Главная
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Курсовая работа: Производство керамической черепицы
Курсовая работа: Производство керамической черепицы
ВВЕДЕНИЕ
Керамическую черепицу применяют в качестве кровельного материала преимущественно в индивидуальном жилищном строительстве. По сравнению с другими видами кровельных материалов она имеет следующие преимущества: огнестойка, долговечна и расходы по уходу за ней незначительны. Кроме того, запасы дешёвого сырья (глины) для её изготовления практически неограничены. Керамическая черепица различных видов относится к традиционным кровельным материалам и находит применение в строительстве многих стран Западной Европы.
Выпускаемая за рубежом керамическая черепица характеризуется высокой прочностью, огне- и морозостойкостью, водонепроницаемостью, цветостойкостью. Изделия отличаются высоким качеством и могут применяться в различных климатических условиях. Срок службы черепицы – 40 – 50 лет и более. Черепица производится различной конфигурации, а также различных цветов. Получила распространение глазурованная черепица и черепица с покрытиями других видов. [23]
Керамическую черепицу применяют при устройстве покрытий, выдерживающих нагрузку более 1,465 Н/см2. в зависимости от оипа черепицы рекомендуются различные способы её укладки и крепления.
К недостаткам керамической черепицы можно отнести высокую энергоёмкость её производства, а также трудоёмкость устройства черепичных кровель. Однако высокая долговечность черепицы и небольшие эксплуатационные расходы обусловливают её конкурентноспособность по сравнению с другими кровельными материалами.[18]
Таким образом, керамическая черепица, сочетая в себе надёжность, долговечность и хорошие декоративные качества остаётся востребованным на рынке кровельным материалом, особенно для малоэтажного частного строительства.
1. СОСТОЯНИЕ И ПЕРСПЕКТИВЫ РАЗВИТИЯ ПОМЫШЛЕННОСТИ
В настоящее время зарубежной промышленностью керамическая черепица выпускается в широком ассортименте на современных высокопроизводительных заводах, оснащённых автоматизированным оборудованием. Введение в эксплуатацию новых заводов с эффективным оборудованием позволило снизить стоимость керамической черепицы и приблизить её к стоимости цементно-песчаной черепицы.
Ассортимент выпускаемой за рубежом керамической черепицы включает плосковолновую, сдвоенную, сдвоенную чешуйчатую, ленточную пазовую, марсельскую пазовую, марсельскую глазурованную, желобчатую и другую черепицу.
В 1990-е годы за рубежом стало развиваться производство крупноразмерной керамической черепицы, применение которой даёт возможность заметно снизить трудоёмкость её укладки.
Широкий ассортимент керамической черепицы выпускается фирмами Германии, Франции, Италии. Многие заводы оснащены самой передовой техникой: вакуум-прессами, тоннельными печами, управляемыми ЭВМ, сушиьными установками, автоматизированным оборудованием по доставке и укладке изделий.
Помимо черепицы перечисленных видов зарубежной промышленностью выпускаются разнообразные специальные керамические элементы, предназначенные для устройства черепичных кровель. Применение таких элементов повышает долговечность черепичных кровель и снижает эксплуатационные расходы. Производится коньковый элемент, состоящий из металлической плоской части с двумя рядами отверстий, обеспечивающей вентиляцию кровли, и керамической верхней части, защищающей нижнюю часть от дождевой и талой воды. Керамический элемент с вентиляционным отверстием предназначен для устройства вентиляции кровель, керамические карнизные элементы – для защиты стен от атмосферных воздействий, а также для стока дождевой и талой воды.[19]
В России и странах СНГ керамическая черепица выпускается рядом предприятий, однако объём её производства относительно невелик.
Отечественной промышленностью выпускаются следующие виды керамической черепицы: пазовая штампованная, пазовая ленточная, плоская ленточная, S-образная, коньковая и некоторые другие.
В России пазовая штампованная черепица выпускается Прохладненским кирпично-черепичным заводом, в Украине – Коломыйским заводоуправлением строительных материалов. Ленточная и S-образная черепица производятся в Украине Хустским заводом строительных материалов, в Белоруссии – Обольским заводом керамических изделий.
В СНГ в 1990-е годы рядом организаций выполнены разработки, направленные на развитие производства керамической черепицы. В частности, Могилёвским филиалом ВНИИстроммаш (Белоруссия) разработана технологическая линия по производству ленточной черепицы производительностью 3 – 5 млн. шт. в год.
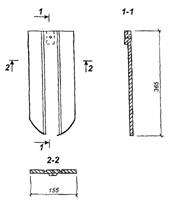
НИИСМ (Минск, Белоруссия) разработана поточно-конвейерная линия для производства керамической черепицы методом сухого прессования. Основные характеристики выпускаемой по данной технологии черепицы: размеры - 365х155 мм; морозостойкость – 100 циклов; масса 1 м2 кровли – 42 – 45 кг.
Институтом Роспроектагропромстройматериалы (Саратов, Россия) разработана проектно-конструкторская документация на линию производства керамической черепицы производительностью 2 – 2,5 млн. шт. в год.
АО ВНИИстром им. П.П. Будникова разработана технология производства керамической черепицы методом полусухого прессования. В соответствии с предложенным методом для изготовления черепицы может применяться разнообразное сырьё: малопластичные глины, суглинки, аргиллитовые породы, глинистые сланцы, отходы углеобогащения, лессовидные суглинки.
