СП-5 | 27.51 | 0.63 | 41.84 | 1 | 87 | АВВГ | 4x16 | 1.95 | 0.0675 | 29.2 | 0.411 | в трубе в полу | 3913 | 142.13 | |||||
| СП-5- пр№16 | 22.0 | 0.65 | 51.48 | 1 | 87 | АВВГ | 3x16+1x6 | 1.95 | 0.0675 | 7.6 | 0.136 | в трубе в полу | 1018 | 56.01 | |||||
| СП-5- пр№20 | 17.0 | 0.65 | 39.78 | 1 | 46 | АВВГ | 4х10 | 3.12 | 0.073 | 5.2 | 0.113 | в трубе в полу | 645 | 36.60 | |||||
| СП-5- пр№21 | 3.0 | 0.55 | 8.30 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 7.6 | 0.049 | в трубе в полу | 874 | 3.88 | |||||
| СП-5- пр№19 | 7.5 | 0.55 | 20.74 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 11.6 | 0.186 | в трубе в полу | 1334 | 37.06 | |||||
| СП-3 | |||||||||||||||||||
| РУ-0.4кВ - СП-3 | 52.1 | 0.62 | 79.22 | 1 | 87 | АВВГ | 4x16 | 1.95 | 0.0675 | 44.4 | 1.165 | в трубе в полу | 5950 | 774.74 | |||||
| СП-3- пр№2 | 13.1 | 0.50 | 39.83 | 1 | 100 | ШТМ-76 | 0.4 | 0.42 | 20 | 0.118 | по колоннам | 7200 | 26.22 | ||||||
| 13.1 | 0.50 | 39.83 | 1 | 62 | АВВГ | 4x16 | 1.91 | 0.0675 | 5 | 0.053 | по колоннам | 670 | 21.60 | ||||||
| СП-3- пр№3 | 7.5 | 0.65 | 17.55 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 9.2 | 0.147 | в трубе в полу | 1058 | 21.04 | |||||
| СП-3- пр№5 | 4.0 | 0.65 | 9.36 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 6 | 0.051 | в трубе в полу | 690 | 3.90 | |||||
| СП-3- пр№14 | 10.0 | 0.65 | 23.40 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 6 | 0.128 | в трубе в полу | 690 | 24.40 | |||||
| СП-3- пр№12 | 10.0 | 0.65 | 23.40 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 4.4 | 0.094 | в трубе в полу | 506 | 17.89 | |||||
| Итого: | 134687 | 5344.66 | |||||||||||||||||
Таблица. 5.Выбор кабелей и проводов цеха обработки цветных металлов (Вариант №2)
| Участок | P,кВт | Cos(ц) | Расчетный ток, А | Количество кабелей | Допустимый ток А | Марка |
Сечение мм2 |
Rуд, Ом/км |
Xуд, Ом/км |
Длина, м | Потери напряжения, % | Способ прокладки | Стоимость КЛ-0.4кВ, руб | Стоимость КЛ-0.4кВ, руб |
| РУ-0.4кВ - пр№13 | 175.0 | 0.65 | 409 | 3 | 446 | АПВ | 3x95+1x35 | 0.329 | 0.081 | 16.2 | 0.481 | в трубе в полу | 14920 | 437.29 |
| РУ-0.4кВ - пр№1 | 100.0 | 0.65 | 234 | 1 | 238 | АВВГ | 3x120+1x70 | 0.253 | 0.0602 | 5.2 | 0.067 | в канале, трубе | 1872 | 105.54 |
| РУ-0.4кВ - пр№10 | 175.0 | 0.65 | 409 | 3 | 446 | АПВ | 3x95+1x35 | 0.329 | 0.081 | 23.6 | 0.700 | в канале, трубе | 21736 | 637.04 |
| СП1 |
|
|||||||||||||
| РУ-0.4кВ - СП-1 | 65.80 | 0.61 | 100 | 1 | 119 | АПВ | 4х70 | 0.447 | 0.082 | 35.6 | 0.317 | в канале, трубе | 8971 | 231.25 |
| СП-1 - пр№25 | 5.7 | 0.55 | 15.63 | 1 | 29 | АВВГ | 4х6 | 5.21 | 0.09 | 14 | 0.169 | в трубе в полу | 1610 | 25.38 |
| СП-1 - пр№17 | 30.0 | 0.65 | 70.21 | 1 | 89 | АПВ | 3x25+1x10 | 1.25 | 0.091 | 6.8 | 0.111 | в канале, трубе | 1040 | 59.86 |
| СП-1 - пр№11 | 29.2 | 0.50 | 88.83 | 1 | 100 | ШТМ-76 | 0.4 | 0.42 | 36 | 0.316 | по колоннам | 12960 | 234.80 | |
| 29.2 | 0.50 | 88.83 | 1 | 101 | АВВГ | 4x35 | 0.868 | 0.063 | 2 | 0.023 | по колоннам | 352 | 19.57 | |
| СП-1 - пр№24 | 33.3 | 0.65 | 77.93 | 1 | 89 | АПВ | 3x25+1x10 | 1.25 | 0.091 | 8.8 | 0.159 | в трубе в полу | 1346 | 95.45 |
| СП-1 - пр№27 | 14.3 | 0.65 | 33.35 | 1 | 39 | АВВГ | 4х10 | 3.12 | 0.073 | 12.4 | 0.227 | в трубе в полу | 1538 | 61.33 |
| СП-1 - пр№28 | 14.3 | 0.65 | 33.35 | 1 | 39 | АВВГ | 4х10 | 3.12 | 0.073 | 10 | 0.183 | в трубе в полу | 1240 | 49.46 |
| СП-3 |
|
|||||||||||||
| РУ-0.4кВ - СП-3 | 51.31 | 0.62 | 78.05 | 1 | 89 | АПВ | 3x25+1x10 | 1.25 | 0.091 | 12.4 | 0.216 | в трубе в полу | 1897 | 134.91 |
| СП-3 - пр№2 | 13.1 | 0.50 | 39.83 | 1 | 100 | ШТМ-76 | 0.4 | 0.42 | 20 | 0.118 | по колоннам | 7200 | 26.22 | |
| 13.1 | 0.50 | 39.83 | 1 | 62 | АВВГ | 4x16 | 1.91 | 0.0675 | 5 | 0.053 | по колоннам | 670 | 21.60 | |
| СП-3 - пр№3 | 7.5 | 0.65 | 17.55 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 9.2 | 0.147 | в трубе в полу | 1058 | 21.04 |
| СП-3 - пр№4 | 17.0 | 0.65 | 39.78 | 1 | 46 | АВВГ | 4х10 | 3.12 | 0.073 | 13.2 | 0.288 | в трубе в полу | 1637 | 92.91 |
| СП-3 - пр№5 | 4.0 | 0.65 | 9.36 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 6 | 0.051 | в трубе в полу | 690 | 3.90 |
| СП-3 - пр№6 | 3.0 | 0.55 | 8.30 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 8.4 | 0.054 | в трубе в полу | 966 | 4.29 |
| СП-3 - пр№12 | 10.0 | 0.65 | 23.40 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 4.4 | 0.094 | в трубе в полу | 506 | 17.89 |
| СП-3 - пр№14 | 10.0 | 0.65 | 23.40 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 5.2 | 0.111 | в трубе в полу | 598 | 21.15 |
| СП-3 - пр№15 | 7.5 | 0.55 | 20.74 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 9.2 | 0.148 | в трубе в полу | 1058 | 29.39 |
| СП-3 - пр№22 | 33.3 | 0.65 | 77.93 | 1 | 89 | АПВ | 3x25+1x10 | 1.25 | 0.091 | 10.8 | 0.195 | в трубе в полу | 1652 | 117.14 |
| СП-2 | ||||||||||||||
| РУ-0.4кВ - СП-2 | 76.13 | 0.64 | 115 | 1 | 119 | АПВ | 4х70 | 0.447 | 0.082 | 35.2 | 0.376 | в канале, трубе | 8870 | 305.68 |
| СП-2 - пр№23 | 33.3 | 0.65 | 77.93 | 1 | 89 | АПВ | 3x25+1x10 | 1.25 | 0.091 | 10.8 | 0.195 | в трубе в полу | 1652 | 117.14 |
| СП-2 - пр№18 | 30.0 | 0.65 | 70.21 | 1 | 89 | АПВ | 3x25+1x10 | 1.25 | 0.091 | 6.8 | 0.111 | в трубе в полу | 1040 | 59.86 |
| СП-2 - пр№29 | 14.3 | 0.65 | 33.35 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 9.2 | 0.279 | в трубе в полу | 1058 | 75.97 |
| СП-2 - пр№30 | 14.3 | 0.65 | 33.35 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 6 | 0.182 | в трубе в полу | 690 | 49.55 |
| СП-2 - пр№26 | 5.7 | 0.55 | 15.63 | 1 | 34 | АВВГ | 4х6 | 5.21 | 0.09 | 15.6 | 0.189 | в трубе в полу | 1794 | 28.28 |
| СП-4 |
|
|||||||||||||
| РУ-0.4кВ - СП-4 | 27.51 | 0.70 | 41.84 | 1 | 75 | АПВ | 3x25+1x10 | 1.25 | 0.091 | 30.8 | 0.320 | в канале, трубе | 4712 | 96.29 |
| СП-4- пр№16 | 22.0 | 0.65 | 51.48 | 1 | 67 | АВВГ | 3x16+1x6 | 1.95 | 0.0675 | 6 | 0.107 | в канале, трубе | 804 | 44.22 |
| СП-4- пр№20 | 17.0 | 0.65 | 39.78 | 1 | 39 | АВВГ | 4х10 | 3.12 | 0.073 | 4.4 | 0.096 | в трубе в полу | 546 | 30.97 |
| СП-4- пр№21 | 3.0 | 0.55 | 8.30 | 1 | 29 | АВВГ | 4х6 | 5.21 | 0.09 | 6.8 | 0.044 | в трубе в полу | 782 | 3.48 |
| СП-4- пр№19 | 7.5 | 0.55 | 20.74 | 1 | 29 | АВВГ | 4х6 | 5.21 | 0.09 | 11.6 | 0.186 | в трубе в полу | 1334 | 37.06 |
| СП-4- пр№7 | 13.1 | 0.50 | 39.83 | 1 | 100 | ШТМ-76 | 0.4 | 0.42 | 20 | 0.118 | по колоннам | 7200 | 26.22 | |
| 13.1 | 0.50 | 39.83 | 1 | 62 | АВВГ | 4x16 | 1.91 | 0.0675 | 5 | 0.053 | по колоннам | 670 | 21.60 | |
| СП-4- пр№8 | 25.0 | 0.97 | 39.20 | 1 | 40 | АВВГ | 4х10 | 3.12 | 0.073 | 13.2 | 0.415 | в канале, трубе | 1637 | 90.23 |
| СП-4- пр№9 | 1.5 | 0.55 | 4.15 | 1 | 29 | АВВГ | 4х6 | 5.21 | 0.09 | 10 | 0.032 | в канале, трубе | 1150 | 1.28 |
| Итого: | 119458 | 3435.25 | ||||||||||||
Таблица. 7.Выбор распределительных панелей (Вариант №1)
| Номер СП | Марка щита | Номинальный ток автоматического выключателя ввода, А | Количество автоматических выключателей распреденения, А. | Номинальный ток автоматических выключателей распреденения, А. | Стоимость,руб |
| СП-1 | ПР-8501С-2105-54-УХЛ3 | 400 | 8 | до 100А | 11500 |
| СП-2 | ПР-8501С-2040-54-УХЛ3 | 250 | 8 | до 63А | 10000 |
| СП-3 | ПР-8501С-2040-54-УХЛ3 | 250 | 8 | до 63А | 10000 |
| СП-4 | ПР-8501С-2040-54-УХЛ3 | 250 | 8 | до 63А | 10000 |
| СП-5 | ПР-8501С-2018-54-УХЛ3 | 160 | 6 | до 63А | 8000 |
Таблица. 8.Выбор распределительных панелей (Вариант №2)
| Номер СП | Марка щита | Номинальный ток автоматического выключателя ввода, А | Количество автоматических выключателей распреденения,А. | Номинальный ток автоматических выключателей распреденения, А. | Стоимость,руб |
| СП-1 | ПР-8501С-2105-54-УХЛ3 | 400 | 8 | до 100А | 11500 |
| СП-2 | ПР-8501С-2092-54-УХЛ3 | 400 | 6 | до 100А | 11000 |
| СП-3 | ПР-8501С-2106-54-УХЛ3 | 400 | 10 | до 100А | 12000 |
| СП-4 | ПР-8501С-2040-54-УХЛ3 | 250 | 8 | до 63А | 10000 |
Приведенные затраты, руб/год.:
![]() ,
,
где рн – нормативный коэффициент экономической эффективности, рн=0,12 из литературы [5]
К – капиталовложения, руб.
И – годовые эксплуатационные расходы, руб/год.
Капиталовложения будут равны:
![]() , руб.
, руб.
где Ккомм.аппар. – капиталовложения на распределительные шкафы и коммутационные аппараты, руб,
Клин – капиталовложения в сооружения линии, руб,
Годовые эксплуатационные расходы:
![]() ,
,
где Иэ – расходы на потери электроэнергии в данной установке, руб/год,
Иа – амортизационные отчисления, руб/год,
Ио – расходы на обслуживание электроустановки, руб/год., этот вид расходов изменяются незначительно, поэтому им можно пренебречь.
Расходы на потери электроэнергии вычисляются по формуле:
![]() ,руб/год.
,руб/год.
