Главная
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Дипломная работа: Разработка системы учёта посещений
Дипломная работа: Разработка системы учёта посещений
МИНИСТРЕТСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
Учреждение образования «Гомельский государственный дорожно-строительный колледж им. Ленинского комсомола Белоруссии»
Отделение: «Электронные вычислительные средства»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К ДИПЛОМНОМУ ПРОЕКТУ
Тема: «Разработка системы учёта посещений»
ДОПУЩЕН К ЗАЩИТЕ
И.о. заведующей отделением
Глухова И.В.
Учащийся группы ЭВС-41 А.П.Кузнецов
Руководитель Д.С. Минин
Гомель, 2010
Содержание
Введение
1. Расчётно-проектировочный раздел
1.1 Назначение и область применения проектируемого устройства
1.2 Разработка структурной схемы
1.3 Разработка функциональной схемы
1.4 Расчёт узлов и блоков
1.5 Расчёт надёжности
1.6 Выбор элементной базы
1.7 Описание принципа действия
2. Конструкторско-технологичекий раздел
2.1 Разработка печатной платы
2.2 Выбор способа изготовления печатной платы
2.3 Разработка компоновки устройства
2.4 Поиск и устранение неисправностей
3. Экономический раздел
4. Охрана труда
5. Энерго- и материалосбережение
6. Охрана окружающей среды
Заключение
Список использованных источников
Введение
Широкое внедрение вычислительной техники во все отрасли народного хозяйства в значительной степени определяет прогресс общественного производства. В свою очередь интенсивное расширение сферы применения ЭВМ заставляет специалистов в различных областях техники обратиться к изучению теоретических положений микроэлектроники.
В основе дальнейшего совершенствования вычислительной техники лежит развитие микроэлектроники в целом, а также разработка и внедрение микросхем различной степени интеграции. Появление микропроцессорных больших интегральных схем (БИС) позволило решить задачу цифровой обработки сигналов при высоких технико-экономических показателях, т. е. при малых габаритах, небольшой массе, малой мощности потребления энергии и низкой стоимости. Повышение технического уровня автоматических систем управления, средств связи, робототехнических систем требует, чтобы аналоговая обработка сигналов также осуществлялась при условии технической целесообразности применения. Опыт проектирования систем сбора и обработки информации, в основу которых положены различные формы сопряжения датчиков и приемников информации, показывает, что затраты аппаратных средств, необходимых для реализации системы сопряжения объекта с микроЭВМ, значительно превышают объем аппаратуры самой микроЭВМ.
Существующее в настоящее время противоречие между характеристиками средств цифровой и аналоговой обработки сигналов разрешается оптимальным соотношением объемов цифровой и аналоговой частей в пределах конкретной системы сбора и обработки информации. В то же время разрешению этого противоречия посвящено целое направление микроэлектроники — создание элементов систем, которые предназначены для аналоговой обработки сигналов при управлении реальным объектом. С развитием интегральной технологии методы расчета и применения аналоговых ИС становятся действенным орудием в руках разработчиков систем автоматического управления. Проектирование элементов систем требует от инженера глубоких знаний в области как создания, так и применения аппаратных средств аналоговой обработки сигналов.
1. Расчётно-проектировочный раздел
1.1 Назначение и область применения устройства
В данном дипломном проекте передо мной стоит задача разработать систему учёта посещений. Данное устройство предназначено для учёта посещений людей на предприятиях, в магазинах, в учебных заведениях и в местах большого скопления людей где необходимо вести учет посетителей. Данное устройство ведёт подсчёт именно в тот момент когда посетитель проходит через специальную рамку на которой расположены ИК датчики. Очень часто в таких системах используют бесконтактные датчики для контроля ближней зоны. Это - пространство около дверей, часть коридора, лестничного марша. Обычно такие задачи решают средствами высокочастотной техники. Датчиком могут быть LC-генератор, расстраивающийся при приближении посторонних объектов, теряющий баланс высокочастотный мост и др. Но существуют и другие средства.
Данное устройство формирует короткие инфракрасные импульсы.
История датчиков движения
ИК датчик движения
ИК излучение присутствует в электромагнитном спектре. Его длина волны больше длины волны видимого света. ИК излучение невозможно увидеть невооруженным глазом, но оно определяется с помощью специальных датчиков. Человеческое тело, а также тела животных активно излучают в ИК диапазоне. Максимум такого излучения приходится на длину волны 9,4 мкм.
Для детектирования ИК излучения применяют пироэлектрические датчики. Их создают на основе специального кристаллического материала, способного при воздействии на него ИК излучения вырабатывать поверхностный электрический заряд. Этот заряд усиливается встроенным в ИК датчик усилителем на полевом транзисторе, обеспечивающим формирование управляющего напряжения. Поскольку датчик реагирует на ИК излучение в широком диапазоне, для сужения последнего применяется специальный фильтр, ограничивающий восприятие датчиком ИК излучения только в диапазоне от 8 до 14 мкм.
На рисунке 1.1 изображена структурная схема детектора перемещений. Вывод 2 датчика через шунтирующий резистор сопротивлением 100 кОм соединен с корпусом. Сигнал с датчика подается на двухкаскадный согласованный усилитель, обеспечивающий общий коэффициент усиления 10000. При типовом применении полоса пропускания усилителя ограничена до 10 Гц для ослабления высокочастотных помех и надежного срабатывания компаратора при восприятии положительных и отрицательных перепадов выходного напряжения датчика.
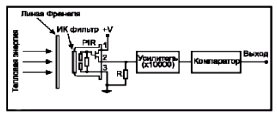
Рисунок 1.1 - Структурная схема детектора перемещений
Хорошо отфильтрованное напряжение питания величиной от 3 до 15 В подается на вывод 1 датчика. Датчик РЕ200В имеет два чувствительных элемента, включенных по схеме компенсации напряжения. Такой способ включения позволяет избавиться от посторонних сигналов, вызываемых вибрацией, изменением температуры и солнечного освещения. При перемещении человека в зоне действия датчика сначала активизируется один элемент, а затем другой. Источник излучения перемещается в горизонтальной плоскости. При этом выводы 1 и 2 также должны быть расположены в горизонтальной плоскости. Для увеличения дальности зоны действия датчика применяют линзы Френеля. С их использованием эта зона увеличивается примерно до 25-30 м. В комплекте с датчиком поставляется комплект линз Р165.Линза является собирательной, но, в отличие от обычных выпуклых линз, линзы Френеля имеют гораздо меньшие размеры, обусловленные их конструкцией.
На рисунке 1.2 изображена типовая схема применения ИК датчика перемещения. Элементы Р11 и С6 задают время включения реле РУ1 после срабатывания датчика перемещения. В схеме используется датчик типа РЕ200 В, который имеет следующие характеристики:
- Реакция на тепловое излучение в спектре5...14мкм;
- Выходное напряжение 20 мВ;
- Напряжение шумов О,4мВ;
- Напряжение смещения О,1 В;
- Напряжение питания от 2,2до15В;
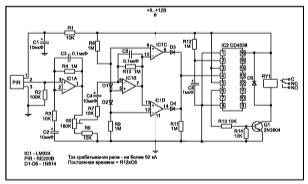
Рисунок 1.2 - Схема ИК датчика перемещения
Выводы датчика внутренне соединены:
вывод 1 - со стоком, вывод 2- с истоком полевого транзистора, вывод 3 - общий. Между выводами 2 и 3 должен быть включен резистор сопротивлением 100 кОм.