Применение специальной обработки поверхности черепицы даёт возможность уменьшить её водопоглощение. Предложенная конструкция ленточной черепицы позволяет увеличить кроющую способность изделий, уменьшить расход сырья, снизить массу кровли. Черепица характеризуется улучшенными декоративными качествами, а также повышенной биостойкостью. [23]
Керамическая черепица применяется в качестве кровельного материала уже несколько столетий. Однако и в настоящее время производство этой продукции остаётся актуальным. Несмотря на большой ассортимент кровельных материалов, керамическая черепица занимает определённую нишу на рынке и остаётся востребованной. Перспективным направлением является модернизация традиционной технологии производства, применение автоматизированных установок, разработка продукции, удобной для укладки при устройстве кровель.
Таким образом, цель курсовой работы – запроектировать технологию изготовления керамической черепицы и найти негативные факторы, разработать меры их устранения.
2. ХАРАКТЕРИСТИКА СЫРЬЕВЫХ МАТЕРИАЛОВ
Черепица изготовляется из легкоплавких пластичных глин, в качестве добавок могут использоваться различные виды песка. Черепица отличается разнообразием цветовой гаммы. Например, при отсутствии химических добавок изделия имеют естественный терракотовый цвет. Медно-красные и тёмно-серые тона создаются при нанесениии покрытий из специальных составов на поверхность высушенных черепиц перд обжигом.
Основным материалом для производства керамической черепицы является глинистое сырьё, применяемое в чистом виде, а чаще в смеси с добавками – отощающими, породообразующими, плавнями, пластификаторами и др.
Глинистое сырьё (глины и каолины) – продукт выветривания изверженных полевошпатных горных пород. Глинистые минеральные частицы диаметром 0,005 мм и менее обеспечивают способность при затворении водой образовывать пластичное тесто, сохраняющее при высыхании приданную форму, а после обжига приобретающее водостойкость и прочность камня.
Помимо глинистых частиц в составе сырья имеется определённое содержание пылевидных частиц с размерами зёрен 0,005 – 0,16 мм и песчаных частиц с размерами зёрен 0,16 – 2 мм.
Глинистые частицы имеют пластинчатую форму, между которыми при смачивании образуются тонкие слои воды, вызывая набухание частиц и способность их к скольжению относительно друг друга без потери связности. Поэтому глина, смешанная с водой, даёт легко формуемую пластичную массу. При сушке глиняное тесто теряет воду и уменьшается по объёму. Этот процессназывается воздушной усадкой. Чем больше в глинистом сырье глинистых частиц, тем выше пластичность и воздушная усадка глин. В зависимости от этого глины подразделяются на высокопластичные, среднепластичные, умереннопластичные, малопластичные и непластичные. Высокопластичные глины имеют в своём составе до 80 – 90% глинистых частиц, число пластичности более 25, водопотребность более 28%, воздушную усадку 10 – 15%.
Средне- и умереннопластичные глины имеют в своём составе 30 – 60% глинистых частиц, число пластичности 15 – 25, водопотребность 20 – 28% и воздушную усадку 7 – 10%. Малопластичные глины имеют в своём составе от 5 до 30% глинистых частиц, водопотребность менее 20%, число пластичности 7 – 15 и воздушную усадку 5 – 7%. Непластичные глины не образуют пластичное удобоформуемое тесто.
Глины с содержанием глинистых частиц более 60% называют «жирными», отличаются высокой усадкой, для снижения которой в глины добавляют «отощающие» добавки. Глины с содержанием глинистых частиц менее 10 – 15% - «тощие» глины, в них при производстве изделий вводят тонкодисперсные добавки, например, бентонитовую глину.
Гранулометрический состав глин тесно связан с минералогическим составом. Песчаные и пылевидные фракции представлены главным образом в виде остатков первичных минералов (кварца, полевого шпата, слюды и др.). Глинистые частицы в большинстве своём состоят из вторичных минералов: каолинита Al2O3·2SiO2·2H2O, монтмориллонита Al2O3·4SiO2·4H2O, гидрослюдистых и их смесей в различных сочетания.
Глины с преобладающим содержанием каолинита имеют светлую окраску, слабо набухают при взаимодействии с водой, характеризуются тугоплавкостью, малопластичны и малочувствительны к сушке.
Глины, содержащие монтмориллонит, весьма пластичны, сильно набухают, чувствительны к сушке и обжигу с проявлением искривлений изделий и растрескивания. Высокодисперсные глинистые породы с преобладающим содержанием монтмориллонита называют бентонитами. Содержание в них частиц размером менее 0,001 мм достигает 85 – 90%. Образцы с преобладанием в глинистой части гидрослюдистых минералов характеризуются помежуточными показателями пластичности, усадки и чувствительности к сушке.
Химический состав глин выражается содержанием и соотношение различных оксидов. В керамическом сырье содержание важнейших оксидов колеблется в широких пределах: SiO2 – 40-80%, Al2O3 – 8-50%, Fe2O3 – 0-15%, CaO – 0.5-25%, MgO – 0-4%. С увеличением содержания Al2O3 повышается пластичность и огнеупорность глин, а с повышением содержания SiO2 – пластичность глин снижается, увеличивается пористость, снижается прочность обожжённых изделий. Присутствие оксидов железа снижает огнеупорность глин, тонкодисперсного известняка – придаёт светлую окраску и понижает огнеупорность глин, а камневидные включения его являются причинами появления «дутиков» и трещин в керамичеких изделиях. Оксиды щелочных металлов (Na2O, K2O) являются сильными плавнями, способствуют повышению усадки, уплотнению черепка и повышению его прочности. Наличие в глинистом сырье растворимых солей сульфатов и хлоридов натрия, кальция, магния и железа вызывает появление белых выцветов на поверхности изделий. [19]
В настоящее время природные глины в чистом виде редко являются кондиционным сырьём для производства керамических изделий. В связи с этим их применяют с введением добавок различного назначения.