где
![]() ,
,![]() – активное и индуктивное удельное
сопротивление кабельной линии, определяется
из литературы []., Ом/км;
– активное и индуктивное удельное
сопротивление кабельной линии, определяется
из литературы []., Ом/км;
![]() – длина кабельной линии, км;
– длина кабельной линии, км;
![]() – стоимость электроэнергии за 1 кВт;
– стоимость электроэнергии за 1 кВт; ![]() руб/кВт.
руб/кВт.
![]() – количество кабелей в кабельной
линии.
– количество кабелей в кабельной
линии.
![]() – расчетный ток приемника, А;
– расчетный ток приемника, А;
Амортизационные отчисления вычисляются по формуле:
![]() ,руб/год;
,руб/год;
где Ка – норма амортизационных отчислений, для линий Ка=0,05
Результаты сравнения схем электроснабжения цеха обработки цветных металлов по технико-экономический параметрам приведены в табл.9
Таблица 9 – Сравнение вариантов схем электроснабжения цеха.
| № | Стоимость распределительных щитов, руб. |
Стоимость сети, руб. |
Суммарные капитальные вложения, руб. |
Амортизационные отчисления, руб. |
Стоимость потерь, руб. |
Приведенные затраты, руб. |
| 1 | 49500 | 134687 | 184187 | 9209 | 5344.66 | 36656 |
| 2 | 44500 | 119 457 | 163957 | 29,1567 | 8197 | 31308 |
По результатам видно, что вариант №2 дешевле, чем вариант №1, поэтому выбираем второй вариант электроснабжения цеха обработки цветных металлов.
Определение центра электрических нагрузок завода продольно-строгальных станков.
С целью определения рационального места строительства ГПП находится центр электрических нагрузок завода, который определяется следующим образом:
 , м.
, м.
 , м.
, м.
где
![]() –
расчетная мощность i-го цеха, кВт..
–
расчетная мощность i-го цеха, кВт..
![]() - координаты
i-го цеха.
- координаты
i-го цеха.
Сведем результаты вычисление ЦЭН в таблицу 2.
Таблица 2. Определение центра электрических нагрузок завода.
| № | Наименование цеха | Установленная м-ть, кВт | x | y | Кс | Рр |
| 1 | Механический цех мелких станков | 500 | 118 | 113 | 0.4 | 200 |
| 2 | Механический цех крупных станков | 2500 | 118 | 139 | 0.4 | 1000 |
| 3 | Механический цех уникальных станков | 2800 | 34 | 113 | 0.4 | 1120 |
| 4 | Цех обработки цветных металлов | 868.6 | 58 | 92 | 341.7 | |
| 5 | Сборочный цех | 800 | 45 | 192 | 0.4 | 320 |
| 6 | Чугунолитейный цех | 4000 | 250 | 158 | 0.68 | 2720 |
| 7 | Цех цветного литья | 1500 | 250 | 105 | 0.7 | 1050 |
| 8 | Заготовительно-сварочный цех | 800 | 45 | 39 | 0.3 | 240 |
| 9 | Термический цех | 970 | 118 | 39 | 0.68 | 659.6 |
| 10 | Компрессорная а) 0.4 кВ | 300 | 210 | 224 | 0.68 | 204 |
| б) синхр.двигатели 10 кВ | 5000 | 210 | 224 | 0.85 | 4250 | |
| 11 | Модельный цех | 180 | 263 | 224 | 0.3 | 54 |
| 12 | Заводоуправление, столовая | 350 | 263 | 13 | 0.55 | 192.5 |
| 13 | Главный магазин | 50 | 115 | 39 | 0.45 | 22.5 |
| 14 | Электроцех | 200 | 58 | 92 | 0.45 | 90 |
![]()
![]()
![]()
Координаты
центра электрических нагрузок завода: ![]()
![]()
На рисунке 2 показано расположение центра электрических нагрузок на генплане завода продольно-строгальных станков.
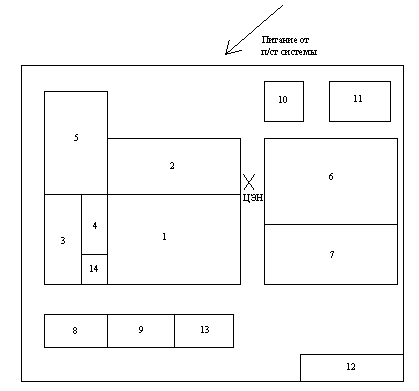
Рисунок 2-Генплан завода продольно-строгальных станков с указанием ЦЭН
4. Расчет нагрузок завода
Расчетные нагрузки для цехов завода определяем методом коэффициента спроса. Расчетную нагрузку узла системы электроснабжения (цеха, корпуса, предприятия) определяют суммированием расчетных нагрузок n групп приемников, входящих в данный узел. Рассмотрим расчет нагрузки заготовительно-сварочного цеха.
Заготовительно-сварочный цех: номинальная мощность Pн=800 кВт. Из литературы [1 П1] находим значение коэффициента использования для типового цеха kи=0.25 и коэффициент мощности cosj=0.6. Из литературы [1 таблица 6] находим значение коэффициента спроса kc=0.3.
tgj=tg(arccos(cosj))=tg(arccos(0,6))=1.33;
Расчетная активная мощность заготовительно-сварочного цеха:
Pp= kc Pн=0.3∙800=240 кВт;
Расчетная реактивная мощность заготовительно- сварочного цеха:
Qp= Pp tgj=240∙1.33=320, кВар;
Для освещения заготовительно- сварочного цеха выбираем люминесцентные лампы. Коэффициент мощности с учетом местной компенсации cosjо=0.95. Значение удельной мощности освещенности на единицу производственной площади находим согласно таблице 26.1 [2]. Для заготовительно-штамповочного цеха: р0=0.01 кВт/м2.
Площадь заготовительно-штамповочного цеха определяем по генплану предприятия с учетом масштаба, F=1445 м2. Коэффициент спроса на осветительную нагрузку для типового цеха определяем по таблице 26.3 [2], ксо=0.9.
Расчетная активная мощность на освещение заготовительно- сварочного цеха:
Ppо= kcо р0 F=0.9∙0.01∙1445 =13.01, кВт;
Расчетная реактивная мощность на освещение заготовительно- сварочного цеха:
Qро= Ppо tgj0= Ppо tg(arccos(cosjо))=13.01∙ tg(arccos(0.95))=4.28, кВар;
Суммарная активная нагрузка заготовительно-штамповочного цеха:
Рр= Pp+ Ppо=240+13.01=253.01, кВт;
Суммарная реактивная нагрузка заготовительно-штамповочного цеха:
Qр= Qp+ Qpо=320 +4.28=324.28, кВар;
Полная нагрузка:
![]() ,кВа;
,кВа;
Аналогичным образом рассчитываются остальные цеха и здания. Результаты расчетов сведены в таблицу 3.
Для освещения территории завода используем лампы ДРЛ. Коэффициент мощности с учетом местной компенсации cosjо=0.95. Значение удельной мощности освещенности на единицу производственной площади находим в литературе [2 таблица 26.1]. Для освещения территории завода р0=0,004 кВт/м2. Площадь территории завода определяем по генплану предприятия за вычетом площади цехов:
F=(75567 – 39636)=35931, м2;
Коэффициент спроса на осветительную нагрузку на территории предприятия берем по таблице 26.3 [2], ксо=1.
Расчетная активная нагрузка на территории предприятия:
Ppо= kcо× р0×F=1×0.004×35931 =143.73 кВт;
Расчетная реактивная нагрузка на территории предприятия:
Qро= Ppо× tgj0= Ppо× tg(arccos(cosjо))=143.73× tg(arccos(0.95))=47.24 кВар;
Полная нагрузка предприятия:

где kрм – коэффициент разновременности максимума. kрм=0,9 из литературы [1].
Таблица 3- Расчет нагрузок завода продольно-строгальных станков.
| N | Наименование цеха | Кол-во эл. приемников | Установленная м-ть, кВт | x, м. | y, м. | Ки | Кс | cosц | tgц | Рр, кВт | Qp, кВАр | Po | Kc |
F, м2 |
Ppo, кВт | Qpo,кВАр | ∑Pр, кВт | ∑Qр, кВАр | ∑Sр, кВА | |
| одного эл. приемника | суммарная | |||||||||||||||||||
| 1 | Механический цех мелких станков | 300 | 1-40 | 500 | 118 | 113 | 0.3 | 0.4 | 0.7 | 1.02 | 200 | 204.04 | 10 | 0.8 | 7195.7 | 57.57 | 27.9 | 257.57 | 222.98 | 340.68 |
| 2 | Механический цех крупных станков | 100 | 1-80 | 2500 | 118 | 139 | 0.3 | 0.4 | 0.7 | 1.02 | 1000 | 1020.2 | 8 | 0.9 | 4702.4 | 33.86 | 16.4 | 1033.86 | 1031.3 | 1460.3 |
| 3 | Механический цех уникальных станков | 40 | 1-250 | 2800 | 34 | 113 | 0.3 | 0.4 | 0.7 | 1.02 | 1120 | 1142.6 | 10 | 0.9 | 1976.8 | 17.79 | 8.61 | 1137.79 | 1148.48 | 1616.6 |
| 4 | Цех обработки цветных металлов | 30 | 868.6 | 58 | 92 | 0.65 | 1.17 | 341.7 | 31.60 | 8 | 0.9 | 1258.6 | 6.05 | 2.90 | 354.6 | 257.7 | 394.5 | |||
| 5 | Сборочный цех | 50 | 1-50 | 800 | 45 | 192 | 0.3 | 0.4 | 0.7 | 1.02 | 320 | 326.47 | 8 | 0.9 | 3945 | 28.40 | 13.7 | 348.40 | 335.81 | 483.89 |
| 6 | Чугунолитейный цех | 150 | 1-120 | 4000 | 250 | 158 | 0.6 | 0.68 | 0.75 | 0.882 | 2720 | 2398.8 | 8 | 0.8 | 6734.3 | 43.10 | 20.8 | 2763.10 | 2412.9 | 3668.4 |
| 7 | Цех цветного литья | 50 | 1-80 | 1500 | 250 | 105 | 0.65 | 0.7 | 0.85 | 0.62 | 1050 | 650.73 | 8 | 0.8 | 4581.8 | 29.32 | 14.2 | 1079.32 | 660.38 | 1265.3 |
| 8 | Заготовительно-сварочный цех | 50 | 1-80 | 800 | 45 | 39 | 0.25 | 0.3 | 0.6 | 1.333 | 240 | 320.00 | 10 | 0.9 | 1445 | 13.01 | 6.29 | 253.01 | 324.28 | 411.30 |
| 9 | Термический цех | 30 | 1-80 | 970 | 118 | 39 | 0.6 | 0.68 | 0.75 | 0.882 | 659.6 | 581.71 | 8 | 0.8 | 1595.3 | 10.21 | 4.94 | 669.81 | 585.07 | 889.36 |
| 10 | Компрессорная а) 0.4 кВ | 15 | 10-80 | 300 | 210 | 224 | 0.6 | 0.68 | 0.7 | 1.02 | 204 | 208.12 | 8 | 0.8 | 1079.4 | 6.91 | 3.34 | 210.91 | 211.48 | 298.67 |
| б) синхр.двигатели 10 кВ | 4 | 1250 | 5000 | 210 | 224 | 0.75 | 0.85 | 0.85 | 0.62 | 4250 | 0.00 | 4250 | 0.00 | 4250 | ||||||
| 11 | Модельный цех | 30 | 1-30 | 180 | 263 | 224 | 0.25 | 0.3 | 0.75 | 0.882 | 54 | 47.62 | 10 | 0.9 | 1742.1 | 15.68 | 7.59 | 69.68 | 52.78 | 87.41 |
| 12 | Заводоуправление, столовая | 40 | 1-40 | 350 | 263 | 13 | 0.45 | 0.55 | 0.75 | 0.882 | 192.5 | 169.77 | 10 | 0.8 | 1547.4 | 12.38 | 5.99 | 204.88 | 173.84 | 268.69 |
| 13 | Главный магазин | 10 | 1-10 | 50 | 115 | 39 | 0.35 | 0.45 | 0.8 | 0.75 | 22.5 | 16.88 | 10 | 0.8 | 1445 | 11.56 | 5.60 | 34.06 | 20.68 | 39.85 |
| 14 | Электроцех | 30 | 1-40 | 200 | 58 | 92 | 0.35 | 0.45 | 0.75 | 0.882 | 90 | 79.37 | 6 | 0.6 | 387.14 | 1.39 | 0.67 | 91.39 | 79.83 | 121.35 |
| Освещение по заводу | 0.95 | 0.329 | 4 | 1 | 35931 | 143.7 | 47.2 | 143.73 | 47.24 | 151.29 | ||||||||||
| Всего по заводу с учетом коэф.разновремености и потерь | 14192.3 | 7716.1 | 14539 | |||||||||||||||||
Построение картограммы нагрузок завода продольно-строгальных станков.
Картограмма нагрузок представляет собой план завода с нанесенными на нем окружностями, площади которых пропорциональны величине расчетных нагрузок цехов. Радиус окружности для заготовительно- сварочного цеха определяется как:
 , мм
, мм
,где R – радиус окружности, мм;
Pp – расчетная мощность цеха,кВт;
mp – масштаб мощности, mp=0,01 кВт/мм2;
Для представления о том какая часть мощности используется для освещения цеха, на окружности выделяют сектор, площадь которого пропорциональна нагрузке цеха на освещение. Угол сектора для заготовительно- сварочного цеха определяется как:
![]()
Аналогичным образом определяется радиус окружностей и угол сектора для остальных цехов. Результаты расчетов сведены в таблицу 4.
По результатам расчетов строим картограмму активных нагрузок завода, которая изображена на рисунке 3.