В схеме детектора перемещений используется дешевый счетверенный операционный усилитель 1М324. Первые два ОУ-1С1А, 1С1В - выполняют функции усилителя, два другие - функции компаратора. Выпрямленный диодами 03, 04 сигнал поступает на одновибратор 1С2, который управляет транзисторным ключом 01. В цепь коллектора транзистора 01 включена обмотка исполнительного реле.
Не всегда бывает удобно или возможно связать датчик с исполнительным устройством посредством проводов. В таких случаях оптимальной является связь датчика с исполнительным устройством по радиоканалу. В странах Европы и США разрешена работа устройств дистанционного управления и автосигнализаций на частоте 418 МГц. Устройства, отвечающие условиям применения для работы на этой частоте, не требуют сертификации и разрешения. Если раньше существовали некоторые трудности в проектировании и изготовлении таких приемопередающих устройств, то после выпуска унифицированных модулей передатчика ТМ1V и приемника РМ1V проблема реализации связи устройств дистанционного управления по радиоканалу на частоте 418 МГц попросту исчезла. Совместимость работы близкорасположенных устройств ДУ обеспечивается благодаря использованию микросхем кодера в передатчике и декодера в приемнике.
Ультразвуковой датчик движения
На первоначальном этапе разработки ультразвуковых датчиков системы обнаружения движущегося объекта строили так, как это схематически показано на рисунке 1.3а. Излучатель BF1 и приемник ВМ1 располагали на противоположных стенах помещения, под потолком (для снижения влияния внутренней обстановки). Излучатель BF1 возбуждал в пространстве помещения стабильные по частоте и амплитуде ультразвуковые колебания. Микрофон (приемник) ВМ1 преобразовывал принятый из пространства ультразвуковой сигнал в электрический. Далее, в электронном устройстве этот сигнал усиливался, детектировался и анализировался по амплитуде. В случае колебания амплитуды ультразвукового сигнала формировался сигнал тревоги.

Рисунок 1.3 – Построение ультразвуковых систем обнаружения
Отчего же происходят колебания амплитуды принятого ультразвукового сигнала? Предположим, что помещение идеально, т. е. представляет собой герметически замкнутое пространство, ограниченное жесткими стенами. Поскольку излучение не является остронаправленным, к микрофону ВМ1 вместе с прямой волной приходят волны, отраженные от стен, потолка и пола. Энергия волны в зоне микрофона ВМ1, как, впрочем, и на любой поверхности помещения, есть результат интерференции всех подающих волн. Пока в помещении не происходит какого-либо перемещения отражающих или поглощающих поверхностей или изменения физических свойств среды, интерференционная картина, а значит и уровень энергии волны в каждой точке, будут постоянны.
Любое движение в помещении приведет к изменению пути прохождения ультразвуковых волн, а следовательно, к изменениям
интерференционной картины. Это приведет к колебаниям амплитуды выходного сигнала микрофона ВМ1. Регистрируя эти колебания, можно обнаружить перемещение в замкнутом пространстве.
Данный способ обнаружения подвижных объектов обеспечивает очень высокую чувствительность при высокой экономичности, поскольку волна от излучателя BF1 к приемнику ВМ1 проходит через помещение по наиболее короткому пути, а следовательно имеет наименьшее затухание.
Однако в реальных условиях эта система практически неработоспособна из-за чрезвычайно высокой вероятности ложных срабатываний. Система реагирует даже на поток воздуха, т. к. сложение скорости звука со скоростью воздуха изменит характер прохождения волны, что будет воспринято микрофоном ВМ1 как перемещение объекта.
Для повышения устойчивости системы излучатель BF1 и приемник ВМ1 располагают на одной стене (1.3б). Длина пути волны увеличивается в два раза, что потребует значительного увеличения излучаемой мощности. Но при этом из-за того, что волна проходит через поток воздуха дважды - туда и обратно, приращение скорости взаимно компенсируется, что и повышает устойчивость устройства к ложным срабатываниям в условиях относительно равномерных потоков воздуха, движущихся в любых направлениях.
В реальных условиях потоки воздуха могут быть весьма неравномерными. Кроме того, существенный вклад в нестабильность интерференционной картины в реальном помещении вносят деформации стекол и дверей в результате порывов ветра снаружи, разного рода вибрации и другие факторы. Все это привело к тому, что охранная система, построения по описанному выше принципу, оказалась нежизнеспособной.
Существенно повысить помехоустойчивость позволяет применение иного метода детектирования сигнала - не по амплитуде, а по частоте. Если объект перемещается вдоль направления распространения волны (рисунок 1.3, б), отраженная от него волна будет иметь некоторое смещение по частоте относительно излучаемой. Это явление получило название эффекта Доплера. Из-за разно-направленного отражения волн в реальном помещении эффект Доплера проявляется и при строго перпендикулярном указанному перемещению объекта, правда, несколько слабее. Поэтому объект, движущийся в любом направлении, будет обнаружен.
Несмотря на достоинства, детектирование с использованием эффекта Доплера не снимает полностью проблему ложных срабатываний. Существует определенный предел интенсивности воздушных потоков и других факторов, выше которого датчик будет регистрировать ложные перемещения. В качестве излучателя BF1 и приемника ВМ1, как правило, используют высокоэффективные резонаторы из пьезокерамики.
В состав аппаратной части ультразвукового датчика входят следующие блоки: излучатель BF1; приемник ВМ1; эталонный генератор G1; входной усилитель А1; преобразователь U1; фазовый детектор U2; фильтр нижних частот Z1; фильтр верхних частот Z2; детектор-формирователь U3; выходной усилитель А2; устройство индикации HI.
Излучатель BF1 ультразвуковой волны служит нагрузкой эталонного генератора G1. Рабочую частоту выбирают как компромисс между помехоустойчивостью и затуханием ультразвуковых колебаний в воздухе. Чем больше частота, тем меньше мешающее влияние естественных и искусственных шумов, воспринимаемых датчиком, однако с увеличением частоты повышается затухание волны, и для нормальной работы датчика необходимо увеличивать мощность излучения (пропорционально квадрату частоты). Наиболее подходящей является частота около 40 кГц. Мощность излучения выбирается из соображений приемлемой экономичности, требуемого уровня принимаемого сигнала и объема контролируемого пространства.
Входной усилитель А1 должен обеспечивать уверенный прием отраженного сигнала в условиях значительного колебания его амплитуды. Для снижения влияния помех необходима высокая избирательность усилителя в интервале fg ± fd- где fg - рабочая частота генератора, fd - доплеровский сдвиг, реально не превышающий 1 кГц.
Для исключения зависимости входного сигнала от амплитудной составляющей в усиленном принятом сигнале выделяют точки перехода через «нуль» и формируют сигнал прямоугольной формы. Эту функцию выполняет преобразователь U1.
Если, например, движущийся объект представляет собой цельную отражающую поверхность, вместе с сигналом основной частоты будет присутствовать сигнал доплеровского сдвига, амплитуда которого будет пропорциональна отношению энергии волны, приходящей от объекта, к энергии всех приходящих волн. Иначе говоря, амплитуда сигнала доплеровского сдвига будет зависеть от площади объекта.
Если волна, отраженная от движущегося объекта, по амплитуде не превышает сумму волн, отраженных от стен помещения, то сигнал после преобразователя будет иметь фазовую, а не частотную модуляцию. В противном случае, к фазовой добавится частотная модуляция.
Вместе с отраженными от стен, приемник зафиксирует и волны, отраженные от всех поверхностей объекта, причем амплитуда и частота этих волн будет зависеть соответственно от площади отражающих поверхностей и от скорости перемещения их в пространстве. Фазовая модуляция будет отражать все движения, производимые объектом.