Отощающие добавки – вводят в пластичные глины для уменьшения осадки при сушке и обжиге и предотвращения деформаций и трещин в изделиях. К ним относятся дегидратированная глина, шамот, шлаки, золы, кварцевый песок.
Порообразующие добавки – вводят для повышения пористости черепка и улучшения теплоизоляционных свойств керамических изделий. К ним относятся древесные опилки, угольный порошок, торфяная пыль. Эти добавки являются одновременно и отощающими.
Плавни – вводят с целью снижения температуры обжига керамических изделий. К ним относятся полевые шпаты, железная руда, доломит, магнезит, тальк, песчаник, пегматит, стеклобой, перлит.
Пластифицирующие добавки вводят с целью повышения пластичности сырьевых смесей при меньшем расходе воды. К ним относятся высокопластичные глины, бентониты, поверхностно-активные вещества.
Специальные добавки – для повышения кислотостойкости керамических изделий в сырьевые смеси добавляют песчаные смеси, затворенные жидким стеклом; для получения некоторых видов цветной керамики в сырьевую смесь добавляют оксиды металлов (железа, кобальта, хрома, титана и др.).[18]
Таким образом, для производства керамической черепицы будем использовать высокопластичные «жирные» глины (с содержанием глинистых вешеств более 60%) с добавлением в качестве отощающей добавки кварцевого песка для предотвращения появления в изделиях трещин.
Таблица 1 – Исходные сырьевые материалы
| Наименование показателей | Величина |
| Глины | |
| Содержание глинистых частиц, % | 80 – 90 |
| Число пластичности | >25 |
| Водопотребность, % | >28 |
| Воздушная усадка, % | 10 – 15 |
| Песок ГОСТ 8736 | |
| Модуль крупности | 1,5 – 2,0 |
| Полный остаток на сите №063, % | 10 - 30 |
| Содержание пылевидных и глинистых частиц, % | 3 |
| Вода ГОСТ 23732-99 | |
| Максимальное допустимое содержание растворимых солей, мг/л | 2000 |
| Максимальное допустимое содержаниевзвешенных частиц, мг/л | 200 |
3. НОМЕНКЛАТУРА ВЫПУСКАЕМОЙ ПРОДУКЦИИ
В настоящее время вырабатывают черепицу пазовую штампованную, пазовую ленточную, плоскую ленточную, волнистую ленточную, S-образную ленточную и коньковую желобчатую.
В зависимости от назначения черепица может быть: рядовая – для покрытия скатов кровли; коньковая – для покрытия коньков и рёбер; разжелобочная – для покрытия разжелобов; концевая – для замыкания рядов, специального назначения.[25]
Основные технические характеристики глиняной черепицы по ГОСТ 1808 – 71 приведены в таблице 2.
Таблица 2 – Номенклатура выпускаемой продукции
| Тип черепицы | Размеры, допускаемые отклонения |
Вес 1 м2 кровли, кг |
Количество штук черепицы на 1 м2 кровли |
Эскиз | |
| Длина | Ширина | ||||
| Пазовая штампованная |
310 333 +24 347 -8 |
190 190 +10 208 -16 |
50 50 50 |
17 16 14 |
|
| Пазовая ленточная |
333 333 +/-5 333 |
200 180 +/-3 140 |
50 50 50 |
15 17 21,4 |
|
| Плоская ленточная | 160 +/-5 | 155 +/-3 | 65 | 40,3 |
|
| Волнистая ленточная | 200 +/-5 | 200 +/-3 | 50 | 17 |
|
| S-образная ленточная |
333 290 +/-5 |
175 175 +/-3 |
50 50 |
17 20 |
|
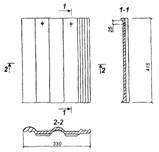
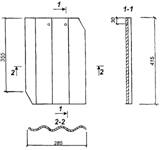
К керамической черепице предъявляются следующие требования: черепица должна быть правильной формы с гладкими поверхностями и ровными краями, без отбитостей, трещин и известковых включений. Допускаются искривления поверхности и рёбер черепицы не более чем на 3 мм; отбитие или смятие шипов допускается не более 1/3 высоты шипа; отклонения линейных размеров по длине должны составлять не более чем 5 мм, по ширине – не более 3 мм. Исключение составляет пазовая штампованная черепица.
Цвет черепицы должен быть однотонным, а структура черепицы в изломе однорядной. [18]
Таким образом, исходя из анализа сырьевых материалов для изготовления черепицы, в курсовой работе в качестве основных материалов применяются высокопластичные глины и кварцевый песок; выпускается плоская ленточная черепица.
4. ВЫБОР И ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ПРОИЗВОДСТВА
В настоящее время для производства керамической черепицы применяются следующие технологии: пластическое формование, метод полусухого прессования, жёсткое формование, шликерный способ.
Способ производства черепицы определяется способом приготовления массы и способом формования. Рассмотрим основные из них.
Пластический способ – исходные материалы при естественной влажности или предварительно высушенные смешивают с добавками воды до получения теста с влажностью от 18 до 28%. Этот способ производства керамических материалов является наиболее простым, наименее металлоёмким и поэтому наиболее распространённым. Он применяется в случаях использования среднепластичных и умереннопластичных, рыхлых и влажных глин с умеренным содержанием посторонних включений, хорошо размокающих и превращающихся в однородную массу.
Полусухой способ производства распространён меньше, чем способ пластического формования. Керамические изделия по этому способу формуют из шихты влажностью 8 – 12% при давлениях 15 – 40 Мпа. Недостаток способа в том, что его металлоёмкость почти в 3 раза выше, чем пластического. Но в то же время он имеет и существенные преимущества. Длительность производственного цикла сокращается почти в 2 раза; изделия имеют более правильную форму и точные размеры; до 30% сокращается расход топлива; в производстве можно использовать малопластичные тощие глины с большим количеством добавок отходов производства – золы, шлаков и др. Сырьевая масса представляет собой порошок, который должен иметь около 50% частиц менее 1 мм и 50% размером 1 – 3 мм.