Таблица 4 - Расчет картограммы нагрузок: определение радиуса окружности и угла сектора.
| № | Наименование |
Pр, кВт |
Po, кВт |
б, |
R ,мм |
| 1 | Механический цех мелких станков | 200 | 57.57 | 103.62 | 18.81 |
| 2 | Механический цех крупных станков | 1000 | 33.86 | 12.19 | 42.06 |
| 3 | Механический цех уникальных станков | 1120 | 17.79 | 5.72 | 44.52 |
| 4 | Цех обработки цветных металлов | 341.7 | 6.05 | 6.37 | 24.59 |
| 5 | Сборочный цех | 320 | 28.40 | 31.95 | 23.79 |
| 6 | Чугунолитейный цех | 2720 | 43.10 | 5.70 | 69.37 |
| 7 | Цех цветного литья | 1050 | 29.32 | 10.05 | 43.10 |
| 8 | Заготовительно-сварочный цех | 240 | 13.01 | 19.51 | 20.61 |
| 9 | Термический цех | 659.6 | 10.21 | 5.57 | 34.16 |
| 10 | Компрессорная а) 0.4 кВ | 204 | 6.91 | 12.19 | 19.00 |
| б) синхр.двигатели 10 кВ | 4250 | 86.71 | |||
| 11 | Модельный цех | 54 | 15.68 | 104.53 | 9.77 |
| 12 | Заводоуправление, столовая | 192.5 | 12.38 | 23.15 | 18.46 |
| 13 | Главный магазин | 22.5 | 11.56 | 184.96 | 6.31 |
| 14 | Электроцех | 90 | 1.39 | 5.57 | 12.62 |
Масштаб mp=1,7 кВт/мм
Рисунок 3 – Картограмма активных нагрузок завода
5. Выбор номинального напряжения линии электропередач, сечения и марки проводов
Согласно заданию питание осуществляется от подстанции неограниченной мощностью, на которой установлены два трехобмоточных трансформатора мощностью по 100 МВА, напряжением 230/115/37 кВ. Трансформаторы работают раздельно. Расстояние от подстанции до завода 16км. Таким образом, существует два варианта по выбору питающего напряжения. Произведем сравнение обоих вариантов.
Оценим по эмпирической формуле Стилла величину нестандартного напряжения:
При питании от подстанции энергосистемы:
![]()
где l – длина линии, км;
Pp – передаваемая расчетная мощность, кВт;
Из стандартного ряда напряжений выбираем два ближащих значения: 110 кВ и 35 кВ. Так как имеются потребители I и II категории, то принимаем питание по двухцепной ВЛ.
Расчетный ток при напряжении 35 кВ:
![]() А.
А.
где Sp – полная расчетная мощность, кВА;
n – количество линий;
По величине расчетного тока Iр и экономической плотности тока jэ, определяется приближённое сечение проводов ВЛ. Экономическая плотность тока находится по продолжительности использования максимума нагрузки Тмах=4345 ч, из литературы [1] jэ=1,1 А/мм2
![]() мм2;
мм2;
Из
литературы [7 таблица П3.3] выбираем провод марки АС – 120 у которого длительно
допустимый ток равен Iдоп = 390 А, удельные активные и
индуктивные сопротивления ![]() Ом/км,
Ом/км, ![]() Ом/км.
Ом/км.
Выбранное сечение провода необходимо проверить на: а) допустимость к нагреву током форсированного режима; б) величину допустимых потерь напряжения.
Проверка по нагреву сводится к сравнению форсированного тока линии с допустимым:
![]() , ,А.
, ,А.
![]() , А(выполняется);
, А(выполняется);
Проверка по потерям напряжения выполняется по формуле:
![]() %
%
Аналогичный расчет делаем и для напряжения 110 кВ. Результаты расчетов сведем в таблицу 5.
Таблица 5 – Выбор сечения проводов, проверка по падению напряжения.
|
|
|
|
|
Марка провода |
|
|
l, км |
|
| 35 | 120.06 | 240.11 | 109.14 | АС-120 | 0.27 | 0.4 | 16 | 1.58 |
| 110 | 38.20 | 76.40 | 34.73 | АС-70 | 0.46 | 0.43 | 16 | 0.31 |
Подсчитаем затраты на электроснабжение при напряжении 35 и 110 кВ.
Используем укрупненные данные 1989 года с учетом увеличения цен в 100 раз.
Приведенные затраты, тыс. руб/год.:
![]() , тыс. руб/год
, тыс. руб/год
где рн – нормативный коэффициент экономической эффективности, рн = 0,12 литературы [].
К – капиталовложения, тыс. руб.
И – годовые эксплуатационные расходы, руб/год.
Капиталовложения будут равны:
![]() ,
,
где Ккомм.аппар. – капиталовложения на высоковольтные коммутационные аппараты, тыс. руб,
Клин – капиталовложения в сооружения линии, тыс. руб,
Ктр – капиталовложения на силовой трансформатор, тыс. руб.
Питание осуществляется по двуцепной линии, опоры металлические с двухцепной подвеской цепей. Упрощеная схема внешнего электроснабжения предприятия приведена на рисунке 4.
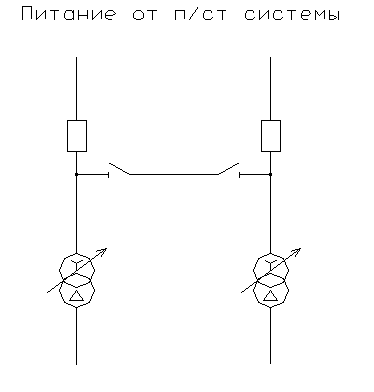
Рисунок 4 – Упрощеная схема внешнего электроснабжения завода продольно-строгальных станков.
Из литературы [5,таблица 5.2] находим, что стоимость ОРУ с элегазовыми выключателями на напряжение 110 кВ составляет 3200 тыс. руб., стоимость сооружения 1 км двухцепной сталеалюминевой воздушной линии проводами марки АС-70 на железобетонных опорах на 110 кВ равна 1500 тыс. руб, [5 ,таблица 10.15]. Стоимость силового трансформатора напряжением 110/10 кВ и мощностью 10МВА равна 4360 тыс. руб. [5, таблица 3.6].
![]() , тыс. руб.;
, тыс. руб.;
Стоимость ОРУ с элегазовыми выключателями на напряжение 35 кВ составляет 2500 тыс. руб, стоимость сооружения 1 км двухцепной сталеалюминевой воздушной линии проводами марки АС-120 на металлических опорах на 35 кВ равна 1360 тыс. руб, [5 ,таблица 10.15]. Стоимость силового трансформатора напряжением 35/10 кВ равна 3200 тыс. руб. [5, таблица 3.6].
![]() , тыс. руб.;
, тыс. руб.;
Годовые эксплуатационные расходы:
![]() ,
,
где Иэ – расходы на потери электроэнергии в данной установке, руб/год,
Иа – амортизационные отчисления, руб/год,
Ио – расходы на обслуживание электроустановки, руб/год., этот вид расходов изменяются незначительно, поэтому им можно пренебречь.
Линия 110 кВ:
Расходы на потери электроэнергии вычисляются по формуле:
Для
линий: ![]() ,тыс.руб/год;
,тыс.руб/год;
,где ДSmax – потери активной мощности в электроустановке при максимальной нагрузке на напряжение 110кВ
 , кВА
, кВА
Для трансформаторов:
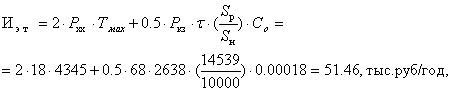
где ДPхх – потери холостого хода для трансформатора ТДН-10000/110 .
ДPхх=18, кВт из литературы [].
ДPкз – потери короткого замыкания для трансформатора ТДН-10000/110
ДPкх=68, кВт из литературы [].
ф – время наибольших потерь, ч, ф = 2638 часов, из литературы [],
Со – стоимость энергии, Со=0,00018 тыс.руб/кВА.
Амортизационные отчисления вычисляются по формуле:
![]() ;
;
где Ка – норма амортизационных отчислений, для линий Ка=0,05, для трансформаторов Ка=0,09 из литературы [5,таблица 5.2],
![]() тыс.руб/год;
тыс.руб/год;
![]() тыс.руб/год;
тыс.руб/год; ![]() тыс.руб/год;
тыс.руб/год;
Приведенные затраты на электроснабжение, при напряжении 110 кВ:
![]() тыс.руб/год;
тыс.руб/год;
Линия 35 кВ:
Для
линий: ![]() ,тыс.руб/год;
,тыс.руб/год;
,где ДSmax – потери активной мощности в электроустановке при максимальной нагрузке на напряжение 35кВ
 , кВА
, кВА
Для трансформаторов:

где ДPхх – потери холостого хода для трансформатора ТДН-10000/35 .
ДPхх=14.5, кВт из литературы [].
ДPкз – потери короткого замыкания для трансформатора ТДН-10000/35
ДPкх=65, кВт из литературы [].
![]() тыс.руб/год;
тыс.руб/год;
![]() тыс.руб/год;
тыс.руб/год;
![]() тыс.руб/год;
тыс.руб/год;
Тогда приведенные затраты на электроснабжение при напряжении 35 кВ:
![]() тыс.руб/год;
тыс.руб/год;
Результаты расчетов сведем в таблицу 6.
Таблица 6 – Выбор уровня напряжения внешнего электроснабжения.
| Уровень напряжения, кВ |
Капитальные вложения К, тыс.руб. |
Издержки И, тыс.руб. |
Приведенные затраты З,тыс.руб. |
| 35 | 30660 | 1860 | 5539 |
| 110 | 35920 | 2200 | 6510 |
По приведенным затратам выбираем наиболее выгодный уровень напряжения 35кВ.
Выбор мощности трансформаторов ГПП и места их установки
Среди цехов завода продольно-строгальных станков приобладают цеха первой и второй категории, поэтому принимаем число трансформаторов равное двум.
Выбор двухтрансформаторной подстанции производиться по условию:
![]()
Принимаем мощность трансформатора марки ТДН-10000/35/10,5
![]()
Для установки на ГПП выбираем трансформатор марки ТДН-10000/35/10,5. Для обеспечения требуемой надёжности на ГПП предусматриваем установку двух трансформаторов данной марки. Данный вид выбранного трансформатора предусматривает возможное увеличение потребляемой мощности предприятия, а следовательно и снижение затрат при замене их более мощными.
Для строительства ГПП выбираем свободную территорию с учетом того, чтобы она была как можно ближе к центру электрических нагрузок завода. Под строительство подстанции отведем площадь размерами 50х40 м .Место расположения ГПП указана на рисунке 5.
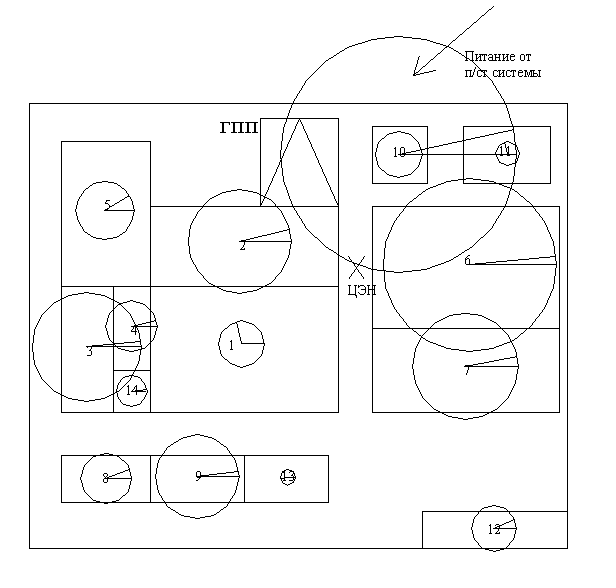
Рисунок 5 – Место расположения ГПП на генплане завода продольно-строгальных станков
6. Выбор схемы внутреннего электроснабжения
При проектировании системы внутреннего электроснабжения завода продольно-строгальных станков, будем учитывать:
- существуют приемники 10 кВ.
- категорийность приемников.
- наличием цехов с малой потребляемой мощностью.
Категорийность надежности электроснабжения цехов завода продольно-строгальных станков указана в таблице.6.
Таблица 6- Категории цехов завода продольно-строгальных станков по надежности электроснабжения.
| № | Цех | Категория |
| 1 | Механический цех мелких станков | 2 |
| 2 | Механический цех крупных станков | 2 |
| 3 | Механический цех уникальных станков | 2 |
| 4 | Цех обработки цветных металлов | 2 |
| 5 | Сборочный цех | 2 |
| 6 | Чугунолитейный цех | 1 |
| 7 | Цех цветного литья | 1 |
| 8 | Заготовительно-сварочный цех | 2 |
| 9 | Термический цех | 1 |
| 10 |
Компрессорная а) 0,4 кВ б) Синхронные двигатели 10 кВ |
2 1 |
| 11 | Модельный цех | 3 |
| 12 | Заводоуправление, столовая | 3 |
| 13 | Главный магазин | 3 |
| 14 | Электроцех | 2 |
При проектировании электроснабжения рассмотрим несколько вариантов и выберем наиболее экономичный по приведенным затратам.
Варианты схем внутреннего электроснабжения смотрены на рисунках 6,7.
В зависимости от общей схемы электроснабжения, величины потребляемой мощности, территориального размещения нагрузок, , выбираем радиальную или магистральную схему. Наилучший вариант схемы электроснабжения промышленного предприятия выбирают по условию минимальных приведённых затрат:
![]() , тыс. руб/год
, тыс. руб/год
где рн – нормативный коэффициент экономической эффективности, рн = 0,12 литературы [].