Фазовый детектор U2 преобразует фазовую модуляцию сигнала в широтно-импульсную. Фильтр нижних частот Z1 сглаживает импульсы с выхода фазового детектора U2 и преобразует их в амплитудно-модулированный сигнал. Частота среза фильтра Z1 равна реальной верхней частоте доплеровского сдвига, в нашем случае 1 кГц. Фильтр верхних частот Z2 ограничивает снизу частотную полосу, воспринимаемую устройством. Он играет особую роль в устойчивости всей системы к ложным срабатываниям.
Как было отмечено выше, основной причиной возникновения амплитудной модуляции на входе датчика является изменение интерференционной картины в охраняемом пространстве, из-за чего происходит сложение множества волн с произвольной фазой и амплитудой. Изменение амплитуды какой-либо из них, например в результате изменения угла отражения от колеблющегося оконного стекла, вызывает изменение фазы результирующего сигнала. Сложение амплитудно-модулированного сигнала и немодулированного колебания одной и той же частоты уже приводит к фазовому сдвигу, пропорциональному производной от модулирующей функции. Из этого следует, что вибрацию стекла датчик воспримет как доплеровский сдвиг. Спектр этих колебаний, в основном, сосредоточен в частотной области ниже 1 - 3 Гц. Теперь становится понятна и та особая роль, которая отведена фильтру Z2, особенно исходя из требований по регистрации минимальной скорости передвижения.
Детектор-формирователь U3 преобразует огибающую принимаемого сигнала в пропорциональное ей постоянное напряжение. Усилитель А2 усиливает его до уровня, необходимого для работы устройства индикации HI, обеспечивая при этом определенную задержку, дополнительно снижающую вероятность ложных срабатываний.
Принципиальная схема ультразвукового датчика изображена на рисунке 1.4. Излучателем BF1 и приемником ВМ1 ультразвуковых колебаний служат пьезоэлектрические микрофоны типа УМ-1 с частотой резонанса в интервале 36 - 46 кГц.
Генератор G1 собран на микросхемах DD1 и DA4 по мостовой схеме. Это сделано для того, чтобы обеспечить оптимальный уровень мощности излучения при низком напряжении питания.
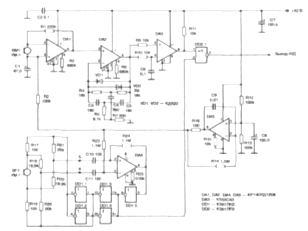
Рисунок 1.4 – Ультразвуковой датчик движения
Кроме того, мостовое включение позволяет возбудить пьезорезонатор BF1 на его собственной резонансной частоте. Ультразвуковой излучатель BF1 включен между выходами попарно параллельно включенных инверторов DD1.1, DD1.2 и DD1.3, DD1.4, образующих мостовой выходной усилитель. Сигналы на выходах каждой пары инверторов находятся в противофазе, что позволяет обеспечить амплитудное значение напряжения на излучателе BF1 практически вдвое больше, чем напряжение питания. Параллельное включение инверторов повышает нагрузочную способность усилителя. При необходимости их число в каждом плече может быть увеличено.
Поскольку рабочую частоту генератора определяет собственная частота резонанса тока излучателя BF1, в его цепь включены датчики тока - резисторы R17 и R18. Для выделения сигнала с датчиков тока на фоне
высокого амплитудного выходного напряжения мостового усилителя служат прецизионные резисторные делители R19, R20 и R21, R22. Сопротивления резисторов определяются из выражений: R20=R19+R17 и R21=R22+R18. Если исключить нагрузку, то и постоянное напряжение, и переменное между точками А и Б будут пропорциональны току через нагрузку.
Напряжение UAБ подано на вход дифференциального усилителя переменного напряжения, собранного на микросхеме DA4. Уровень выходного напряжения усилителя соответствует уровню срабатывания инверторов КМОП микросхемы DD1. Одновременно дифференциальный усилитель подавляет незначительную синфазную составляющую напряжения UAБ. появляющуюся из-за неизбежных отклонений сопротивлений резисторов прецизионного делителя от расчетного и возможной неидентичности значений выходных напряжений инверторов моста. Резистор R25 определяет ток, потребляемый операционным усилителем DA4, и, как следствие, скорость нарастания выходного напряжения. Емкость конденсаторов С10 и С11 имеет оптимум для каждой конкретной частоты.
Буферный инвертор DD1. 5 формирует импульсы с крутыми фронтами, что позволяет повысить КПД генератора на 20%.
1.2 Разработка структурной схемы
Разработка структурной схемы является начальным этапом проектно заданного устройства, структурная схема должна показывать основные блоки проектируемого устройства и порядок их взаимодействия.
Структурная схема разрабатываемого мною устройства учета посещения представлена на рис. 1.
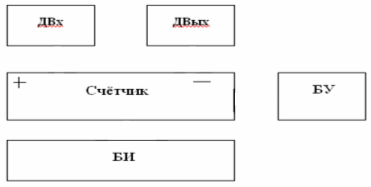
Рисунок 1. Структурная схема состоит из следующих блоков.
ДВх - Датчик входящих- предназначен для фиксации факта вхождения человека в здание. В качестве данного датчика буду использовать ИК-датчик.
ДВых - Датчик выходящих- предназначен для фиксации факта выхода человека из здания.
Счетчик- предназначен для учёта количества входящих в здание людей и выходящих из него. Счетчик имеет 2 управляющих входа.
Знаком “+” обозначается суммирующий счёт который подключен к датчику входящих людей.
Знаком “-” обозначается вычисляющий вход который подключен к датчику выходящих людей.
БУ - Блок управления- служит для управления режимами счетчика, его установкой в исходное состояние.
БИ - Блок интерфейса- служит для сопряжения счетчика с системой индикации.
В данном разделе разработана структурная схема системы учёта посещения.
1.3 Разработка функциональной схемы
Функциональная схема разрабатываемого устройства описывает связи между блоками и их взаимодействие.
При прохождении человека через специальную рамку, где находятся ИК датчики, происходит прерывание луча. Сигнал поступает на счётчик, который в свою очередь ведёт счёт по принципу (+1) или (-1), смотря через какую рамку прошел человек (вход/выход). Сигнал с выхода поступает на мощный инфракрасный светодиод. Излучение диода распространяется по контролируемой местности. Отражённый от любого входящего в помещение человека, импульс возвращается на расположенный рядом приёмник.
1.4 Расчёт узлов и блоков
Исходными данными для расчета показателей узлов и блоков на типовых конструкций радиоэлектронной аппаратуры (РЭА) являются: принципиальная схема с указанием типов деталей, входящих в неё, режим работы всех деталей (электрические, климатические и механические), значения интенсивности отказов всех типов деталей при нормальных и фактических режимах, значение среднего времени безотказной работы и дисперсия для элементов, подверженным постепенным отказам.
Для типовых конструкций различного уровня рассчитываются следующие показатели: интенсивность отказов для типового элемента замены (ТЭЗ); интенсивность отказов и наработка на отказ для панели (блока); интенсивность отказов, наработка на отказ и среднее время восстановления для рамы и стойки. При оценки показателей надежности типовых модулей необходимо выявить те элементы конструкций, которые могут привести к их отказу ("компоненты надёжности"). К основным "компонентам надёжности" типовых конструкций РЭА можно отнести: комплектующие элементы (интегральные схемы и электрорадиоэлементы); элементы монтажа (различного вида линии связи (сварные, паяные соединения, разъёмы, печатные платы, металлизированные отверстия)); прочие элементы (трансформаторы, катушки индуктивности). Для всех этих элементов преобладающим является внезапные отказы.