Прессование изделий производится в прессформах на одно или несколько отдельных изделий на гидравлических или механических прессах.
Сухой способ производства керамической черепицы является разновидностью современного развития полусухого производства изделий. Пресс-порошок при этом способе готовится с влажностью 2 – 6%. При этом устраняется полностью необходимость операции сушки.
Шликерный способ применяется, когда изделия изготавливаются из многокомпонентной массы, состоящей из неоднородных и трудноспекающихся глин и добавок, и когда требуется подготовить массу для изготовления изделий сложной формы методом литья. Отливка изделий производится из массы с содержанием воды до 40%. [25]
В курсовой работе для производства керамической черепицы применяем жёсткий способ. Жёсткий способ формования является современной разновидностью пластического способа. Влажность формуемой массы при этом способе колеблется от 13% до 18%. Формование осуществляется на мощных вакуумных шнековых или гидравлических прессах. Вакуум-пресс создаёт давление прессования до 20 МПа. В связи с тем, что жёсткое формование осуществляется при относительно высоких 10 – 20 МПа давлениях, могут быть использованы менее пластичные и с естественной низкой влажностью глины. При этом способе требуются меньшие энергетические затраты на сушку, а получение изделия-сырца с повышенной прочностью позволяет избежать некоторые операции в технологии производства, обязательные при пластическом способе. Формование при жёстком способе завершается разрезкой непрерывной ленты отформованной массы на отдельные изделия на резательных устройствах.
5. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ
Технологическая схема производства керамической черепицы жёстким способом представлена на рисунке 1.
Глину для производства керамической черепицы добывают в карьерах, расположенных обычно внепосредственной близости от завода. Глины обычно залегают на небольшой глубине при мощности вскрыши 0,5 – 1,0 м. Мощность полезной толщины месторождений колеблется от одного до десятков метров. Добычу глин осуществляют открытым способом различными экскаваторами: одно- и многоковшовыми, роторными и реже скреперами. Методы добычи и оборудование для разработки месторождений выбирают в зависимости от мощности глиняного пласта, характера его залегания и других факторов. Транспортируют глину из карьера на завод рельсовым транспортом в опрокидных вагонетках.
Для бесперебойной работы производства на заводе керамической черепицы должен быть определённый запас сырья. С этой целью на заводах создают склады для промежуточного запаса сырья. Добыча глины зимой, а также предохранение её от смерзания при транспортировании сильно усложняют производство, поэтому стремятся осуществить добычу в тёплое время года и создавать запасы глины на складах завода для работы зимой.
Добытая в карьере и доставленная на завод глина в естественном состоянии обычно непригодна для формования изделий и нужно разрушить природную структуру глины, удалить из неё вредные примеси, измельчить крупные включения, смешать глину с добавками, а также увлажнить её, чтобы получить удобоформуемую массу.
Глина подвергается последовательно грубому дроблению и тонкому измельчению. Первичное дробление глины осуществляют в глинорыхлителе, который представляет собой самоходную тележку, совершающую возвратно-поступательное движение над ящичным подавателем. Рабочим органом глинорыхлителя является вращающийся вал с насаженными на него фрезами. Дробление глины до кусков размером 10 – 15 мм осуществляют в дробилках. Вязкие пластичные глины дробят на гладких дифференциальных вальцах грубого помола.
Измельчённые глину и отощающие добавки дозируют для предварительного перемешивания в двухвальный смеситель. При необходимости сюда подают также воду или пар.
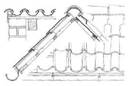
Формование производится на прессе с вакуумированием и подогревом. Вакуумирование и подогрев массы при прессовании позволяет улучшить её формовочные свойства, увеличить прочность обожжённого изделия до 2-х раз. В корпусе пресса (рисунок 2) вращается шнек-вал с винтовыми лопастями. Глиняная масса перемещается с помощью шнека к сужающейся переходной головке, уплотняется и выдавливается через мундштук в виде непрерывной ленты под давлением. Меняя мундштук, можно получать глиняный брус различных форм и размеров. Брус, непрерывно выходящий из пресса, разрезает на отдельные части в соответствии с размерами изготовляемых изделий автоматическое резательное устройство. Пресс снабжён вакуум-камерой, в которой из глиняной массы частично удаляется воздух.
Перед обжигом изделия должны быть высушены до содержания влаги 5 – 6% во избежание неравномерной усадки, искривлений и растрескивания при обжиге. Применяется искусственная сушка в камерных сушилках периодического действия в течение от нескольких до 72-х часов в зависимости от свойств сырья и влажности сырца. Сушка производится при начальной температуре теплоносителя – отходящих газов от обжиговых печей или подогретого воздуха – 120 – 1500С.
Обжиг – важнейший и завершающий процесс в производстве керамической черепицы. Этот процесс включает в себя три периода: прогрев сырца, собственно обжиг и регулируемое охлаждение. При нагреве сырца до 1200С удаляется физически связанная вода и керамическая масса становится непластичной. Но если добавить воду, пластические свойства массы сохраняются. В температурном интервале от 4500С до 6000С происходит отделение химически связанной воды, разрушение глинистых минералов и глина переходит в аморфное состояние. При этом и при дальнейшем повышении температуры выгорают органические примеси и добавки, а керамическая масса безвозвратно теряет свои пластические свойства. При 8000С начинается повышение прочности изделий, благодаря протеканию реакций в твёрдой фазе на границах поверхностей частиц компонентов.