К – капиталовложения, тыс. руб.
И – годовые эксплуатационные расходы, руб/год.
Капиталовложения будут равны сумме стоимостей кабельных линий и трансформаторных подстанций:
![]() , тыс.руб.
, тыс.руб.
где Клин – капиталовложения в сооружения кабельных линий, тыс. руб,
Ктр – капиталовложения на строительство цеховых трансформаторных подстанций, тыс. руб.
Годовые эксплуатационные расходы:
![]() , тыс.руб.
, тыс.руб.
где Иэ – расходы на потери электроэнергии в данной установке, руб/год,
Иа – амортизационные отчисления, руб/год,
Ио – расходы на обслуживание электроустановки, руб/год., этот вид расходов изменяются незначительно, поэтому им можно пренебречь.
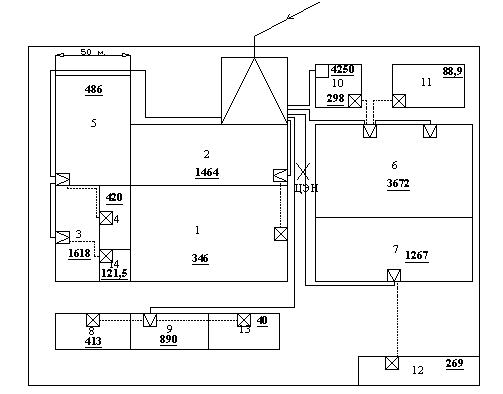
Рисунок 6 – Первый вариант внутренней схемы электроснабжения завода продольно-строгальных станков
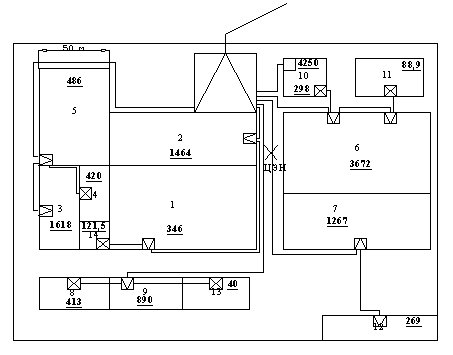
Рисунок 7 – Второй вариант внутренней схемы электроснабжения завода продольно-строгальных станков
Произведем технико-экономический расчет по выбору наиболее оптимального варианта схемы внутреннего электроснабжения. Капитальные вложения на строительство складываются из суммы вложений в устройство ЦТП и стоимости кабельной сети. Результаты расчетов мощности и стоимости ЦТП для каждого варианта сведем в таблицу 7. Используем укрупненные данные 1989 года [5] увеличенные в сто раз.
Таблица 7 – Расчет мощности и стоимости ЦТП (вариант №1).
| N | Наименование цеха |
|
|
Категория надежности | Pрасч без КРМ, кВт | Pрасч с КРМ по 0.4, кВт | Sном без КРМ кВ∙А | Sном с КРМ кВ∙А | n1 | n2 | n | Q пропус через трансф | Qp-Qпропус | Марка КТП | Стоимость КТП с учетом оборудования и монтажа, тыс.руб | Потери электроэнергии в КТП, кВА/год | Стоимость потерь электроэнергии в КТП, тыс.руб/год | ||
| ЦТП-2 | |||||||||||||||||||
| 1 | Механический цех мелких станков | 257.6 | 340.7 | 2 | 200.0 | ||||||||||||||
| 2 | Механический цех крупных станков | 1033.9 | 1460.3 | 2 | 1000.0 | ||||||||||||||
| Итого ЦТП-2 | 1291.4 | 1800.3 | 2 | 1260.2 | 904.8 | 1600 | 1000 | 1.15 | 1.84 | 2 | 1830.2 | -575.9 | 2КТП-1000/10 У3 | 2875 | 105757.45 | 19.04 | |||
| ЦТП-3 | |||||||||||||||||||
| 3 | Механический цех уникальных станков | 1137.8 | 1616.7 | 2 | 1000.0 | ||||||||||||||
| 14 | Электроцех | 91.4 | 121.3 | 2 | 50.0 | ||||||||||||||
| Итого ЦТП-3 | 1229.2 | 1737.7 | 2 | 1216.4 | 869.4 | 1600 | 1000 | 1.10 | 1.76 | 2 | 1872.6 | -644.3 | 2КТП-1000/10 У3 | 2875 | 104517.57 | 18.81 | |||
| ЦТП-5 | |||||||||||||||||||
| 4 | Цех обработки цветных металлов | 354.6 | 394.5 | 2 | 250.0 | ||||||||||||||
| 5 | Сборочный цех | 348.4 | 483.9 | 2 | 0.0 | ||||||||||||||
| Итого ЦТП-5 | 703.0 | 920.0 | 2 | 644.0 | 547.7 | 1000 | 630 | 1.00 | 1.59 | 2 | 1210.9 | -617.2 | 2КТП-630/10 У3 | 2666 | 59187.03 | 10.65 | |||
| ЦТП-6.2 | |||||||||||||||||||
| 6 | Чугунолитейный цех | 1842.1 | 2445.6 | 1 | 1100.0 | ||||||||||||||
| Итого ЦТП-6.2 | 1842.1 | 2445.6 | 1 | 1589.6 | 1242.2 | 1600 | 1250 | 1.77 | 2.27 | 2 | 966 | 642.6 | 2КТП-1600/10 У3 | 6560 | 77056.14 | 13.87 | |||
| ЦТП-6.1 | |||||||||||||||||||
| 6 | Чугунолитейный цех | 921.0 | 1222.8 | 1 | |||||||||||||||
| 10 | Компрессорная а) 0.4 кВ | 210.9 | 298.7 | 2 | 200.0 | ||||||||||||||
| 11 | Модельный цех | 69.7 | 87.4 | 3 | |||||||||||||||
| Итого ЦТП-6.1 | 1201.6 | 1608.0 | 1 | 1045.2 | 963.7 | 1600 | 1000 | 1.16 | 1.85 | 2 | 1698 | -629.2 | 2КТП-1000/10 У3 | 2875 | 74014.92 | 13.32 | |||
| ЦТП-7 | |||||||||||||||||||
| 7 | Цех цветного литья | 1079.3 | 1265.3 | 1 | 660.0 | ||||||||||||||
| 12 | Заводоуправление, столовая | 204.9 | 268.7 | 3 | 175.0 | ||||||||||||||
| Итого ЦТП-7 | 1284.2 | 1531.4 | 1 | 995.4 | 834.7 | 1000 | 1000 | 1.98 | 1.98 | 2 | 202 | 632.2 | 2КТП-1000/10 У3 | 2875 | 70412.61 | 12.67 | |||
| ЦТП-9 | |||||||||||||||||||
| 8 | Заготовительно-сварочный цех | 253.0 | 411.3 | 2 | 300.0 | ||||||||||||||
| 9 | Термический цех | 669.8 | 889.4 | 1 | 500.0 | ||||||||||||||
| 13 | Главный магазин | 34.1 | 39.8 | 3 | |||||||||||||||
| Итого ЦТП-9 | 956.9 | 1334.4 | 1 | 867.3 | 627.7 | 1000 | 630 | 1.47 | 2.34 | 2 | 880 | 50.0 | 2КТП-630/10 У3 | 2666 | 62529.62 | 11.26 | |||
| Итого стоимость | 23392 | 99.63 | |||||||||||||||||
|
|||||||||||||||||||
Таблица 7 – Расчет мощности и стоимости ЦТП (вариант №2).
| N | Наименование цеха |
|
|
Категория надежности | Pрасч без КРМ, кВт | Pрасч с КРМ по 0.4, кВт | Sном без КРМ кВ∙А | Sном с КРМ кВ∙А | n1 | n2 | n | Q пропус через трансф | Qp-Qпропус | Марка КТП | Стоимость КТП с учетом оборудования и монтажа, тыс.руб | Потери электроэнергии в КТП, кВА/год | Стоимость потерь электроэнергии в КТП, тыс.руб/год | |||||||||||||
| ЦТП-1 | ||||||||||||||||||||||||||||||
| 1 | Механический цех мелких станков | 257.6 | 340.7 | 2 | 200.0 | |||||||||||||||||||||||||
| 14 | Электроцех | 91.4 | 121.3 | 2 | 50.0 | |||||||||||||||||||||||||
| Итого ЦТП-1 | 349.0 | 462.0 | 2 | 323.4 | 247.1 | 400 | 250 | 1.25 | 1.99 | 2 | 438 | -135.2 | 2КТП-250/10 У3 | 850 | 28280.13 | 5.09 | ||||||||||||||
| ЦТП-2 | ||||||||||||||||||||||||||||||
| 2 | Механический цех крупных станков | 1033.9 | 1460.3 | 2 | 1000.0 | |||||||||||||||||||||||||
| Итого ЦТП-2 | 1033.9 | 1460.3 | 2 | 1022.2 | 724.0 | 1600 | 1000 | 0.92 | 1.48 | 2 | 1987 | -955.8 | 2КТП-1000/10 У3 | 2875 | 92867.63 | 16.72 | ||||||||||||||
| ЦТП-3 | ||||||||||||||||||||||||||||||
| 3 | Механический цех уникальных станков | 1137.8 | 1616.7 | 2 | 1000.0 | |||||||||||||||||||||||||
| Итого ЦТП-3 | 1137.8 | 1616.7 | 2 | 1131.7 | 799.4 | 1600 | 1000 | 1.02 | 1.63 | 2 | 1929 | -781.0 | 2КТП-1000/10 У3 | 2875 | 100049.10 | 18.01 | ||||||||||||||
| ЦТП-5 | ||||||||||||||||||||||||||||||
| 4 | Цех обработки цветных металлов | 354.6 | 394.5 | 2 | 250.0 | |||||||||||||||||||||||||
| 5 | Сборочный цех | 348.4 | 483.9 | 2 | 0.0 | |||||||||||||||||||||||||
| Итого ЦТП-5 | 703.0 | 920.0 | 2 | 644.0 | 547.7 | 1000 | 630 | 1.00 | 1.59 | 2 | 1211 | -617.2 | 2КТП-630/10 У3 | 2666 | 59187.03 | 10.65 | ||||||||||||||
| ЦТП-6.2 | ||||||||||||||||||||||||||||||
| 6 | Чугунолитейный цех | 1842.1 | 2445.6 | 1 | 2200.0 | |||||||||||||||||||||||||
| 11 | Модельный цех | 1079.3 | 1265.3 | 3 | ||||||||||||||||||||||||||
| Итого ЦТП-6.2 | 2921.4 | 3699.1 | 1 | 2404.4 | 1899.4 | 2500 | 2500 | 1.80 | 1.80 | 2 | 1424 | 845.0 | 2КТП-2500/10 У3 | 8521 | 103957.74 | 18.71 | ||||||||||||||
| ЦТП-6.1 |
|
|||||||||||||||||||||||||||||
| 6 | Чугунолитейный цех | 921.0 | 1222.8 | 1 |
|
|||||||||||||||||||||||||
| 10 | Компрессорная а) 0.4 кВ | 210.9 | 298.7 | 1 | 1000.0 |
|
||||||||||||||||||||||||
| Итого ЦТП-6.1 | 1131.9 | 1520.9 | 1 | 988.6 | 735.8 | 1000 | 1000 | 1.74 | 1.74 | 2 | 639 | 376.5 | 2КТП-1000/10 У3 | 2875 | 69993.30 | 12.60 |
|
|||||||||||||
| ЦТП-7 |
|
|||||||||||||||||||||||||||||
| 7 | Цех цветного литья | 1079.3 | 1265.3 | 1 | 600.0 |
|
||||||||||||||||||||||||
| Итого ЦТП-7 | 1079.3 | 1265.3 | 1 | 822.5 | 702.7 | 1000 | 1000 | 1.66 | 1.66 | 2 | 724 | -64.2 | 2КТП-1000/10 У3 | 2875 | 62592.78 | 11.27 |
|
|||||||||||||
| ЦТП-9 |
|
|||||||||||||||||||||||||||||
| 8 | Заготовительно-сварочный цех | 253.0 | 411.3 | 2 | 300.0 |
|
||||||||||||||||||||||||
| 9 | Термический цех | 669.8 | 889.4 | 1 | 500.0 |
|
||||||||||||||||||||||||
| 13 | Главный магазин | 34.1 | 39.8 | 3 |
|
|||||||||||||||||||||||||
| Итого ЦТП-9 | 956.9 | 1334.4 | 1 | 867.3 | 627.7 | 1000 | 630 | 1.47 | 2.34 | 2 | 880 | 50.0 | 2КТП-630/10 У3 | 2666 | 62529.62 | 11.26 |
|
|||||||||||||
| ЦТП-12 |
|
|||||||||||||||||||||||||||||
| 12 | Заводоуправление, столовая | 204.9 | 268.7 | 3 | 175.0 |
|
||||||||||||||||||||||||
| Итого ЦТП-12 | 204.9 | 268.7 | 3 | 241.8 | 184.4 | 250 | 250 | 0.82 | 0.82 | 1 | 143 | 30.6 | КТП-250/10 У3 | 451 | 22787.99 | 4.10 |
|
|||||||||||||
| Итого стоимость | 26654 | 108.40 |
|
|||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||
где
![]() -
расчетная активная нагрузка цеха, кВт.
-
расчетная активная нагрузка цеха, кВт.
![]() - расчетная
полная нагрузка цеха, кВА.
- расчетная
полная нагрузка цеха, кВА.
Sном без КРМ – номинальная мощность цехового трансформатора без учета компенсации реактивной мощности в цехе на стороне 0,4кВ, кВА.