Основным показателем надежности элементов РЭА является срок службы и вероятность безотказной работы. При анализе работоспособности аппаратуры возможны два состояния: аппаратура сработала безотказно или произошёл отказ. В сумме вероятность отказа и вероятность безотказной работы должна давать единицу. Так, если допустимая вероятность отказа 1% (0,01), то вероятность безотказной работы будет составлять 99% (0,99). Более точно является вероятность безотказной работы за гарантируемый интервал времени, например, вероятность безотказной работы 0,99 за 100 часов. Это значит, что если взять достаточно большое количество одинаковых изделий, то за 100 часов на каждую сотню изделий придётся один отказ. Если за 100 часов 100 изделий набирает один отказ, то "поделив" его поровну, можно считать, что за 100 часов одно изделие "набирает" 0,01 отказа, за следующие 100 часов ещё 0,01 отказа. И, в конце концов, полный отказ наберётся за 100*100=10000 часов. Это и называется среднем временем безотказной работы или наработкой на отказ. От этого критерия определения надёжности работы мы можем перейти к обратной величине.
Если за 100 часов изделие набирает 0,01 отказа, то за один час работы эта доля должна быть в 100 раз меньше, т.е. 0,0001 отказа в час. Эта величина называется частотой или интенсивностью отказов и является величиной обратной по отношению к среднему времени безотказной работы.
Эта величина является статистической, усреднённой, справедливой для достаточно большого количества изделий и в пределах ресурсного периода, т.е. в пределах среднего срока службы изделия. Этой величиной можно характеризовать и надёжность отдельных элементов аппаратуры, и всего электронного оборудования. Интенсивность отказов электронной аппаратуры будет равна сумме интенсивности отказов всех элементов этой аппаратуры:
![]()
где λ - интенсивность отказов. Тогда наработка на отказ будет равна:

1.5 Расчёт надёжности
Задачей расчета является определение вероятности Р(t) безотказной работы на 1000 часов эксплуатации и общее время безотказной работы t (m). Вероятность безотказной работы должна учитывать отказы: катастрофический (внезапный), параметрический (постепенный).
При работе элементов РЭА и всего устройства в целом используются ряд положений надежности:
Вероятность безотказной работы элементов РЭА одного типа
где N - число компонентов в элементе, P - вероятность безотказной работы компонента i-го числа.
1. При нормальной эксплуатации в лабораторных условиях (t°C=20), когда закончен период приработки, интенсивность отказов может быть принята постоянной. Имеется специальная справочная таблица, где указывается интенсивность отказов для всех компонентов РЭА.
Для элементов состоящих из группы компонентов, суммарная интенсивность определятся как
2.
 |
Величина наработки на отказ (время безотказной работы) определяется по закону:
где равна с учетом поправочных коэффициентов на условия эксплуатации.
3. Вероятность безотказной работы за время t
где t берется как правило равное 1000 часов.
4. Значение интенсивности отказов компонентов РЭА зависит от условий работы аппаратуры и режимов использования компонентов. Фактически интенсивность отказов зависит от нагрузки на элементы и температуры. Для учета этих факторов используется поправочный температурный коэффициент Кт в зависимости от коэффициента нагрузки Кн .
Предварительно, если есть такая возможность, необходимо рассчитать Кн , используя реальные значения токов и напряжений, а также рассеиваемой мощности на элементах предлагаемого устройства. Если такой возможности нет, то выбирают наихудший случай, тогда считают, что элемент работает со 100% нагрузкой то есть Кн = 1. Температура может меняться в пределах от 20°С (нормальные лабораторные условия) до 60°С и выше.
Таблица 2.1 - Поправочный температурный коэффициент Кт для германиевых диодов и резисторов
|
Т0 С |
К | ||||
| 20 | 0,2 | 0,3 | 0,6 | 0,7 | 1 |
| 30 | 0,25 | 0,4 | 0,65 | 0,9 | 1,5 |
| 40 | 0,3 | 0,5 | 0,7 | 1,1 | 1,9 |
| 50 | 0,45 | 0,7 | 0,8 | 1,5 | 2,5 |
| 60 | 0,5 | 0,8 | 1 | 1,8 | 3,2 |
Таблица 2.2 - Поправочный темп. коэфф-т Кт для кремниевых диодов
|
Т0 С |
Кт | |||
| 0,4 | 0,6 | 0,8 | 1 | |
| 20 | 0,7 | 0,8 | 0,9 | 1 |
| 30 | 0,8 | 0,9 | 1,0 | 1,15 |
| 40 | 0,9 | 1,0 | 1,1 | 1,2 |
| 50 | 1,0 | 1,1 | 1,2 | 1,25 |
| 60 | 1,15 | 1,20 | 1,3 | 1,5 |
Таблица 2.3 - Поправочный температурный коэффициент Кт для германиевых диодов транзисторов
|
Т0 С |
Кт | ||||
| 0,2 | 0,4 | 0,6 | 0,8 | 1 | |
| 20 | 0,2 | 0,6 | 0,7 | 0,8 | 1,0 |
| 30 | 0,5 | 0,7 | 1,0 | 1,2 | 1,4 |
| 40 | 0,7 | 1,2 | 1,4 | 1,6 | 1,8 |
| 50 | 1 | 1,4 | 2,0 | 2,4 | 3,4 |
| 60 | 1,4 | 2,0 | 2,5 | 3,2 | 5,0 |
Таблица 2.4 - Поправочный температурный коэффициент Кт для интегральных схем при Кн=1 Можно использовать для кремниевых транзисторов
|
Т0 С |
Кт |
| 65 | 2,5 |
| 85 | 5 |
| 105 | 9 |
| 125 | 15 |
|
Т0 С |
Кт |
| 1 | |
| 25 | 1 |
| 45 | 1,2 |
| 60 | 1,5 |
Таблица 2.5 - Поправочный температурный коэффициент Кт для керамических конденсаторов
|
Т0 С |
Кт | ||||
| 0,2 | 0,4 | 0,6 | 0,8 | 1 | |
| 20 | 0,1 | 0,15 | 0,25 | 0,5 | 1 |
| 30 | 0,1 | 0,2 | 0,3 | 0,6 | 1,2 |
| 40 | 0,1 | 0,25 | 0,4 | 0,8 | 1,4 |
| 50 | 0,15 | 0,3 | 0,5 | 1,0 | 1,6 |
| 60 | 0,2 | 0,4 | 0,6 | 1,2 | 2,0 |
Таблица 2.6 - Поправочный температурный коэффициент Кт для бумажных и металлобумажных конденсаторов
|
Т0 С |
Кт | ||
| 0,6 | 0,8 | 1 | |
| 20 | 0,15 | 0,4 | 1 |
| 30 | 0,2 | 0,6 | 1,4 |
| 40 | 0,25 | 0,8 | 2,0 |
| 50 | 0,3 | 1,2 | 2,5 |
| 60 | 0,4 | 1,6 | 3,0 |
Таблица 2.7 - Поправочный температурный коэффициент Кт для трансформаторов и других моточных изделий
|
Т0 С |
Кт | ||||
| 0,2 | 0,4 | 0,6 | 0,8 | 1 | |
| 20 | 0,1 | 0,2 | 0,5 | 1,0 | 1,2 |
| 30 | 0,1 | 0,3 | 0,8 | 1,5 | 2,2 |
| 40 | 0,1 | 0,5 | 1,2 | 2,0 | 4,0 |
| 50 | 0,15 | 0,1 | 2,0 | 4,0 | 7,0 |
| 60 | 0,2 | 2,0 | 3,0 | 7,0 | 12,0 |
Причем достаточно тяжелые эксплуатационные условия Кн =1 и Т°С= 60. Для этих технических условий выбираем поправочный коэффициент Кт.