В процессе нагрева до 10000С возможно образование новых кристаллических силикатов, например силлиманита Al2O3·SiO2, а при нагреве до 12000С и муллита 3Al2O3·2SiO2. Одновременно с этим легкоплавкие соединения керамической массы и минералы плавни создают некоторое количество расплава, который обволакивает нерасплавившиеся частицы, стягивает их, приводя к уплотнению и усадке массы в целом (огневой усадке). В зависимости от вида глин она составляет от 2% до 8%. После остывания изделие приобретает камневидное состояние, водостойкость и прочность. Интервал температур обжига для керамической черепицы лежит в пределах от 11000С до 13000С.
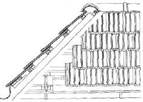
Обжиг керамической черепицы осуществляется в туннельных печах. Туннельная печь (рисунок 3) представляет собой сквозной канал длиной до 100 м, в котором по рельсам движутся вагонетки с обжигаемыми изделиями. В туннельной печи совершаются операции загрузки, подогрева, обжига, охлаждения, выгрузки.
Высушенную черепицу загружают на вагонетки с подом из огнеупорного кирпича. Толкатель подаёт загруженную вагонетку в печь, выталкивая при этом с противоположного конца вагонетку с обожжённой и охлаждённой черепицей. Туннельные печи работают на газе или тонкомолотом угле. В этих печах удобно механизировать процессы загрузки и выгрузки продукции, а также автоматизировать процесс обжига и его регулирование.
Наличие стабильных температурных зон и противоточное движение обжигаемого материала навстречу потоку газов позволяет получить в туннельных печах высокие температуры нагрева (до 17000С), что даёт возможность интенсифицировать процесс спекания. Туннельные печи значительно производительнее и экономичнее кольцевых печей, кроме того, количество брака изделий значительно ниже. Существенным недостатком туннельных печей является быстрый износ вагонеток.
Обожжённые изделия подлежат выбраковке и сортировке. Качество изделий устанавливают по степени обжига, внешему виду, форме, размерам, а также по наличию в них различных дефектов. [25]
Оборудование участвующее в производственном процессе представлено в таблице 3.
Таблица 3 – Сводная ведомость оборудования
|
№ п/п |
Наименование |
Тип или марка |
Краткая техническая характеристика |
Кол-во, шт. |
Мощ-ность эл/дви-гателя, кВт | Габаритные размеры, мм |
|
||||||
| 1 | Ящичный подаватель | СМ14А | Производительность в т/ч- 30,8; число оборотов вала винта в мин.- 34;диаметр винта в мин.- 298; шаг винта в мм – 240; длина транспортирования в мм -1700 | 1 | 1,7 | 3895×645×820 |
|
||||||
| 2 | Бегуны |
СМ- 874 |
Производительность, кг/ч -700; диаметр катка в мм-1400; ширина катка в мм-400; вес катка в кг-3000;число оборотов вертикального вала в мин – 730 | 1 | 14 | 8000×3140× ×3400 | |||||||
| 3 | Вальцы |
Щеко-вая дробил-ка 1200х 1500х 150 |
Ширина загрузочной щели – 1200 мм; ширина разгрузочной щели- 150 мм; производитель-ность – 280 кг/ч |
1 | 160 | 1200х1500 | |||||||
| 4 | Двухвальный лопастный смеситель | СМ-923 | Производительность в т/ч- до 25; число оборотов валов в мин – 35 | 1 | 2,8 | 3600×720×800 | |||||||
| 5 | Вакуумный пресс | Гори-зонталь-ный |
Влажность формуемой массы – 13 – 18%; давление прессования – до 20 МПа |
1 | 250 | 2100х1700 | |||||||
| 6 | Сушильная камера | Перио-диче-ского действия |
Начальная температура теплоносителя 120 – 1500С |
1 | |||||||||
| 7 | Печь для обжига | Туннельная |
Температура обжига – до 17000С |
1 | L ≈ 100 м | ||||||||
Выпускаемая продукция дожна соответствовать требованиям действующих стандартов и технических условий, поэтому на всех стадиях производства керамической черепицы необходим технический контроль – совокупность операций по обеспечению выпуска продукции высокого качества при оптимальных технико-экономических показателях его производства.
В зависимости от места организации технический контроль подразделяют на:
- входной контроль – контроль исходного сырья, добавок, топлива и других материалов, поступающих на предприятие;
- пооперационный контроль – контроль технологических параметров в ходе производства;
- выходной контроль – контроль качества продукции после завершения всех технологических операций по её изготовлению.[32]
Технический контроль при производстве керамической черепицы представлен в таблице 4 в виде карты контроля.