Sном с КРМ номинальная мощность цехового трансформатора с учетом компенсации реактивной мощности в цехе на стороне 0,4кВ, кВА.
n1 – минимальное возможное число трансформаторов без компенсации реактивной мощности в цехе на стороне 0,4кВ.
n2–минимальное возможное число трансформаторов с учетом полной компенсации реактивной мощности в цехе на стороне 0,4кВ.
n – принятое число трансформаторов.
![]() -наибольшая
реактивная мощность, которая может быть передана в сеть напряжением до 1000 В
из сети 10 кВ без увеличения числа трансформаторов.
-наибольшая
реактивная мощность, которая может быть передана в сеть напряжением до 1000 В
из сети 10 кВ без увеличения числа трансформаторов.
![]() - расчетная
реактивная нагрузка цеха, кВАр.
- расчетная
реактивная нагрузка цеха, кВАр.
Оценим стоимость кабельных сетей на территории предприятия для двух вариантов, результаты расчетов сведем в таблицу 8,9.
Таблица 8 - Оценка стоимости вариантов кабельной сети и её параметров (вариант №1)
| Участок сети | Длина участка сети, м | Способ прокладки | Расчетная нагрузка, кВА |
Iрасч,А |
Iдоп,А |
Sэк,мм2 |
Число кабелей | Марка |
Сечение, мм2 |
rуд, Ом/км |
xуд, Ом/км |
Потери напряжения, % | Стоимость сети, тыс. руб. | Годовые потери электроэнергии, кВА/год | Годовые потери электроэнергии, тыс.руб/год | |
|
Вариант №1 |
||||||||||||||||
|
Кабеля 10 кВ |
||||||||||||||||
| ГПП−ЦТП2 | 52.63 | в траншее | 1 800.99 | 104.10 | 124.2 | 30.6 | 2 | АПвЭБП | 3x35 | 0.868 | 0.42 | 0.05 | 29.16 | 2177.14 | 0.39189 | |
| ГПП−ЦТП9 | 250.00 | в траншее | 1 340.50 | 77.49 | 105.3 | 22.8 | 2 | АПвЭБП | 3x25 | 1.2 | 0.445 | 0.25 | 127.00 | 7604.16 | 1.36875 | |
| ГПП−ЦТП5 | 263.16 | в траншее | 2 616.42 | 151.24 | 179.1 | 44.5 | 2 | АПвЭБП | 3x70 | 0.443 | 0.366 | 0.23 | 183.68 | 13691.09 | 2.46440 | |
| ГПП−ЦТП6.1 | 105.26 | в траншее | 4 054.50 | 234.36 | 243.9 | 68.9 | 2 | АПвЭБП | 3x120 | 0.253 | 0.318 | 0.10 | 96.00 | 9300.02 | 1.67400 | |
| ГПП−ЦТП7 | 236.84 | в траншее | 1 534.02 | 88.67 | 105.3 | 26.1 | 2 | АПвЭБП | 3x25 | 1.2 | 0.445 | 0.27 | 120.32 | 9433.97 | 1.69812 | |
| ГПП−ВД1 | 65.79 | в траншее | 1 470.59 | 85.01 | 132 | 50.0 | 1 | АПвЭБП | 3x50 | 0.641 | 0.394 | 0.04 | 20.20 | 2831.64 | 0.50969 | |
| ГПП−ВД2 | 65.79 | в траншее | 1 470.59 | 85.01 | 132 | 50.0 | 1 | АПвЭБП | 3x50 | 0.641 | 0.394 | 0.04 | 20.20 | 2831.64 | 0.50969 | |
| ГПП−ВД3 | 65.79 | в траншее | 1 470.59 | 85.01 | 132 | 50.0 | 1 | АПвЭБП | 3x50 | 0.641 | 0.394 | 0.04 | 20.20 | 2831.64 | 0.50969 | |
| ГПП−ВД4 | 65.79 | в траншее | 1 470.59 | 85.01 | 132 | 50.0 | 1 | АПвЭБП | 3x50 | 0.641 | 0.394 | 0.04 | 20.20 | 2831.64 | 0.50969 | |
| ЦТП5−ЦТП3 | 92.11 | в траншее | 2 132.52 | 123.27 | 124.2 | 36.3 | 2 | АПвЭБП | 3x35 | 0.868 | 0.42 | 0.11 | 51.03 | 5341.80 | 0.96152 | |
| ЦТП6.1−ЦТП6.2 | 78.95 | в траншее | 2 000.00 | 115.61 | 124.2 | 34.0 | 2 | АПвЭБП | 3x35 | 0.868 | 0.42 | 0.09 | 43.74 | 4027.30 | 0.72491 | |
|
Кабеля 0,4 кВ |
||||||||||||||||
| ЦТП2−РП1 | 52.63 | в трубе | 340.68 | 518.22 | 531 | 4 | АВВГ | 4x185 | 0.164 | 0.0596 | 0.63 | 128.42 | 4881.22 | 0.87862 | ||
| ЦТП5−РП4 | 65.79 | в трубе | 394.52 | 600.12 | 613.8 | 4 | АВВГ | 4x240 | 0.125 | 0.0596 | 0.72 | 167.11 | 6493.78 | 1.16888 | ||
| ЦТП3−РП14 | 52.63 | в трубе | 121.35 | 184.59 | 197.1 | 2 | АВВГ | 4x120 | 0.253 | 0.0602 | 0.66 | 45.58 | 1846.09 | 0.33230 | ||
| ЦТП9−РП8 | 26.32 | в трубе | 411.30 | 625.65 | 663.75 | 6 | АВВГ | 4x185 | 0.164 | 0.0596 | 0.25 | 96.32 | 2371.61 | 0.42689 | ||
| ЦТП9−РП13 | 52.63 | в трубе | 39.85 | 60.61 | 63 | 1 | АВВГ | 4x16 | 1.91 | 0.0675 | 1.60 | 7.89 | 2925.44 | 0.52658 | ||
| ЦТП6−РП10 | 39.47 | в траншее | 298.67 | 454.33 | 459 | 2 | АВБбШв | 4x150 | 0.206 | 0.0596 | 1.01 | 40.58 | 6916.31 | 1.24494 | ||
| ЦТП7−ЦТП12 | 144.74 | в траншее | 268.69 | 408.72 | 459 | 2 | АВБбШв | 4x150 | 0.206 | 0.0596 | 3.34 | 148.79 | 20524.26 | 3.69437 | ||
| ЦТП6−РП11 | 52.63 | в траншее | 87.41 | 132.97 | 137 | 1 | АВБбШв | 4*50 | 0.641 | 0.0625 | 1.19 | 12.68 | 4744.53 | 0.85402 | ||
|
Итого |
1379 | 113605. | 20.5 | |||||||||||||
Таблица 9 - Оценка стоимости вариантов кабельной сети и её параметров (вариант №2)
| Участок сети | Длина участка сети, м | Способ прокладки | Расчетная нагрузка, кВА |
Iрасч,А |
Iдоп,А |
Sэк,мм2 |
Число кабелей | Марка |
Сечение, мм2 |
rуд, Ом/км |
xуд, Ом/км |
Потери напряжения, % | Стоимость сети, тыс. руб. | Годовые потери электроэнергии, кВА | Годовые потери электроэнергии, тыс.руб/год | |
|
Вариант №2 |
||||||||||||||||
|
Кабеля 10 кВ |
||||||||||||||||
| ГПП−ЦТП2 | 52.63 | в траншее | 1 810.61 | 104.66 | 124.2 | 30.8 | 2 | АПвЭБП | 3x35 | 0.868 | 0.42 | 0.05 | 29.16 | 2200.46 | 0.39608 | |
| ГПП−ЦТП9 | 250.00 | в траншее | 1 344.09 | 77.69 | 105.3 | 22.9 | 2 | АПвЭБП | 3x25 | 1.2 | 0.445 | 0.25 | 127.00 | 7644.96 | 1.37609 | |
| ГПП−ЦТП5 | 263.16 | в траншее | 2 621.59 | 151.54 | 179.1 | 44.6 | 2 | АПвЭБП | 3x70 | 0.443 | 0.366 | 0.23 | 183.68 | 13745.23 | 2.47414 | |
| ГПП−ЦТП6.1 | 105.26 | в траншее | 4 060.38 | 234.70 | 243.9 | 69.0 | 2 | АПвЭБП | 3x120 | 0.253 | 0.318 | 0.10 | 96.00 | 9326.99 | 1.67886 | |
| ГПП−ЦТП7 | 236.84 | в траншее | 1 537.64 | 88.88 | 105.3 | 26.1 | 2 | АПвЭБП | 3x25 | 1.2 | 0.445 | 0.27 | 120.32 | 9478.59 | 1.70615 | |
| ГПП−ВД1 | 65.79 | в траншее | 1 470.59 | 85.01 | 132 | 50.0 | 1 | АПвЭБП | 3x50 | 0.641 | 0.394 | 0.04 | 20.20 | 2831.64 | 0.50969 | |
| ГПП−ВД2 | 65.79 | в траншее | 1 470.59 | 85.01 | 132 | 50.0 | 1 | АПвЭБП | 3x50 | 0.641 | 0.394 | 0.04 | 20.20 | 2831.64 | 0.50969 | |
| ГПП−ВД3 | 65.79 | в траншее | 1 470.59 | 85.01 | 132 | 50.0 | 1 | АПвЭБП | 3x50 | 0.641 | 0.394 | 0.04 | 20.20 | 2831.64 | 0.50969 | |
| ГПП−ВД4 | 65.79 | в траншее | 1 470.59 | 85.01 | 132 | 50.0 | 1 | АПвЭБП | 3x50 | 0.641 | 0.394 | 0.04 | 20.20 | 2831.64 | 0.50969 | |
| ЦТП5−ЦТП3 | 92.11 | в траншее | 2 134.63 | 123.39 | 179.1 | 72.6 | 2 | АПвЭБП | 3x70 | 0.443 | 0.366 | 0.07 | 64.29 | 3189.59 | 0.57413 | |
| ЦТП6.1−ЦТП6.2 | 78.95 | в траншее | 2 000.00 | 115.61 | 124.2 | 34.0 | 2 | АПвЭБП | 3x35 | 0.868 | 0.42 | 0.09 | 43.74 | 4027.30 | 0.72491 | |
| ЦТП7−ЦТП12 | 144.74 | в траншее | 269.94 | 15.60 | 105.3 | 4.6 | 2 | АПвЭБП | 3x25 | 1.2 | 0.445 | 0.03 | 73.53 | 178.52 | 0.03213 | |
| ЦТП2−ЦТП1 | 171.05 | в траншее | 340.68 | 19.69 | 105.3 | 5.8 | 2 | АПвЭБП | 3x25 | 1.2 | 0.445 | 0.04 | 86.89 | 336.04 | 0.06049 | |
|
Кабеля 0,4 кВ |
||||||||||||||||
| ЦТП1−РП14 | 39.47 | в трубе | 121.35 | 184.59 | 197.1 | 2 | АВВГ | 4x120 | 0.253 | 0.0602 | 0.50 | 34.18 | 1384.57 | 0.24922 | ||
| ЦТП5−РП4 | 65.79 | в трубе | 394.52 | 600.12 | 613.8 | 4 | АВВГ | 4x240 | 0.125 | 0.0596 | 0.72 | 167.11 | 6493.78 | 1.16888 | ||
| ЦТП9−РП8 | 26.32 | в трубе | 412.89 | 628.07 | 663.75 | 6 | АВВГ | 4x185 | 0.164 | 0.0596 | 0.25 | 96.32 | 2389.99 | 0.43020 | ||
| ЦТП9−РП13 | 52.63 | в трубе | 40.80 | 62.07 | 63 | 1 | АВВГ | 4x16 | 1.91 | 0.0675 | 1.64 | 7.89 | 3067.89 | 0.55222 | ||
| ЦТП6−РП10 | 39.47 | в траншее | 298.66 | 454.31 | 459 | 2 | АВБбШв | 4x150 | 0.206 | 0.0596 | 1.01 | 40.58 | 6915.79 | 1.24484 | ||
| ЦТП6−РП11 | 52.63 | в траншее | 88.90 | 135.23 | 137 | 1 | АВБбШв | 4*50 | 0.641 | 0.0625 | 1.21 | 12.68 | 4907.49 | 0.88335 | ||
|
Итого |
1264 | 86613 | 15.6 | |||||||||||||
Произведем сравнение вариантов путем технико-экономического расчета аналогично расчету цеха обработки цветных металлов для результаты сведем в таблицу 9.
Таблица 9 – Сравнение вариантов схем внутреннего электроснабжения завода продольно-строгальных станков
| № | Стоимость подстанций, тыс. руб. |
Стоимость сети, тыс. руб. |
Суммарные капитальные вложения, тыс. руб. |
Амортизационные отчисления, тыс. руб. |
Стоимость потерь, тыс. руб. |
Приведенные затраты, тыс. руб. |
| 1 | 23392 | 1 379.08 | 24771 | 2174.23 | 120.07 | 5266.84 |
| 2 | 26654 | 1 264.16 | 27918 | 2462,07 | 124 | 5936.24 |
По результатам видно, что первый вариант дешевле, чем второй.
Поэтому выбираем первый вариант электроснабжения.
Расчет токов короткого замыкания в системе электроснабжения завода продольно-строгальных станков
Расчет токов короткого замыкания позволяет определить параметры работы защит, позволяет проводить выбор коммутирующей аппаратуры.