5. В реальных условиях эксплуатации элемента РЭА могут подвергаться воздействию: вибрации, ударов, давлению, солнечной и проникающей радиации и других факторов. Поэтому надежность элементов реальной аппаратуры значительно отличается от надежности аппаратуры в лабораторных условиях эксплуатации элементов. Ориентировочный расчет производится с помощью интегрального поправочного коэффициента Кλ.
По техническим условиям устройство относится к стационарно-наземным устройствам.
Сама же ринципиальная схема разрабатываемого устройства приведена в графической части диплома на формате А1.
1.7 Выбор элементной базы
Любое устройство вычислительной техники на низшем конструктивном уровне содержит следующие элементы: микросхемы, полупроводниковые приборы, резисторы, конденсаторы, коммутационные элементы и так далее.
Выбор конкретных элементов для построения проектируемого устройства производится после анализа множества взаимосвязанных факторов. Всю совокупность факторов, влияющих на принятие решения, можно разбить на группы по следующим признакам:
¾ назначение и область применения проектируемого устройства;
¾ заданные электрические характеристики, такие как рабочий диапазон частот, ограничение на потребляемую мощность, точность и стабильность характеристик и тому подобное;
¾ условия эксплуатации: климатические и механические воздействия, квалификация обслуживающего персонала и тому подобное;
¾ конструктивные показатели: требуемая надежность, ограничения на габаритные размеры и массу, заданные тепловые режимы, механическая прочность и так далее;
¾ уровень развития и наличие элементной базы, возможности ее применения в данной конструкции;
¾ организационно-производственные показатели: сроки, отведенные на конструирование, размер партии, серийность выпуска.
Сделав, анализ приведенных выше групп факторов с учетом состояния современного мирового уровня развития микроэлектронной и вычислительной техники, произведем выбор и радиоэлектронных элементов разрабатываемого устройства. На основе выбора компонентов будем разрабатывать печатную плату.
Микросхема– это стандартный счётчик на основе тригеров: К155ИЕ7. Резисторы выдерживающие работу на высокой частоте и скачки напряжения МЛТ-0,125-1кОм 5% и МЛТ-0,125-140 Ом 5%.Диоды АЛ307А. 700мВт. Кнопки МП-3. ИК диоды АЛ156В. Микросхема К155ЛН1
1.8 Описание принципа действия
В основе принципа работы лежит отражение светового потока от предметов. При появлении какого-нибудь объекта в поле видимости датчика. Световой поток, испускаемый светодиодом инфракрасного диапазона. не видимый человеческим глазом диапазон света прерывается и сигнал поступает на счётчик по принципу (+1) и (-1). После этого отражённый световой поток улавливается чувствительным датчиком расположенным возле светодиода, но отделённый от него перегородкой, чтобы не было обратной связи. Сигнал попадающий на линию задержки приводит её в состояние готовности. После того когда объёкт пропадает из поля видимости датчика, отражённый сигнал уже не возвращается к приёмнику. Приёмник находится в состоянии покоя и управляющий сигнал пропадает.
2. Конструкторско-технологический раздел
2.1 Разработка печатной платы
При разработке различных устройств радиолюбители пользуются обычно двумя способами изготовления печатных плат – прорезанием канавок и травлением рисунка, используя стойкую краску. Первый способ прост, но непригоден для выполнения сложных устройств. Второй – более универсален, но порой пугает радиолюбителей сложностью из-за незнания некоторых правил при проектировании и изготовлении травленых плат.
Проектировать печатные платы наиболее удобно в масштабе 2:1 на миллиметровке или другом материале, на котором нанесена сетка с шагом 5 мм. При проектировании в масштабе 1:1 рисунок получается мелким, плохо читаемым и поэтому при дальнейшей работе над печатной платой неизбежны ошибки. Масштаб 4:1 приводит к большим размерам чертежа и неудобству в работе.
Все отверстия под выводы деталей в печатной плате целесообразно размещать в узлах сетки, что соответствует шагу 2,5 мм на реальной плате (далее по тексту указаны реальные размеры). С таким шагом расположены выводы у большинства микросхем в пластмассовом корпусе, у многих транзисторов и других радиокомпонентов. Меньшее расстояние между отверстиями следует выбирать лишь в тех случаях, когда это крайне необходимо.
В отверстия с шагом 2,5 мм, лежащие на сторонах квадрата 7,5 х 7,5 мм, удобно монтировать микросхему в круглом металлостеклянном корпусе. Для установки на плату микросхемы в пластмассовом корпусе, с двумя рядами жестких выводов, в плате необходимо просверлить два ряда отверстий. Шаг отверстий – 2,5 мм, расстояние между рядами кратно 2,5 мм. Замечу, что микросхемы с жесткими выводами требуют большей точности разметки и сверления отверстий.
Если размеры печатной платы заданы, вначале необходимо начертить ее контур и крепежные отверстия. Вокруг отверстий выделяют запретную для проводников зону с радиусом, несколько превышающим половину диаметра металлических крепежных элементов.
Далее следует примерно расставить наиболее крупные детали – реле, переключатели (если их впаивают в печатную плату), разъемы, большие детали и т.д. Их размещение обычно связано с общей конструкцией устройства, определяемой размерами имеющегося корпуса или свободного места в нем. Часто, особенно при разработке портативных приборов, размеры корпуса определяют по результатам разводки печатной платы.
Цифровые микросхемы предварительно расставляют на плате рядами с межрядными промежутками 7,5 мм. Если микросхем немного, все печатные проводники обычно удается разместить на одной стороне платы и обойтись небольшим числом проволочных перемычек, впаиваемых со стороны деталей. Попытки изготовить одностороннюю печатную плату для большего числа цифровых микросхем приводят к резкому увеличению трудоемкости разводки и чрезмерно большому числу перемычек. В этих случаях разумнее перейти к двусторонней печатной плате.
Условимся называть ту сторону платы, где размещены печатные проводники, стороной проводников, а обратную - стороной деталей, даже если на ней вместе с деталями проложена часть проводников. Особый случай представляют платы, у которых и проводники, и детали размещены на одной стороне, причем детали припаяны к проводникам без отверстий.
Микросхемы размещают так, чтобы все соединения на плате были возможно короче, а число перемычек было минимальным. В процессе разводки проводников взаимное размещение микросхем приходится менять не раз.
Далее можно начинать собственно разводку. Полезно заранее измерить и записать размеры мест, занимаемых используемыми элементами. Резисторы МЛТ-0,125 устанавливают рядом, соблюдая расстояние между их осями 2,5 мм, а между отверстиями под выводы одного резистора – 10 мм. Так же размечают места для чередующихся резисторов МЛТ-0,125 и МЛТ-0,25, либо двух резисторов МЛТ-0,25, если при монтаже слегка отогнуть один от другого (три таких резистора поставить вплотную к плате уже не удастся).
С такими же расстояниями между выводами и осями элементов устанавливают большинство малогабаритных диодов и конденсаторов КМ-5 и КМ-6, вплоть до КМ-66 емкостью 2,2 мкФ; не надо размещать бок о бок две "толстые" (более 2,5 мм) детали, их следует чередовать с "тонкими". Если необходимо, расстояние между контактными площадками той или иной детали увеличивают относительно необходимого.