Таблица 4 - Карта контроля сырья, технологических процессов и готовой продукции
| Вид контроля исходного сырья в технологических процессах и готовой продукции (входной, пооперационный, выходной) | Наименование исходного сырья технологического процесса, готовой строительной продукции или полуфабриката | Контролируемый параметр и его нормативно-технический показатель | Место контроля технологической операции | Периодичность контроля по технологическому регламенту или нормативу | Метод контроля, нормативный документ | Измерительная техника и допустимая погрешность измерения по технологическому регламенту, нормативам, техническому паспорту |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Входной | Глины |
Содержание глинистых частиц – 80-90%; число пластичности >25; водопотребность >28% |
Приёмный склад | Каждая партия | ГОСТ 9169-75 | Устройство пробоотсекающее, сушильный шкаф, технические весы |
| Входной | Песок |
Модуль крупности – 1,5 – 2,0; полный остаток на сите №063 – 10 – 30%; содержание пылевидных и глинистых частиц – 3% |
Приёмный склад | Каждая партия | ГОСТ 8736 | Сито, технические весы |
| Вода |
Максимальное допустимое содержание растворимых солей – 2000 мг/л; Максимальное допустимое содержание взвешенных частиц - 200 мг/л |
Приёмный склад | Каждая партия | ГОСТ 23732-99 | Химический анализ, сушильный шкаф, технические весы | |
| Пооперационный | Контроль измельчения глины | Степень измельчения | Вальцы | После каждого измельчения | ГОСТ 1808-71 | |
| Контроль перемешивания сырья | Степень однородности сырьевой массы | Двухвальный смеситель | Каждая партия | ГОСТ 1808-71 | ||
| Пооперационный | Контроль сушки сформованных изделий | Высушивание изделий до содержания влаги 5 – 6% | Сушильные камеры | Каждая партия | ГОСТ 1808-71 | |
| Контроль процесса обжига | Определение степени обжига, недожога или пережога | Туннельная печь | После каждого обжига | ГОСТ 1808-71 | ||
| Выходной (контроль качества готовой продукции) | Черепица керамическая плоская ленточная | Геометрические размеры (отклонение линейных размеров по длине не более 5 мм, по ширине не более 3мм); гладкость поверхности (отсутствие трещин и отбитостей), однотонность цвета, однородность структуры, моро-зостойкость-25 циклов | Склад готовой продукции | ГОСТ 8747-88 | Визуально, морозильная камера, стандартные образцы |
Чтобы оценить технологический процесс как источник загрязнения окружающей среды, проанализировать потенциально опасные и вредные экологические факторы внутри производственного помещения необходим экологический контроль. [24] Карта экологического контроля представлена в таблице 5.
Таблица 5 – Карта экологического контроля
| Обозначение | Вид контроля | Контролируемый параметр | Источник загрязнения | Метод контроля и прибор | Меры защиты | |||||
|
|
Контроль радиоактвности сырьевых материалов; НРБ-99, ГОСТ 30108-94 | Допустимая загрязнённость поверхности, токсичность | Склад сырьевых материалов | Дозиметр | Ограничение поступления, обеззаражи-вание | |||||
|
|
Контроль запылённости ГОСТ- 17.2.2.08-90 |
Неорганическая пыль, ПДК 6 мг/м3 |
Ящичный подаватель, бегуны, вальцы | Метод фильтрации (отбор разовых и суточных проб) | Очистные аппараты: пылеосадительная камера (степень очистки до 60%); циклоны (до 88%); фильтры (до 95%) | |||||
|
|
Контроль освещённости СНиП-23-05-95 | Световой поток, 5000 лм | Все пылевые установки | Визуально | Пылевакуумная уборка | |||||
|
|
Контроль шума, СНиП-II-12-77 | Уровень звука (не более 60 дБ) | Ящичный подаватель, бегуны, вальцы, вакуум-пресс | Шумомер | Звукоизолирующие кожухи и экраны, глушители, индивидуальные средства защиты | |||||




6 ИНЖЕНЕРНАЯ ЗАЩИТА ОКРУЖАЮЩЕЙ СРЕДЫ
При проектировании технологии производства особое внимание следует обращать на ресурсосбережение, максимальное использование природного сырья и отходов различных производств, на социальную и эколого–экономическую переориентацию производителей продукции на потребность рынка.
Предприятия керамической промышленности выделяют как «традиционные» выбросы, типичные для многих отраслей производства, - золу от сжигания топлива в котельных, дымовые газы, так и специфические аэрозоли, влажные сырьевые смеси, выбракованные черепки.
В качестве экологического контроля в курсовой работе рассмотрим контроль аэрозолей керамической промышленности.
Аэрозоли в промышленности строительных материалов являются гетерогенными полидисперсными системами. Твёрдые частицы этих аэрозолей образуются путём диспергирования при дроблении, измельчении, сушке, обжиге или в процессе химических реакций.
Аэрозоли керамической промышленности образуются при тепловой и механической обработке сырьевых материалов. Они характеризуются высоким влагосодержанием при температуре отходящих газов 110 – 2300С и содержанием частиц размером менее 20 мкм от 40 до 96%. Концентрация вредных веществ в отходящих газах составляет (в г/м3): пыли в распределительных сушилках – 7 – 15, сернистого ангидрида, образующегося в туннельных печах – до 15. Содержание свободного кремнезёма в пыли не превышает 35%. Пыль хорошо смывается водой. [24]
Инженерно-технические мероприятия по борьбе с запыленностью делятся на 3 группы:
- снижение или устранения пылеобразования;
- подавление и улавливание пыли;
- вынос летучей пыли из выработок и обеспыливание воздушного потока.
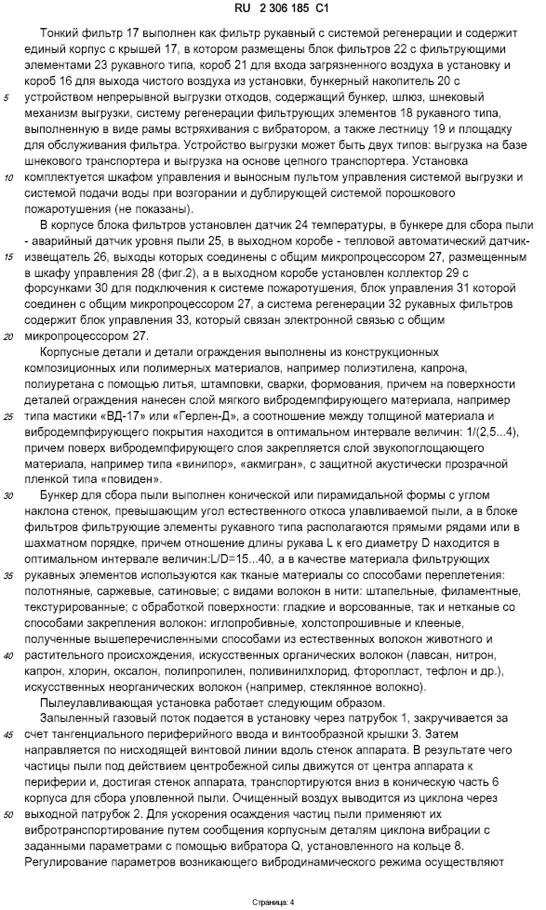
В технологии производства керамической черепицы, запроектированной в данной курсовой работе для очистки окружающей среды и рабочей зоны от пыли применяется пылеулавливающая установка с виброциклоном типа ВЦНРФ-1, совмещающая 2 стадии очистки. Установка состоит из циклона и тонкого фильтра, связанных между собой воздуховодом таким образом, что выход циклона соединен со входом фильтра.