В качестве точек короткого замыкания рассматриваем шины высокого и низкого напряжения цеховых подстанций, а также шины высокого и низкого напряжения ГПП. Расчет будем вести как для нормального режима сети для самых тяжелых режимов работы схемы электроснабжения – замкнутым секционным выключателем на шинах ГПП на стороне 35кВ и 10 кВ. в. Этом случае принципиальную схему питания предприятия на напряжении 35 - 10кВ можно представить на рисунке 8:
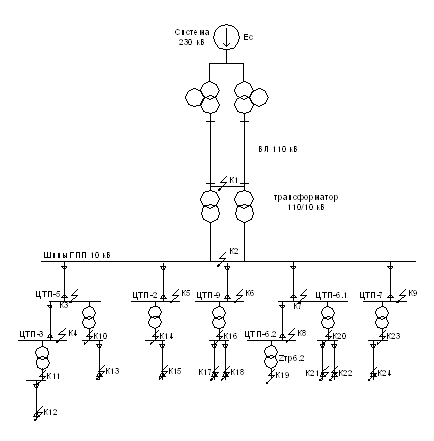
Рисунок 8- Принципиальная схема питания завода
Составим схему замещения рисунок 9 с указанием точек короткого замыкания, учитывая то, что обмотка напряжением 115 кВ трансформатора 230/115/37 кВ нас не интересует.
Рассчитаем параметры схемы замещения
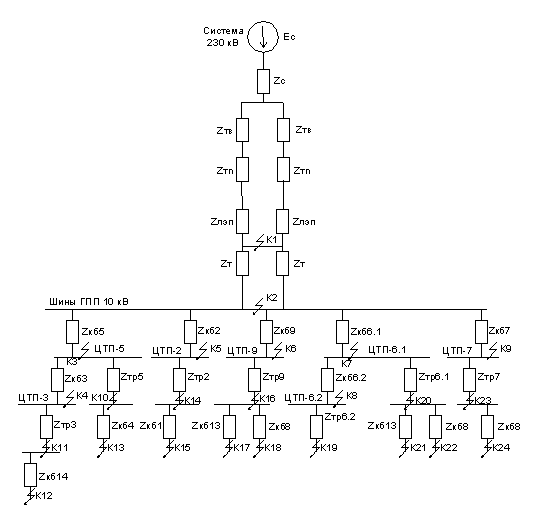
Рисунок 9 - Схема замещения питания завода с указанием точек КЗ
Произведем расчет
- Выбор базисных величин
Sб = 100, МВА.
Uб1 = 230 кВ
Uб2 = 230∙37/230 =37 кВ
Uб3 = 37∙11/37 = 11 кВ
- параметры системы
Ес = 230 / Uб1 = 230/230 = 1
![]() .
.
- параметры трехобмоточного трансформатора
![]()
![]()
При отношении Х/R = 20 получаем
![]()
![]()
- параметры одной цепи линии 35 кВ
![]()
- параметры трансформатора ГПП (Sн=10 МВА, Uk=10,5%, Uвн=37 кВ, Uнн=10.5 кВ, Ркз=68кВт,):
![]()
![]()
![]()
![]()
- параметры синхронных двигателей (Sд=4.25 МВА, Uн=10.5 кВ, Iпуск=6.68, з=0.965):
![]()
![]()
![]()
![]()

- параметры трансформаторов ЦТП-5, ЦТП-9 (Sн=0.63 МВА, Uk=5,5%, Uвн=10.5 кВ, Uнн=0.4 кВ, Ркз=7.6 кВт,):
![]()
![]()
![]()
![]()
- параметры трансформаторов ЦТП-2, ЦТП-3, ЦТП-6.1, ЦТП-7 (Sн=1 МВА, Uk=5,5%, Uвн=10.5 кВ, Uнн=0.4 кВ, Ркз=11.6 кВт,):
![]()
![]()
![]()
![]()
- параметры трансформаторов ЦТП-6.2 (Sн=1.6 МВА, Uk=5,5%, Uвн=10.5 кВ, Uнн=0.4 кВ, Ркз=16.5 кВт,):
![]()
![]()
![]()
![]()
- параметры сети электроснабжения на 10 кВ
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Расчет коротких замыканий
Точка К1
Действующие значение тока периодической составляющей
Постоянная времени тока КЗ

Ударный коэффициент
![]()
Ударный ток КЗ
![]()
Точка К2
Действующие значение тока периодической составляющей
Постоянная времени тока КЗ
![]()
Ударный коэффициент
![]()
Ударный ток КЗ
![]()
Аналогичным образом рассчитаем остальные точки КЗ. Расчеты сведем в таблицу 12.
Таблица 12 Расчет токов короткого замыканиях в сетях 10-35кВ.
| Точка |
I(3)K, кА |
I(2)K, кА |
Ta , c |
Kуд |
iуд.норм. кА |
iуд.авар. кА |
| 1 | 4.356 | 3.77 | 0.0064 | 1.21 | 7.455 | 7.822 |
| 2 | 5.024 | 4.35 | 0.3893 | 1.95 | 14.029 | 22.39 |
| 3 | 4.601 | 3.98 | 0.0287 | 1.706 | 11.098 | 15.25 |
| 4 | 4.419 | 3.82 | 0.0181 | 1.575 | 9.844 | 12.45 |
| 5 | 4.909 | 4.251 | 0.0619 | 1.851 | 12.849 | 18.92 |
| 6 | 4.39 | 3.8 | 0.0118 | 1.428 | 11.489 | 13.78 |
| 7 | 4.916 | 4.257 | 0.1182 | 1.919 | 13.34 | 20.76 |
| 8 | 4.804 | 4.161 | 0.0618 | 1.851 | 12.575 | 18.36 |
| 9 | 4.423 | 3.83 | 0.0123 | 1.44 | 9.037 | 10.21 |
| 25 | 4.962 | 4.297 | 0.0084 | 1.305 | 14.03 | 22.34 |
| 10 | 0.58 | 0.0151 | 1.516 | 1.25 | 2.69 | |
| 11 | 0.855 | 0.017 | 1.52 | 1.837 | 4.052 | |
| 14 | 0.87 | 0.017 | 1.556 | 1.918 | 4.273 | |
| 16 | 0.58 | 0.0138 | 1.485 | 1.217 | 2.607 | |
| 20 | 0.87 | 0.0175 | 1.56 | 1.928 | 4.301 | |
| 19 | 1.25 | 0.0199 | 1.606 | 2.846 | 6.563 | |
| 23 | 0.85 | 0.0142 | 1.495 | 1.81 | 3.977 |
где I(3)K – ток трехфазного короткого замыкания в точке К, кА.
I(2)K, кА - ток двухфазного короткого замыкания в точке К, кА
Ta – постоянная времени, с.
Kуд – ударный коэффициент.
iуд.норм– ударный ток трехфазного короткого замыкания в точке К, в нормальном режиме (секционные выключатели на ГПП, ЦТП РУ-10кВ, РУ-0,4кВ отключены), кА
iуд.авар – ударный ток трехфазного короткого замыкания в точке К, в аварийном режиме (все секционные выключатели на ГПП, ЦТП РУ-10кВ, РУ-0,4кВ включены),кА
7. Выбор компенсирующих устройств
Мероприятия, проводимые по компенсации реактивной мощности, могут быть разделены на связанные со снижением потребления реактивной мощности приемниками электроэнергии и требующие установки компенсирующих устройств в соответствующих точках системы электроснабжения.
Так как в задании указано наличие синхронных двигателей 10 кВ, следовательно, их можно использовать в качестве компенсирующих устройств. Также источником реактивной энергии являются батареи конденсаторов, которые могут быть установлены на стороне 10 кВ или 0,4 кВ.
В таблице 10 показано распределение реактивной мощности по цеховым подстанциям предприятия.
Таблица 10 – Распределение реактивной мощности по ЦТП завода.
| ЦТП | Суммарная расчетная реактивная мощность для каждой ЦТП предприятия, кВАр | Реактивная мощность которую может пропустить через себя ЦТП предприятия без увеличения числа трансформаторов, кВАр |
| ЦТП-2 | 1254.3 | 1830.253 |
| ЦТП-3 | 1228.3 | 1872.62 |
| ЦТП-5 | 593.5 | 1210.682 |
| ЦТП-6.2 | 1608.7 | 966.0188 |
| ЦТП-6.1 | 1068.6 | 1697.795 |
| ЦТП-7 | 834.2 | 202.0479 |
| ЦТП-9 | 930.0 | 879.9947 |
Суммарная расчетная реактивная нагрузка завода: 7716,16 кВар
Предварительный выбор суммарной мощности компенсирующих устройств определяем исходя из соотношения [1]
![]()
![]() ,
,
где
![]() –
расчетная суммарная реактивная нагрузка завода;
–
расчетная суммарная реактивная нагрузка завода;
![]() – реактивная
мощность, которую система может выдать заводу
– реактивная
мощность, которую система может выдать заводу
при
![]()
![]() кВАр.
кВАр.
Кабельные и воздушные линии электропередач как источники реактивной энергии не рассматриваем в виду их малой протяжённости и низкого уровня напряжения сети.
Так как на заводе установлены синхронные двигатели, то их следует использовать для компенсации реактивной мощности.
Оценим максимальную величину реактивной мощности, которую могут генерировать синхронные двигатели, по формуле
![]() кВАр,
кВАр,
где
![]() – коэффициент наибольшей допустимой перегрузки СД по
реактивной мощности,
– коэффициент наибольшей допустимой перегрузки СД по
реактивной мощности, ![]() литературы [] [4];
литературы [] [4];
![]() – номинальная активная мощность
двигателей, кВт,
– номинальная активная мощность
двигателей, кВт, ![]() , кВт;
, кВт;
![]() – номинальный коэффициент реактивной
мощности,
– номинальный коэффициент реактивной
мощности, ![]() ;
;
![]() – номинальный КПД СД,
– номинальный КПД СД,
![]() литературы [] [4],
литературы [] [4],
Рассмотрим два варианта передачи реактивной мощности через питающие сети из системы и установку батарей конденсаторов той же мощности на ГПП. Результаты расчета вариантов сведем в таблицу
1) Вариант №1. Установка батарей конденсаторов в РУ-10кВ ГПП.
Выбираем четыре батареи конденсаторов марки УКЛ-10-1350-У3 номинальной мощностью 1350 кВАр, напряжение 10 кВ. Суммарная мощность которых равняется 5400 кВАр.
![]() , тыс.руб.
, тыс.руб.
где
![]() -
постоянная составляющая затрат, не зависящая от генерируемой мощности, тыс.руб.
-
постоянная составляющая затрат, не зависящая от генерируемой мощности, тыс.руб.
![]() - затраты на 1
МВАр генерируемой мощности, тыс.руб.
- затраты на 1
МВАр генерируемой мощности, тыс.руб.
![]() - мощность
батареи конденсаторов.
- мощность
батареи конденсаторов.
![]() ,тыс.руб.
,тыс.руб.
где Е– коэффициенты, учитывающие суммарные ежегодные отчисления от стоимости вводного устройства из литературы [] Е=0,223.
К0 – стоимость одного вводного устройства (ячейки) при установке БК на напряжение 10 кВ, тыс.руб. из литературы [] с учетом увеличения цен в сто раз. Предполагаем к дополнительной установке четыре ячейки в РУ-10кВ ГПП.
К0=148, тыс.руб.
 ;
;
![]() ,тыс.руб/МВАр.
,тыс.руб/МВАр.
где Ку – удельная стоимость БК. составляет для напряжений 10 кВ 412 тыс.руб./МВАр из литературы [] с учетом увеличения цен в сто раз.
![]() - отношение Uнб конденсаторов к Uн сети. При Uн=10 кВ и Uн=10,5 кВ,
- отношение Uнб конденсаторов к Uн сети. При Uн=10 кВ и Uн=10,5 кВ, ![]() =1.05;
=1.05;
![]() -
относительное значение напряжения сети в точке присоединения БК,
-
относительное значение напряжения сети в точке присоединения БК, ![]() =1;
=1;
С0 – стоимость 1 кВт потерь активной мощности, руб.;
![]() – удельные
потери в конденсаторах: при напряжении 6-10 кВ литературы [] ,
– удельные
потери в конденсаторах: при напряжении 6-10 кВ литературы [] , ![]() =2,5 кВт/МВАр.
=2,5 кВт/МВАр.
Стоимость потерь активной мощности
![]() ,руб.
,руб.
2) Вариант №2. Передача реактивной мощности через питающие сети из системы.
Используя указанные выше формулы и значения из таблицы находим расходы на потери электроэнергии в данной установке, тыс.руб/год.
Стоимость потерь эл/энергии в линии 35кВ:
![]() ,тыс.руб/год;
,тыс.руб/год;
Стоимость потерь эл/энергии в трансформаторе 35кВ:
![]()
Себестоимость реактивной энергии потребляемой предприятием из системы в год, тыс.руб./год.
![]() тыс.руб.
тыс.руб.
![]() , тыс.руб.
, тыс.руб.
Таблица. - Результаты расчета компенсации реактивной мощности на РУ-10кВ ГПП или передачи мощности из системы.
|
Вариант №1 Компенсация реактивной мощности на ГПП |
Вариант №2 Компенсация реактивной мощности из системы |
| 679.29 тыс.руб | 108.04 тыс.руб |
Как
видно вариант №2 является более экономичным. Оставшуюся реактивную мощность ![]() кВАр, которую
необходимо скомпенсировать, выработают синхронные двигатели
кВАр, которую
необходимо скомпенсировать, выработают синхронные двигатели ![]() кВАр.
кВАр.
Т.к на ЦТП-6.2, ЦТП-7, ЦТП-9 трансформаторы ,без увеличения их числа, неспособны передать реактивную мощность на сторону 0,4кВ, примем на этих ЦТП частичную компенсацию реактивной мощности на стороне 0,4кВ. Расчеты и выбор БК на стороне 0,4кВ ЦТП-6.2, ЦТП-7, ЦТП-9 сведем в таблицу.