При разработке двусторонней платы надо постараться, чтобы на стороне деталей осталось возможно меньшее число соединений. Это облегчит исправление возможных ошибок, налаживание устройства и, если необходимо, его модернизацию. Под корпусами микросхем проводят лишь общий провод и провод питания, но подключать их нужно только к выводам питания микросхем. Проводники к входам микросхем, подключаемым к цепи питания или общему проводу, прокладывают на стороне проводников, причем так, чтобы их можно было легко перерезать при налаживании или усовершенствовании устройства.
Если же устройство настолько сложно, что на стороне деталей приходится прокладывать и проводники сигнальных цепей, позаботьтесь о том, чтобы любой из них был доступен для подключения к нему и перерезания.
При разработке радиолюбительских двусторонних печатных плат нужно стремиться обойтись без специальных перемычек между сторонами платы, используя для этого контактные площадки соответствующих выводов монтируемых деталей; выводы в этих случаях пропаивают с обеих сторон платы. На сложных платах иногда удобно некоторые детали подпаивать непосредственно к печатным проводникам.
При использовании сплошного слоя фольги платы в роли общего провода отверстия под выводы, не подключаемые к этому проводу, следует раззенковать со стороны деталей.
2.2 Выбор способа изготовления печатной платы
Применение печатных плат создаёт предпосылки для механизации и автоматизации процессов сборки электронной аппаратуры, повышает её надёжность, обеспечивает повторяемость параметров монтажа.
Печатный монтаж – это нанесение на изоляционное основание тонких электропроводящих покрытий (печатных проводников), выполняющих функции монтажных проводов для соединения элементов схемы.
Печатные платы служат для размещения и закрепления элементов устройства на одном основании, а печатный монтаж обеспечивает связь между этими элементами в соответствии с принципиальной схемой устройства.
Наряду с традиционным проводным монтажом печатные платы являются основным этапом в подготовке устройства к производству и имеют ряд преимуществ, т. е. они позволяют:
ü Увеличить плотность монтажных соединений и возможность миниатюризации компоновки радиоэлементов и блоков внутри устройства;
ü Организовать изготовление печатных проводников и электрорадиоэлементов в одном технологическом цикле;
ü Гарантированная стабильность и повторяемость электрических характеристик;
ü Повышенная стойкость устройства к климатическим и механическим воздействиям;
ü Провести унификацию конструкторских и технологических решений;
ü Увеличить надежность;
ü Организовать комплексную автоматизацию работ по изготовлению устройства;
По конструктивному исполнению все печатные платы можно подразделить на: односторонние, двухсторонние, однослойные и многослойные.
Односторонние печатные платы представляют собой диэлектрическое основание, на одной стороне которого выполнен печатный монтаж, а на другой стороне размещаются элементы устройства.
У двухсторонних печатных плат печатный монтаж выполнен на двух сторонах, а переход токопроводящих линий осуществляется металлизированными контактными отверстиями. Такое исполнение печатной платы позволяет обеспечить большую плотность размещения печатных проводников.
Многослойные печатные платы состоят из чередующихся слоев материала с проводящим рисунком, соединенных клеевыми прокладками в монолитное основание путем прессования. Такое исполнение печатной платы позволяет обеспечить наибольшую плотность и надежность печатного монтажа, что в свою очередь позволяет уменьшить габаритные размеры печатной платы.
Теперь рассмотрим более подробно методику нанесения токопроводящего рисунка на подложку печатной платы. Существует несколько способов:
1 Химическое травление;
2 Электрохимическое осаждение;
3 Комбинированный.
Наиболее распространенным из этих методов является метод химического травления.
Организация процесса химического травления фольгированного материала осуществляется при помощи специально изготавливаемых для этих целей химических составов. Существует широкая номенклатура таких реактивов, большинство из которых довольно легко можно изготовить даже в домашних условиях. Наиболее простыми способами травления фольгированного материала в процессе изготовления печатной платы является:
1 Участки фольги, которые на полученном рисунке должны остаться в виде проводников, покрывают нитролаком, или клеем БФ, подкрашенным несколькими каплями чернил. После высыхания краски рисунок проверяют на соответствие чертежу и при необходимости корректируют его. Затем в стакане холодной воды растворяют 4 – 6 таблеток перекиси водорода и осторожно добавляют 15 – 25 мл концентрированной серной кислоты. Раствор выливается в стеклянную или керамическую емкость, в которую помещается плата. Время травления в данном растворе примерно 1 час.
2 Раствор хлорного железа в воде: в 200 мл воды растворяют 150 г хлорного железа в порошке. Для приготовления хлорного железа берут 9 % -ную соляную кислоту и мелкие железные опилки. На 25 объемных частей кислоты берут одну часть железных опилок. Опилки засыпают в открытый сосуд с кислотой и оставляют на несколько дней. Через 5 – 6 дней раствор окрасится в желто-бурый цвет, что означает готовность раствора к применению.
3 Травление платы в концентрированном растворе азотной кислоты занимает 1 –5 минут, но требует осторожности. После травления плату тщательно промывают водой с мылом.
Существует также механический способ изготовления печатной платы без применения химикатов. Данный процесс осуществляется следующим образом: требуемых размеров плату вырезают из фольгированного материала, сверлят все необходимые отверстия и наносят на нее рисунок печатного монтажа. Контуры обводят острым шилом. Фольгу там, где это необходимо снимают при помощи резака. Для изготовления платы средней сложности приведенным способом затрачивается 1,5 – 2 часа. При применении данного метода незначительно ухудшается качество платы.
Как и для любого устройства, для изготовления печатной платы также существует своя методика:
-Сначала на клетчатой бумаге вычерчивается плата в натуральную величину.
-Следующим действием изготавливается копия этого чертежа, на котором отмечены только места, где необходимо просверлить отверстия для установки в них радиоэлементов и цифровых интегральных микросхем.
-Эта копия наклеивается на пластину фольгированного стеклотекстолита со стороны фольги. Применять для изготовления печатной платы гетенакс или текстолит не рекомендуется, т. к. существует высокая вероятность, что при повторной пайке печатные проводники отклеятся.
-Следующим этапом является проделывание отверстий для установки радиоэлементов и микросхем. Сверлятся отверстия обычно сверлами с диаметром от 0,5 до 1,0 мм, в зависимости от элементов.
-После вся плата со стороны фольги покрывается слоем нитрокраски и высушивается не менее 20 мин.
-Затем производится тщательное обследование печатной платы и в местах где краска попала мимо печатных проводников производится ее удаление при помощи скальпеля.
-Готовая плата травится обычным способом в растворе хлорного железа. Однако и здесь существует одна небольшая хитрость, для ускорения процесса травления печатную плату нужно травить в вертикальном положении. При этом продукты реакции не будут оседать на печатную плату, и не будут препятствовать процессу травления.
2.3 Разработка компоновки устройства
Процесс создания радиоэлектронной аппаратуры включает в себя выполнение всех проектов и расчетов в виде технической, конструкторской и технологической документации в объеме, необходимом и достаточном для многократного повторения конструкции в производстве.
В самом общем виде требования к любой конструкции состоят в том, что она должна обладать высоким качеством и надежностью функционирования, сохраняя эти свойства при заданных внешних воздействиях.
Конструкция должна обладать достаточной механической прочностью и жесткостью.
Каждый технический объект конструирования является сложной системой, состоящей из различных блоков и узлов.