Данный очистной аппарат представлен на рисунке 4и в приложении 1.
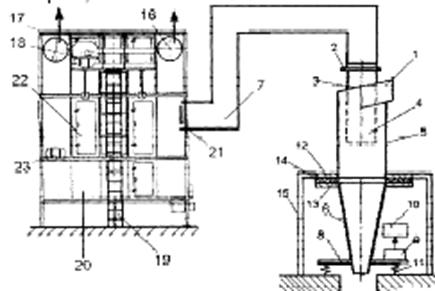
Рисунок 4 - Пылеулавливающая установка с виброциклоном типа ВЦНРФ-1.
Пылеулавливающая установка работает следующим образом.
Запыленный газовый поток подается в установку через патрубок 1, закручивается за счет тангенциального периферийного ввода и винтообразной крышки 3. Затем направляется по исходящей винтовой линии вдоль стенок аппарата. В результате чего частицы пыли под действием центробежной силы движутся от центра аппарата к периферии и, достигая стенок аппарата, транспортируются вниз в коническую часть 6 корпуса для сбора уловленной пыли. Очищенный воздух выводится из циклона через выходной патрубок 2.
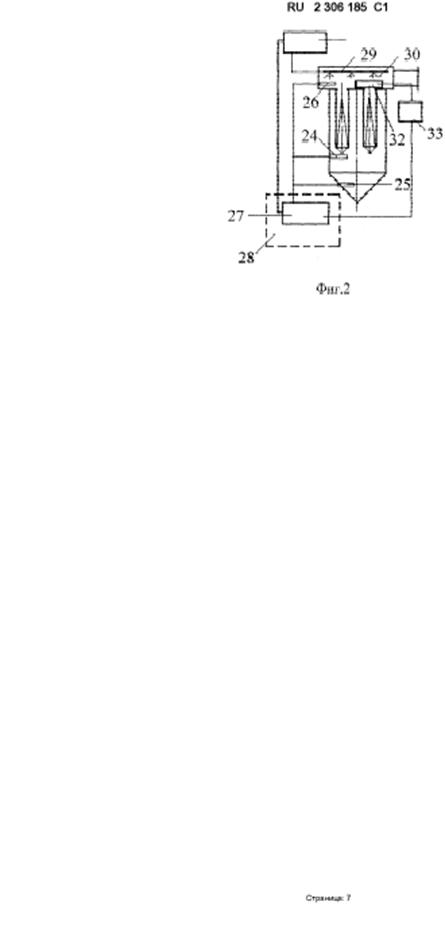
Для ускорения осаждения частиц пыли применяют их вибротранспортирование путем сообщения корпусным деталям циклона вибрации с заданными параметрами с помощью вибратора Q, установленного на кольце 8. Регулирование параметров возникающего вибродинамического режима осуществляют посредством блока управления 10. При этом легкие мелкодисперсные фракции частиц пыли, не уловленные в конической части корпуса, задерживаются на тонком фильтре , связанном с ним воздуховодом . После предварительной очистки в фильтре газ поступает в короб для входа загрязненного воздуха тонкого фильтра, затем в блок фильтров с фильтрующими элементами рукавного типа. Пыль осаждается на внутренней поверхности рукавов и периодически сбрасывается с них системой регенерации фильтрующих элементов, выполненной в виде рамы встряхивания с вибратором. Пыль ссыпается в бункер , откуда через шлюз посредством шнекового механизм выгрузки удаляется из фильтра. Для обслуживания фильтра предусмотрены лестницы и площадка. Устройство выгрузки может быть двух типов: выгрузка на базе шнекового транспортера и выгрузка на основе цепного транспортера. Установка комплектуется шкафом управления с микропроцессором, управляемым системами регенерации, выгрузки и пожаротушения. Удельная газовая нагрузка на фильтр выбирается с учетом физико-химических свойств пылегазового потока.
В аппарате происходит снижение виброакустической энергии, так как фильтрующие элементы одновременно является аэродинамическим глушителем шума активного (сорбционного) типа.
Гидравлическое сопротивление фильтрующего элемента составляет 15…25% от гидравлического сопротивления всего аппарата, а материал фильтрующего элемента обладает повышенными звукопоглощающими свойствами.
Внедрение модернизированной пылеулавливающей установки в технологический процесс производства керамической черепицы позволит довести степень очистки запыленного воздуха от пыли до 97 – 98%.
ЗАКЛЮЧЕНИЕ
Курсовая работа состоит из 36 страниц, 5 таблиц, 4 рисунков, наименований источников информации.
Целью выполнения курсовой работы была разработка технологии производства керамической черепицы на основании современных требований к качеству продукции и экологической безопасности производства.