Таблица. - Расчеты и выбор батарей конденсаторов на стороне 0,4кВ ЦТП-6.2, ЦТП-7, ЦТП-9.
| ЦТП | Реактивная мощность которую необходимо скомпенсировать в на стороне 0,4 кВ., кВАр | Марка и число батарей конденсаторов установленных на стороне 0,4кВ. | Место установки батарей конденсаторов |
| ЦТП-6.2 | 642.6 |
УКЛ-0,38-450-У3 УКЛ-0,38-300-У3 |
РУ-0,4кВ ЦТП-6.2 |
| ЦТП-7 | 632.2 |
УКЛ-0,38-300-У3 УКЛ-0,38-250-У3 |
РУ-0,4кВ ЦТП-7 |
| УКЛ-0,38-150-У3 | РУ-0,4кВ Заводоуправление, столовая. | ||
| ЦТП-9 | 50.0 | УКЛ-0,38-150-У3 | РУ-0,4кВ Заготовительно-сварочный цех. |
Количество батарей конденсаторов на стороне 0,4кВ увеличиваем вдвое с учетом взаимного резерва.
9. Выбор электрических аппаратов
Выбор аппаратов на ГПП
Выбор аппаратов на стороне 110 кВ
Выбор разъединителей, отделителей [3]
Из [3] выберем и проверим разъединитель (устанавливаются вместе с высоковольтными выключателями) РНДЗI – 110/1000 У1 – наружной установки, двухколонковый, с заземляющими ножами. С приводом ПР – Т1.
Таблица 13- Паcпортные данные выбранного разъединителя
|
Uн, кВ |
Iн, кА |
Iпр.ск, кА |
Iтер, кА |
tтер, c |
| 110 | 1 | 80 | 31,5 | 3 |
Таблица 14- Проверка выбранного разъединителя
| Характеристика | Обозначение и формулы | Расчет |
| Номинальное напряжение, кВ |
|
110 = 110 (вып.) |
| Длительный максимальный ток, кА |
|
|
|
Номинальный ток динамической стойкости, кА: Периодический (действующее значение) Полный (максимальное значение) |
|
3,46 6,15≤203,6 (вып.) |
|
Номинальный тепловой импульс (термическая стойкость), кА2∙с |
|
0,21≤3969 (вып.) |
Все условия выбора выполняются. Принимаем к установке разъединитель данного типа.
Из [3] выберем и проверим отделитель ОДЗI – 110/1000 УХЛ1 - двухколонковый, с заземляющими ножами, для умеренного климата. С приводом ПРО – 1У1.
Таблица 15- Паcпортные данные выбранного отделителя
|
Uн, кВ |
Iн, кА |
Iпр.ск, кА |
Iтер, кА |
tтер, c |
| 110 | 1 | 80 | 31,5 | 3 |
Таблица 16- Проверка выбранного отделителя
| Характеристика | Обозначение и формулы | Расчет |
| Номинальное напряжение, кВ |
|
110 = 110 (вып.) |
| Длительный максимальный ток, кА |
|
|
|
Номинальный ток динамической стойкости, кА: Периодический (действующее значение) Полный (максимальное значение) |
|
3,46 6,15≤203,6 (вып.) |
|
Номинальный тепловой импульс (термическая стойкость), кА2∙с |
|
0,21≤3969 (вып.) |
Все условия выбора выполняются. Принимаем к установке.
Выбор выключателей
Из [3] выберем и проверим выключатель BГТ - 110 – 40/2500У1 – элегазовый, трехполюсный, для умеренного климата.
Таблица 17- Паcпортные данные выбранного выключателя
|
Uн, кВ |
Iн, кА |
Iотк.н, кА |
вн, % |
Iпр.ск, кА |
iпр.ск, кА |
Iтер, кА |
tтер, c |
tc.откл, с |
| 110 | 2,500 | 40,0 | 25 | 40 | 102 | 40,0 | 3 | 0,04 |
Таблица 18- Проверка выбранного выключателя
| Характеристика | Обозначение и формулы | Расчет |
| Номинальное напряжение,кВ |
|
110 = 110 (вып.) |
| Длительный максимальный ток,кА |
|
|
|
Номинальный ток динамической стойкости,кА: Периодический (действующее значение) Полный (максимальное значение) |
|
3,46 6,15 |
|
Номинальный ток отключения,кА: Периодический (действующее значение) Полный (максимальное значение) |
|
3,46
9,04 |
|
Номинальный тепловой импульс (термическая стойкость) , А2∙с |
|
0,21≤4800 (вып.) |
Все условия выбора выполняются. Принимаем к установке выключатель данного типа.
Выбор трансформаторов тока [3]
ТТ выбираются по номинальному току, напряжению и допустимой нагрузке вторичной цепи. Проверка трансформаторов тока осуществляется по динамической и термической стойкости.
При питании от системы требуется установка на ГПП как трансформаторов тока для счетчиков с классом точности 0,5, так и трансформаторов тока для питания цепей релейной защиты с классом 10Р.
Для первой цели предусмотрим установку 6 (по одному на фазу) трансформаторов тока марки ТФЗМ110Б с коэффициентом трансформации 200/5
Для второй встроенные в силовые трансформаторы марки ТВТ110-1-200/5
Условия:
Iр < Iном
iуд < iдин
ВК <ВК ДОП
Таблица 19- Выбор трансформаторов тока на 110 кВ
| Марка трансформатора тока |
Ip, А |
Iн, А |
iуд, кА |
iтер, кА |
BК, кА2*м |
ВК ДОП, кА2*м |
| ТФЗМ110Б | 105 | 200 | 15,121 | 4 | 1,699 | 48 |
| ТВТ110-1-200/5 | 105 | 200 | 15,121 | 25 | 1,699 | 1875 |
Выбор трансформаторов напряжения [3]
Для установки счетчиков также предусмотрим установку трансформаторов напряжения с классом точности 0,5 марки НАМИ-110-УХЛ1
Выбор аппаратов ГПП на стороне 10 кВ
- Выбор выключателей
Из [3] выберем и проверим КРУ серии К-104М, на основе вакуумного выключателя серии ВВ/TEL-10-20/1600 У2
Таблица 20- Паспортные данные выбранного КРУ
|
Uн, кВ |
Iн, А |
Iотк.н, кА |
вн, % |
Iпр.ск, кА |
iпр.ск, кА |
Iтер, кА |
tтер, c |
tc.откл, с |
| 10 | 1600 | 20 | 55 | 20 | 51 | 20 | 3 | 0,015 |
Таблица 21- Проверка выбранного КРУ
| Характеристика | Обозначение и формулы | Расчет |
| Номинальное напряжение, кВ |
|
10 = 10 (вып.) |
| Длительный максимальный ток, кА |
|
|
|
Номинальный ток динамической стойкости, кА: Периодический (действующее значение) Полный (максимальное значение) |
|
11,06 ≤ 20 (вып.) 26,685 ≤ 51 (вып.) |
|
Номинальный ток отключения, кА: Периодический (действующее значение) Полный (максимальное значение) |
|
11,06 15,64+9,53 ≤ 25,17 |
|
Номинальный тепловой импульс (термическая стойкость), кА2∙с |
|
124,16 ≤ 1200 (вып.) |
Все условия выбора выполняются. Принимаем к установке КРУ данного типа.
Данные ячейки КРУ установим в цепи низшего напряжения за силовыми трансформаторами (выключатели ввода).
Подберем ячейку КРУ К-104М и вакуумный выключатель к ней, для установки между секций шин. Предварительно ВВ/TEL-10-20/1000 У2
Таблица 22- Паспортные данные выбранного КРУ
|
Uн, кВ |
Iн, А |
Iотк.н, кА |
вн, % |
Iпр.ск, кА |
iпр.ск, кА |
Iтер, кА |
tтер, c |
tc.откл, с |
| 10 | 1000 | 20 | 55 | 20 | 51 | 20 | 3 | 0,015 |
Таблица 23- Проверка выбранного КРУ
| Характеристика | Обозначение и формулы | Расчет |
| Номинальное напряжение, кВ |
|
10 = 10 (вып.) |
| Длительный максимальный ток, кА |
|
|
|
Номинальный ток динамической стойкости, кА: Периодический (действующее значение) Полный (максимальное значение) |
|
11,06 ≤ 20 (вып.) 26,685 ≤ 51 (вып.) |
|
Номинальный ток отключения, кА: Периодический (действующее значение) Полный (максимальное значение) |
|
11,06 15,64+9,53 ≤ 25,17 |
|
Номинальный тепловой импульс (термическая стойкость), А2∙с |
|
124,16 ≤ 1200 (вып.) |
Все условия выбора выполняются. Принимаем к установке КРУ данного типа.
Выбранную ячейку КРУ установим между секций (секционный выключатель).
Необходимо подобрать ячейку КРУ К-104М и вакуумный выключатель к ней, для установки на отходящие линии к потребителям.
Предварительно ВВ/TEL-10-20/630 У2
Таблица 24- Паспортные данные выбранного КРУ
|
Uн, кВ |
Iн, А |
Iотк.н, кА |
вн, % |
Iпр.ск, кА |
iпр.ск, кА |
Iтер, кА |
tтер, c |
tc.откл, с |
| 10 | 630 | 20 | 55 | 20 | 51 | 20 | 3 | 0,015 |
Таблица 25- Проверка выбранного КРУ
| Характеристика | Обозначение и формулы | Расчет |
| Номинальное напряжение, кВ |
|
10 = 10 (вып.) |
| Длительный максимальный ток, кА |
|
|
|
Номинальный ток динамической стойкости, кА: Периодический (действующее значение) Полный (максимальное значение) |
|
11,06 ≤ 20 (вып.) 26,685 ≤ 51 (вып.) |
|
Номинальный ток отключения, кА: Периодический (действующее значение) Полный (максимальное значение) |
|
11,06 15,64+9,53 ≤ 25,17 |
|
Номинальный тепловой импульс (термическая стойкость), А2∙с |
|
124,16 ≤ 1200 (вып.) |
Все условия выбора выполняются. Принимаем к установке КРУ данного типа.
Принимаем к установке на отходящих к потребителям линиях проверенную ячейку КРУ К-104М компонуемую выключателем ВВ/TEL-10-20/630 У2.
Конструкция данной ячейки предполагает установку трансформаторов тока с классом точности – 0,5, предназначенных для подключения приборов для учета электроэнергии. Произведем выбор и проверку трансформаторов тока в ячейку секционного выключателя и на отходящие линии, а также выберем приборы учета электроэнергии.
- Выбор трансформаторов тока.
Из [3] выберем и проверим трансформатор тока ТПЛК-10. Класс точности – 0,5, предназначенного для учета электроэнергии.
Таблица 26- Паспортные данные выбранного трансформатора тока.
|
Uн, кВ |
I1н, А |
I2н, А |
Kт |
Iпр. ск., kA |
Iтер, kA |
tтер, c |
| 10 | 1000 | 5 | 1000/5 | 74,5 | 70,8 | 3 |
Таблица 27- Проверка выбранного трансформатора тока
| Характеристика | Обозначение и формулы | Расчет |
| Номинальное напряжение, кВ |
|
10 = 10 (вып.) |
| Номинальный ток, кА |
|
1,0 ≥ 0,578 (вып.) |
| Динамическая стойкость, кА |
|
11,06 ≤ 74,5 (вып.) 26,685 ≤ 189,65 (вып.) |
|
Термическая стойкость, кА2∙с |
|
124,16 ≤ 15037,92 (вып.) |
Все условия выбора выполняются. Принимаем к установке трансформатор тока данного типа. Установим его в ячейку КРУ К-104М между секций.
Из [3] выберем и проверим трансформатор тока ТПЛК-10. Класс точности – 0,5, предназначенного для учета электроэнергии.
Таблица 28- Паспортные данные выбранного трансформатора тока.
|
Uн, кВ |
I1н, А |
I2н, А |
Kт |
Iпр. ск., kA |
Iтер, kA |
tтер, c |
| 10 | 1500 | 5 | 1500/5 | 74,5 | 70,8 | 3 |
Таблица 29- Проверка выбранного трансформатора тока
| Характеристика | Обозначение и формулы | Расчет |
| Номинальное напряжение, кВ |
|
10 = 10 (вып.) |
| Номинальный ток, кА |
|
1,5 ≥ 1,16 (вып.) |
| Динамическая стойкость, кА |
|
11,06 ≤ 74,5 (вып.) 26,685 ≤ 189,65 (вып.) |
|
Термическая стойкость, А2∙с |
|
124,16 ≤ 15037,92 (вып.) |
Все условия выбора выполняются. Принимаем к установке трансформатор тока данного типа. Установим его в ячейку КРУ К-104М за силовыми трансформаторами.
ТТ выбираются по номинальному току, напряжению и допустимой нагрузке вторичной цепи. Проверка трансформаторов тока осуществляется по динамической и термической стойкости.