Низшим уровнем любой конструкции являются электрорадиоэлементы: конденсаторы, резисторы, п/п приборы, ИМС, провода, кабели, коммутационные элементы. Прежде чем приступить к изготовлению печатной платы и корпуса, нужно сделать их рисунок. Для этого вначале подбирают необходимые детали. При расположении электрорадиоэлементов на рисунках (на печатной плате и внутри корпуса) следует учитывать размеры ЭРЭ, учитывать при компоновке места для крепления платы, места крепления элементов с оригинальными типоразмерами и др. Обозначив на бумаге детали и выводы, проводят линии, соединяющие детали, как указанно на принципиальной схеме. Необходимо следить, что бы соединительные линии не пересекались. При этом можно изменять предварительное расположение деталей.
Для компоновки блоков необходимо иметь принципиальную схему устройства, а так же габаритно-устоновочные чертежи, узлов и приборов, входящих в общую схему.
Существуют следующие методы компоновки РЭА:
- аналитическая компоновка;
- модельная и аппликационная компоновка;
- графическая компоновка.
Аналитическая компоновка производится на начальных этапах проектирования РЭА с целью получения обобщённых характеристик конструктивных параметров изделия.
Модельной и аппликационной компоновки основаны на использовании объёмных и плоских моделей ЭРЭ, изготовленных из картона и пенопласта. Данные методы широко применяют при проектировании печатных плат и расположения всех деталей внутри корпуса. С помощью модельной и аппликационной компоновки находят оптимальное взаимное расположение деталей, на основании которого делают сборочный чертёж.
Графическую компоновку выполняют на листе бумаги, вычерчивая контура компонуемых деталей. Графическую компоновку рекомендуется выполнять после модельной и аппликационной компоновки. После этого приступаем к изготовлению печатной платы. А когда готова печатная плата – изготовляется корпус.
2.4 Поиск и устранение неисправностей
Процедура поиска и устранения неисправностей истолковывается просто как ремонт отказавшего устройства. Специалист, занятый поиском и устранением неисправностей, кроме всего прочего, должен уметь оценивать качество функционирования радиоэлектронной аппаратуры путём сопоставления своих теоретических знаний с реальным поведением устройства. Такая оценка должна проводиться до и после ремонта неисправного устройства.
Уровень сложности большинства современных электронных систем таков, что лица, ответственные за поддержание их в исправном состоянии, должны пройти специальную подготовку.
Любое радиоэлектронное устройство обладает ограниченной надёжностью и сроком службы. В связи с этим возникает острая необходимость в техническом обслуживании и ремонте. Для сокращения времени на поиск неисправности и увеличения эффективности ремонта необходимо наличие современных технических средств (стендовая аппаратура и контрольно-измерительные приборы).
Существуют хорошо проверенные методы и этапы поиска неисправностей. Первым шагом является тщательный внешний осмотр аппаратуры. Проверяется, нет ли сгоревших предохранителей, разрушенных или утративших первоначальный цвет компонентов, обрывов, повреждённых участков плат, трансформаторов с запахом гари, перегретых деталей, вытекших электролитических конденсаторов. Другими словами обращается внимание на любое отклонение от нормы. Затем продолжается поиск неисправностей примерно в следующей последовательности:
- изучение электронного устройства;
- замеры питающего напряжения;
- метод от конца к началу;
- последовательное деление схемы;
- размыкание цепи обратной связи;
- логическое разделение системы;
- сравнение с известными правильными результатами;
- применение диагностических систем.
Одним из этапов предлагаемого подхода к анализу неисправностей заключается в выявлении признаков неисправности. Признак неисправности – это некоторый симптом, или указатель, свидетельствующий о нарушении нормального функционирования радиоэлектронного устройства. Задача выявления признака заключается в распознавании этого симптома при его появлении. Поскольку признак неисправности – свидетельство того, что в работе устройства произошли нежелательные изменения, необходимо иметь некоторые показатели его нормального функционирования, служащие в качестве эталона. Сравнивая показатели текущего и нормального функционирования, можно обнаружить признак неисправности и принять решение о том, что он собой представляет. На следующем этапе с помощью органов управления и индикаторов устройства собирается как можно больше информации о характеристике неисправности. Далее, исходя из собранной информации и принципов работы схемы, определяются потенциально неисправные функциональные узлы. На следующем этапе выполняются реальные проверки устройства с помощью контрольно-измерительных приборов, в результате которых определяется часть схемы, содержащая неисправность. На последнем этапе процедуры поиска неисправности для выявления местонахождения неисправного компонента необходимо проверить определённые ветви неисправной схемы. После этого можно приступать к ремонту.
Системный подход к поиску и устранению неисправностей в радиоэлектронной аппаратуре позволит существенно сократить время простоя аппаратуры и стоимость ремонта по сравнению с бессистемными методами технического обслуживания и ремонта. Другим не менее важным достоинством такого подхода является возможность постоянного поддержания радиоэлектронной аппаратуры в работоспособном состоянии, при котором её рабочие характеристики соответствуют паспортным данным.
Неисправность разрабатываемой системы датчика может возникнуть в результате:
1. Неисправностей ИС, которые могут возникать из-за:
- повреждения корпуса и выводов;
- изменения ВАХ отдельных цепей на внешних зажимах;
- неправильности монтажа;
- повреждения микроскопической структуры.
2. Отказов активных элементов;
Отказы металлизации возникают чаще всего под влиянием токов повышенной плотности, высоких температур, а также в результате длительных температурных и электрических нагрузок.
Различают следующие основные виды отказов металлизации:
- обрывы металлизации в результате электродиффузии металла и выгорания мест повышенной плотности тока, образующихся в местах утончения металлической пленки при переходах через ступеньки окисла.
- обрывы и КЗ, вызванные электролитической и химической коррозией алюминия при некачественном защитном покрытии и загрязнении поверхности кристалла.
- КЗ металлизации через отверстия в окисле или в результате образования "мостиков" между токоведущими дорожками в процессе электролитической коррозии.
3. Отказов контактных соединений:
- некачественное соединение является одним из основных источников отказов ИС и составляет более 50% всех отказов.
4. Обрывов, которые чаще происходят по двум причинам:
- в результате сдвиговых усилий в местах контакта возникающих при колебании температуры;
- из-за пережима мягкого вывода вблизи контакта в процессе термокомпрессии.
Таблица 1 – Поиск и устранение неисправностей
| Неисправность | Способ устранения |
| Не работает светодиод |
1. Проверить провода питания. 2. Проверить исправность управляющего транзистора. 3. Проверить работу генератора. |
| Не включается свет при появлении в помещении постороннего объекта |
1. Проверить провода питания. 2. Проверить работоспособность исполнительного устройства. 3. Проверить работу микросхемы приёмника. |
| Не срабатывает задержка выключения освещения |
1. Проверить работоспособность микросхемы линии задержки. 2. Проверить исправность диодов. |
3. Экономический раздел
В данном разделе будет рассчитана стоимость изготовления устройства для автоматической подачи звонков в учебных заведениях. Для этого будет составлена калькуляция себестоимости изготовления данного изделия в условиях предприятия РУП «Гомель ВТИ». Для расчётов использованы данные и нормы расхода материалов этого предприятия. Цены на покупные комплектующие – розничные.