В ходе выполнения курсовой работы цель была достигнута путем решения следующих задач:
1. выбор экономичных и экологически чистых сырьевыех материалов;
2. выбор и обоснование эффективных видов продукции и экологически чистой технологии производства;
3. выявление источников загрязнения окружающей среды;
4. предложение очистного сооружения.
На основании проведенной работы были получены данные о современном состоянии производства керамической черепицы и о перспективах его развития.
После изучения характеристик различных сырьевых ресурсов, были выбраны наиболее экономически выгодные, технологчески эффективные и экологически безопасные материалы.
Проанализировав несколько технологических схем производства, была выбрана наиболее оптимальная, доступная и экологически чистая технология производства керамической черепицы, которая рассмотрена в 5 разделе данной курсовой работы.
На основе патентного поиска предложено очистное сооружение – пылеулавливающая установка с виброциклоном типа ВЦНРФ-1.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ ИНФОРМАЦИИ
1. Баринова Л.С. и др. Современное состояние и перспективы развития строительного комплекса России//Строительные материалы//2004.-№9-56с.
2. Безопасность жизнедеятельности. Безопасность технологических процессов и производств (охрана труда): Учебное пособие для вузов.-М.:Высш.шк.,1999.-381с.
3. Белецкий Б.Ф. Строительные машины и оборудование: Справочное пособие для строит. фак. вузов и техникумов, производственников-механизаторов, инженер.- техн. работников строит. орг – Ростов н/Д: Феникс, 2002.-591с.
4. Гегерь В.Я., Городков А.В. Основы архитектурного проектирования промышленных зданий.- Брянск. БГИТА.2004.-118с.
5. ГОСТ 17.2.3.01-90. Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов. – М: Изд-во стандартов, 1990.
6. ГОСТ 17.2.3.02-91. Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями. – М: Изд-во стандартов, 1991.
7. ГОСТ 17.2.4.08-90. Охрана природы. Атмосфера. Методы определения влажности газопылевых потоков, отходящих от стационарных источников загрязнения. – М: Изд-во стандартов, 1990.
8. ГОСТ 21216.0-93. Сырьё глинистое. Общие требования к методам анализа. – М.: Изд-во стандартов, 2001.
9. ГОСТ 21216.10-93. Сырьё глинистое. Метод определения минерального состава. – М.: Изд-во стандартов, 2001.
10. ГОСТ 23732-99. Вода для бетонов и растворов. Технические условия.-М: Изд-во стандартов, 1999.
11. ГОСТ 30108-94. Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов. –М.:Изд-во стандартов,1994.
12. ГОСТ 3226-93. Глины формовочные огнеупорные. Общие технические условия. – М.: Изд-во стандартов, 2001.
13. ГОСТ 8735-88*. Песок для строительных работ. Методы испытаний. – М.: Изд-во стандартов, 1998.
14. ГОСТ 8736-93. Песок для строительных работ. Технические условия. – М.: Изд-во стандартов, 1995.
15. ГОСТ 9169-75. Сырьё глинистое для керамической промышленности. . – М.: Изд-во стандартов, 2001.
16. Закон РФ «Об охране окружающей среды» от 10.01.02 №7 – ФЗ:-М.:Норма,2002.-28с.
17. Закон РФ «Об экологической экспертизе» от 16.11.95 №167– ФЗ:-М.:Норма,1995.-34с.
18. Исламкулова С.Х. Кровельные материалы для строительства и ремонта индивидуальных домов. – М.: Стройиздат, 1992. – 112 с.
19. Кровельные системы. Материалы и технологии. – М.: Стройинформ, Ростов н/Д: Феникс, 2006. – 636 с.
20. Микульский В.Г. и др. Строительные материалы (Материаловедение. Строительные материалы): Учеб. издание. – М.: Издательство Ассоциации строительных вузов, 2004. – 536 с.
21. Михеев А.С. Производственные факторы//Экология и промышленность//2006.- №2-45с.
22. НРБ-99. Нормы радиационной безопасности. Основные положения.-М.: Госкомэпиднадзор России,1999.-15с.
23. Панасюк М.В. Кровельные материалы. Практическое руководство. Характеристики и технологии монтажа новых и новейших гидроизоляционных, теплоизоляционных, пароизоляционных материалов. – Ростов н/Д.: Феникс, 2005. – 448 с.
24. Паращенко О.Д., Шульга А.С., Валешко К.А. Контроль качества строительных материалов. – К.: Будивельник, 1983. – 79 с.
25. Попов К.Н. Строительные материалы и изделия. – М.: Высш. шк., 2005. – 438 с.
26. СанПиН 2.1.6.1032-01. Гигиенические требования к обеспечению качества атмосферного воздуха населенных мест.- М.: Федеральный центер эпиднадзора,2001.-14с.
27. СанПиН 2.2.4.1294-03. Гигиенические требования к аэроционному составу воздуха производственных и общественных помещений.- М.: Здравоохранение РФ, 2003.- 11с.
28. СН 2.4/2.1.8.562-96. Шум на рабочих местах, в помещениях жилых, общественных зданий и на территориях жилой застройки.- М.:Информационно-издательский центр Минздрава России,1996.-20с.
29. СниП 23-03-2003. Защита от шума.- М.: Госстрой России, 2003.-20с.
30. СниП 23-05-95. Естественное и искусственное освещение.-М.:Минстрой России,1995.-10с.
31. Трофимов Н.А. Производство строительных материалов. Достоинства и недостатки: Учебное пособие/ПГТУ.-Пермь, 1999.-144 с.
32. Ястребова И.А. Методические указания по выполнению курсовой работы по дисциплине «Строительные материалы и оценка их экологической безопасности».- Брянск. БГИТА.2006.-20с.
ПРИЛОЖЕНИЕ А