Условия: Iр < Iном; iуд < iдин ; ВК <ВК ДОП
Таблица 30- Выбор трансформаторов тока на 10 кВ
|
ТТ для линии |
Марка транс-ра тока |
Ip, А |
Iн, А |
iуд, кА |
iдин, кА |
BК, кА2*м |
ВК ДОП, кА2*м |
| РУ - ЦТП 1 | ТПЛК-10 | 44,49 | 100 | 6,146 | 74,5 | 484,9 | 1071.63 |
| ГПП - ЦТП 2 | ТПЛК-10 | 97,99 | 100 | 20,26 | 74,5 | 484,9 | 1071.63 |
| ГПП - ЦТП 3 | ТПЛК-10 | 398,31 | 1000 | 25,21 | 74,5 | 484,9 | 1071.63 |
| ГПП - ЦТП 4 | ТПЛК-10 | 454,95 | 1000 | 25,44 | 74,5 | 484,9 | 1071.63 |
| ГПП - ЦТП 5 | ТПЛК-10 | 398,25 | 1000 | 25,95 | 74,5 | 484,9 | 1071.63 |
| ГПП - ЦТП 6 | ТПЛК-10 | 74,48 | 100 | 20,83 | 74,5 | 484,9 | 1071.63 |
| ГПП - РУ 1 | ТПЛК-10 | 449,58 | 1000 | 25,73 | 74,5 | 484,9 | 1071.63 |
- Выбор трансформаторов собственных нужд
Таблица 31 - Расчет мощности ТСН.
| Вид потребителя | Мощность, кВт х кол-во |
| Подогрев шкафов КРУ | 1х27 |
| Освещение РУ | 8 |
| Подогрев приводов разъединителей | 0,6х8 |
| Отопление, освещение, вентиляция ОПУ | 80 |
| Суммарная нагрузка на 2 тр-ра | 119,8 |
- Выбор предохранителя для защиты ТСН.
Рабочий ток: Iр=6,42 А
Номинальный ток плавкой вставки определяется из условия Iпл.вст>Ip. Т.о. выбираем предохранитель ПКТ101-10-10-31,5УЗ. [3]
Нагрузка на один трансформатор Sнагр=Sсум×К0=119,8×0,7=83,86 кВА,
где К0 – коэффициент одновременности, принимаем 0,7.
Согласно таб. 3,3 [5] принимаем в качестве трансформатора ТСЗ-100/10У3.
Таблица 32 - Расчет мощности ТСН на РУ1.
| Вид потребителя | Мощность, кВт х кол-во |
| Подогрев шкафов КРУ | 15 |
| Освещение РУ | 6 |
| Подогрев приводов разъединителей, отделителей | 0,6х8 |
| Отопление, освещение, вентиляция ОПУ | 60 |
| Суммарная нагрузка на 2 тр-ра | 85,8 |
Нагрузка на один трансформатор Sнагр=Sсум×К0=85,8×0,7=60,06 кВА, где К0 – коэффициент одновременности, принимаем 0,7.
Согласно таб. 3,3 [5] принимаем в качестве трансформатора ТСЗ-63/10У3.
- Выбор предохранителя для защиты ТСН на РУ9.
Рабочий ток: Iр=4,72 А
Номинальный ток плавкой вставки определяется из условия Iпл.вст>Ip. Т.о. выбираем предохранитель ПКТ101-10-10-31,5УЗ. [3]
- Выбор трансформаторов напряжения.
ТН выбирают по напряжению и вторичной нагрузке.
Для установки в КРУ выбираем НАМИ-10-95УХЛ2. [3]
- Выбор предохранителя для защиты трансформатора напряжения.
Выбор предохранителя для защиты ТН осуществляется по номинальному напряжению и марке ТН. Выбираем предохранитель для НАМИ-10-95УХЛ2 – ПКН001-10У3. [3]
Выбор коммутационного оборудования цеховых подстанций и РУ ЦП №1
Расстояние от РУ1 до данной ЦП составляет 94 метра, поэтому не предполагаем установку коммутационного оборудования
ЦП №2
Расстояние от ГПП до данной ЦП составляет 238 метров, поэтому предполагаем установку коммутационного оборудования - выключателей марки ВВ/TEL-10-12,5/630 У2
ЦП №3
Расстояние от ГПП до данной ЦП составляет 293 метров, поэтому предполагаем установку коммутационного оборудования - выключателей марки ВВ/TEL-10-20/630 У2
ЦП №4
Расстояние от ГПП до данной ЦП составляет 166 метров, поэтому не предполагаем установку коммутационного оборудования
ЦП №5
Расстояние от ГПП до данной ЦП составляет 150 метров, поэтому не предполагаем установку коммутационного оборудования
ЦП №6
Расстояние от ГПП до данной ЦП составляет 226 метров, поэтому предполагаем установку коммутационного оборудования - выключателей марки ВВ/TEL-10-12,5/630 У2
РУ1
От данного РУ питаются приемники первой категории для которых предусмотрена секционированная система шин поэтому применяем в качестве коммутационной аппаратуры ВВ/TEL-10-20/630 У2
Цепи оперативного тока получают питание от ТСЗ ГПП или других цехов.
Рассчитаем токовую отсечку для трансформаторов 10/0,4 кВ, где длинна кабельной линии больше 200 метров.
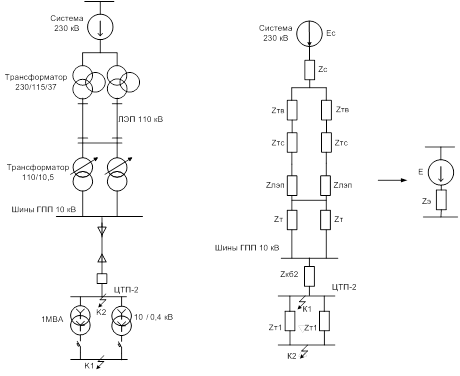
Рисунок 10 - Электрическая схема и схема замещения
- Выбор базисных величин
Sб = 63 МВА
Uб = 10,5кВ
- параметры системы
Ес = 1
![]()
- параметры одной цепи линии 110 кВ
![]()
- параметры трансформатора ГПП
![]() =0,021+0,413j
=0,021+0,413j
- параметры трехобмоточного трансформатора
![]()
![]()
- параметры кабельной линии на 10 кВ
![]()
Рассчитаем параметры трансформаторов на 10/0,4 кВ:
- Мощность трансформатора 1000 кВА
![]()
- Мощность трансформатора 630 кВА
![]()
Расчет коротких замыканий
Точка К1
![]()

![]()
![]()
 А
А
где
![]() -
максимальное значение периодической составляющей тока КЗ на шинах НН,
приведенного к стороне ВН.
-
максимальное значение периодической составляющей тока КЗ на шинах НН,
приведенного к стороне ВН.
![]() А
А
где
![]() - ток
двухфазного КЗ на выводах ВН трансформатора в минимальном режиме энергосистемы.
- ток
двухфазного КЗ на выводах ВН трансформатора в минимальном режиме энергосистемы.
Токовая отсечка
Расчет первичного тока срабатывания
![]() А
А
где
![]() -
коэффициент отстройки
-
коэффициент отстройки
Расчет вторичного тока срабатывания
![]() А
А
где
![]() -
коэффициент трансформации ТТ:
-
коэффициент трансформации ТТ:
![]()
Принимаем
к установке трансформатор тока с ![]()
Выбор тока уставки
Выбираем
реле РСТ-11-32 с ![]() А. ( 30-120 А)
А. ( 30-120 А)
![]() А
А
где n – целое число, определяемое положением переключателей
![]() (принимаем
(принимаем ![]() )
)
Оценка чувствительности
![]() (по ПУЭ
(по ПУЭ ![]()
![]() 2)
2)
![]() А
А
Чувствительность обеспечена.
Следовательно выключатель перед ЦТП2 не нужен.
Рассчитаем токовую отсечку для остальных ЦТП и расчеты сведем в таблицу 33.
Таблица 33 - Расчет коэффициента чуствительности.
| № ЦТП |
|
|
|
|
| 2 | 1213 | 60,67 | 63 | 4,15 |
| 3 | 2398 | 119 | 120 | 2,2 |
| 6 | 815,97 | 40,8 | 42 | 6,25 |
Следовательно чувствительность обеспечена, выключатели перед ЦТП не устанавливаем.
Выбор аппаратов защиты цеховых сетей.
Автоматические выключатели обладают рядом преимуществ: после срабатывания автоматический выключатель снова готов к работе, в то время как в предохранителе требуется замена калиброванной плавкой вставки, увеличивающая время простоя ЭП; более точные защитные характеристики; совмещение функций коммутации электрических цепей и их защиты; наличие в некоторых автоматических выключателях независимых расцепителей и др.
Номинальный ток теплового расцепителя автоматического выключателя выбирают по длительному расчетному току линии [4, с.205, ф. 5.12]
Iт > Iдл.
Номинальный ток электромагнитного Iэл или комбинированного расцепителя автоматических выключателей выбирают также по длительному расчетному току линии [4, с.205, ф. 5.13]
Iэл ≥ Iдл.
Ток срабатывания (отсечки) электромагнитного или комбинированного расцепителя Iср.эл проверяют по максимальному кратковременному току линии [4, с.205, ф. 5.14]
Iср.эл ≥ kIкр,
где k – коэффициент учитывающий неточность при определении Iкр при разбросе характеристик электромагнитных расцепителей автоматических выключателей, k = 1,25.
Iкр = Iп = 5· Iном.
Таблица 34 – Выбор автоматических выключателей.
| Участок сети |
Номинальный ток, Iном, А |
Тип автом. выкл. |
Номинальный ток автом. выкл., Iном, А |
| ЦТП1−РП1 | 279,33 | ВА55-37 | 400 |
| ЦТП1−РП6 | 323,88 | ВА55-37 | 400 |
| ЦТП2−РП2 | 264,9 | ВА55-37 | 400 |
| ЦТП3−РП3 | 411,58 | ВА55-39 | 630 |
| ЦТП6−РП4 | 233,22 | ВА55-35 | 250 |
| ЦТП6−РП5 | 415,96 | ВА55-39 | 630 |
10. Выбор защит и их согласование, схем автоматики, сигнализации и учета
Защита элементов схемы электроснабжения напряжением 110 и 10 кВ.
Кабельные сети напряжением 10 кВ защищаем устройствами релейной защиты от междуфазных замыканий и от однофазных замыканий на землю.
От междуфазных замыканий выбираем максимальную токовую защиту (МТЗ) и выполняем ее в двухфазном исполнении и включаем ее в одни и те же фазы по всей сети одного напряжения с целью отключения двойных замыканий на землю только одного места повреждения.
Замыкание на землю одной фазы в сетях с изолированной нейтралью не является коротким замыканием. Поэтому выбираем защиту, действующую на сигнал и только когда это необходимо по требованиям безопасности, действующей на отключение.
Цеховые трансформаторы и трансформаторы ГПП имеют защиту от многофазных и однофазных замыканий в обмотках, от понижения уровня масла, от токов в обмотках, обусловленных перегрузкой. Кроме того, цеховые трансформаторы мощностью до 1000 кВА имеют токовую отсечку без выдержки времени или токовую защиту со ступенчатой характеристикой выдержки времени.
Защита элементов схемы электроснабжения напряжением 0,4 кВ.
В сетях 0,4 кВ защиту выполняем плавкими предохранителями и расцепителями автоматических выключателей.
Плавкие предохранители марки ПН2 предназначены для защиты электрических установок от токов КЗ и перегрузок.
Автоматические выключатели снабжают специальными устройствами релейной защиты, которые в зависимости от типа выключателя выполняют в виде токовой отсечки, МТЗ, двухступенчатой токовой отсечки. Марка выключателей ВА.
Выбор схем автоматики, сигнализации и учета.
В виду того, что предприятие имеет на ГПП два источника питания, работающих раздельно в нормальном режиме, на шинах ГПП устанавливается устройство АВР. Оно предназначено для осуществления быстрого автоматического переключения на резервное питание потребителей в случае пропадания питания на основном вводе. Также устанавливаем АВР и на РУ 1. АВР состоит из двух измерительных органов – по одному на каждый источник, логической части, содержащей органы выдержки времени, цепи однократности и запрета действий АВР и сигнальных реле.
В качестве измерительных органов используют реле типа РН54/160 и РН 53-60Д.
Эти реле срабатывают при симметричном снижении напряжения до значения, при котором не обеспечивается нормальная работа потребителей. В качестве реле времени используется реле типа РВ-132.
При напряжении 0,4 кВ устройства АВР устанавливаются на подстанциях, обеспечивающих питание потребителей первой категории. В системе 10 кВ выполнена неселективная сигнализация о замыкании на землю. Ввиду того, что на предприятии много подстанций без дежурного персонала предусмотрена предупреждающая и аварийная сигнализации, посылающие сигнал "Вызов".
На предприятии предусмотрены следующие измерительные приборы в сети электроснабжения:
- на вводах в ГПП счетчики активной и реактивной мощности необходимые для коммерческого расчета предприятия с системой электроснабжения ( устройство Меркурий 230)
- измерители тока (устройство И58М);
- измерители напряжения (напряжение измеряется на шинах низкого напряжения ГПП);
- измерители мощности (установлены в цепях компенсаторов реактивной мощности).
Список использованных источников
1. «Электроснабжение промышленных предприятий» Волков В. М.. Методические указания к курсовому и дипломному проектированию. – Архангельск: АГТУ, 2005. – 44 с.
2. «Справочник по электроснабжению и электрооборудованию». В 2-х томах. Под редакцией А. А. Федорова. – М.: Энергоатомиздат, 1986.
3. Промышленный каталог электротехнической продукции «Информэлектро».
4. «Электроснабжение промышленных предприятий». Князевский Б. А., Липкин Б.Ю.: Учебник для ВУЗов. – М.: Высшая школа, 1986. – 400 с.
5. «Электрическая часть электростанций и подстанций». Справочные материалы для курсового и дипломного проектирования. Неклепаев Б. Н., Крючков И. П. – М.: Энергоатомиздат, 1989. – 608 с.
6. Мельников, Н.А. Электрические сети и системы [Текст] / Н.А. Мельников. – М.: Энергия, 1975. – 455 с.
7. «Электрооборудование станций и подстанций». Рожкова Л. Д., Козулин В. С., Учебник для техникумов. – М.: Энергоатомиздат, 1987. – 648 с.