1. Расчет затрат на сырье и материалы:
См = SНi * Цi,
где См – стоимость сырья и материалов, руб.;
Нi – норма расхода i-го материала, в натуральных показателях;
Цi – цена за единицу измерения i-го материала, руб.
|
№ п/п |
Наименование материала |
Единицы измерения | Норма расхода |
Цена, ( руб.) |
Сумма, (руб.) |
| 1. | 2. | 3. | 4. | 5. | 6. |
| 1 |
Канифоль сосновая ГОСТ 19113 – 72 |
кг | 0,072 | 15 000 | 1 080 |
| 2 |
Припой ПОС 61 ГОСТ 21931 – 76 |
кг | 0,0288 | 8 750 | 252 |
| 3 |
Хлорное железо ТУ6– 09– 3084– 82 |
кг | 0,144 | 2 340 | 336,96 |
| 4 | Ацетон (УАЙТ – СПИРИТ) ГОСТ 2603 – 79 | кг | 0,144 | 2 790 | 401,76 |
| 5 |
Стеклотекстолит СФ– 2– 35Г– 1,5 1с ГОСТ 10316 – 78 |
кг | 0,072 | 8 480 | 610,56 |
| Итого: | 2 681 | ||||
2. Расчет затрат на покупные комплектующие изделия и полуфабрикаты:
Ск = S(Кi * Цi,)
где Ск — стоимость покупных комплектующих изделий и полуфабрикатов на одно устройство, руб.
Кi — количество комплектующих изделий и полуфабрикатов i-го наименования на одно устройство, шт.
Цi — цена за единицу, руб.
|
№ N/n |
Наименование комплектующих изделий и полуфабрикатов | Количество на 1 устройство |
Цена за единицу, (руб.) |
Сумма, (руб.) |
| 1. | 2. | 3. | 4. | 5. |
| 1 | 2 | 3 | 4 | 5 |
| 1 | Микросхема К155ЛН1 | 1 | 2000 | 2000 |
| 2 | Микросхема К155ИЕ7 | 4 | 2300 | 9200 |
| 3 | Резисторы МЛТ | 4 | 500 | 2000 |
| 4 | Диоды АЛ 307А | 2 | 700 | 1400 |
| 5 | Кнопки МП-3 | 2 | 500 | 1000 |
| 6 | ИК диоды | 2 | 15000 | 30000 |
| 7 | Разъёмы для микросхем | 5 | 300 | 1500 |
| Итого: | 47 100 |
3.Расчет основной заработной платы производственных рабочих
ЗПтар = S(Счij * Тei),
где ЗПтар — тарифная заработная плата производственных рабочих, руб.;
Счij — часовая тарифная ставка по i-той операции, j-го разряда работ, руб.;
Тei — трудоемкость i-той операции, чел-час.;
|
№ п/п |
Наименование операции |
Разряд работ |
Часовая тарифная ставка (руб.) |
Трудоемкость, (чел-час.) |
Сумма тарифной зарплаты, (руб.) |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Слесарные | 2 | 706 | 1 | 706 |
| 2 | Регулировочные | 3 | 822 | 6 | 4 931 |
| 3 | Контрольные | 3 | 822 | 3 | 2 466 |
| 4 | Лакокрасочные | 2 | 706 | 1 | 706 |
| 5 | Монтажные | 3 | 822 | 6 | 4931 |
| Итого заработная плата тарифная (ЗПтар): | 13 740 | ||||
4. Расчет основной заработной платы производственных рабочих:
ЗПосн = ЗПтар + Пр,
где ЗПосн — основная заработная плата производственных рабочих, руб.;
Пр — сумма премии, руб.
ЗПосн = 13 740*1,3 = 17 862 руб.
5. Расчет дополнительной заработной платы производственных рабочих ( ЗПдоп):
ЗПдоп = ЗПосн * 9,6 / 100,
где 9,6 - % дополнительной зарплаты по предприятию.
ЗПдоп =17 862 *9,6/100 = 1714 руб.
6. Расчет отчислений от заработной платы производственных рабочих (1% — в фонд занятости; 35% — в фонд соц. защиты (по данным РУП «Гомель ВТИ»))
Озп = 0,395* (ЗПосн + ЗПдоп)
Озп = 0,395*(1714+ 17 862) = 6906 руб.
7. Итого прямые затраты (Зпр):
Зпр = М + ЗПосн + ЗПдоп + Озп
Зпр = 2 681+47 100+17 862+1714+6906 = 76 263 руб
8. Расчет накладных расходов (Нр):
Нр = ЗПосн / 100 * %Нр = 17 862 /100 * 180,6 = 32 258,77 руб.
Где %Нр — процент накладных расходов по предприятию за базисный период (180,6 %) (Использованы данные РУП «Гомель ВТИ» по состоянию на 01.05.2009)
9. Калькуляция себестоимости устройства для подачи управляющих воздействий
|
№ п/п |
Наименование статей | Условные обозначения | Сумма, руб. |
| 1 | Материальные затраты | М | 49 780 |
| 2 | Заработная плата производственных рабочих | ЗПосн + ЗПдоп | 19 576 |
| 3 | Отчисления от заработной платы производственных рабочих | Озп | 6906 |
| 4 | Итого прямые затраты | Зпр | 76 263 |
| 5 | Накладные расходы | Нр | 32 258,77 |
| 6 | Итого полная себестоимость ( Сп = Зпр + Нр) | Сп | 108 521,77 |
| 7 | Плановая прибыль (П = Ур * Сп / 100 ; где Ур - уровень плановой рентабельности 20%) | П | 21 704,35 |
В результате проведенных расчетов были определены следующие экономические показатели:
1. Материальные затраты - 49 780руб.
2. Заработная плата рабочих- 19 576руб.
3. Полная себестоимость - 108 521,77руб.
4. Отпускная цена - 161 104,47руб.
Из произведенных ниже расчётов стоимости изготовления, очевидно, что предложенное устройство обладает конкурентоспособной ценой в условиях рыночной экономики, при промышленном производстве. При внедрении устройства учёта посещений в серийное производство, себестоимость его изготовления может быть снижена, за счёт экономии материалов и более низких цен на комплектующие при оптовой закупке.
4. Охрана труда
Общие требования безопасности
К выполнению работ по пайке паяльником допускаются работники в возрасте не моложе 18 лет, прошедшие обучение, инструктаж и проверку знаний по охране труда, освоившие безопасные методы и приемы выполнения работ, методы и приемы правильного обращения с приспособлениями, инструментами и грузами.
Работники, выполняющие пайку паяльником, должны иметь II группу по электробезопасности.
В случае возникновения в процессе пайки паяльником каких-либо вопросов, связанных с ее безопасным выполнением, работник должен обратиться к своему непосредственному или вышестоящему руководителю.
При пайке паяльником на работника могут воздействовать опасные и вредные производственные факторы:
· повышенная загазованность воздуха рабочей зоны парами вредных химических веществ;
· повышенная температура поверхности изделия, оборудования, инструмента и расплавов припоев;
· повышенная температура воздуха рабочей зоны;
· пожароопасность;
· брызги припоев и флюсов;
· повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело работника.
Работники, занятые пайкой паяльником, должны обеспечиваться средствами индивидуальной защиты.
Работы с вредными и взрывопожароопасными веществами при нанесении припоев, флюсов, паяльных паст, связующих и растворителей должны проводиться при действующей общеобменной и местной вытяжной вентиляции. Системы местных отсосов должны включаться до начала работ и выключаться после их окончания. Работа вентиляционных установок должна контролироваться с помощью световой и звуковой сигнализации, автоматически включающейся при остановке вентиляции.
Паяльник должен проходить проверку и испытания в сроки и объемах, установленных технической документацией на него.
Кабель паяльника должен быть защищен от случайного механического повреждения и соприкосновения с горячими деталями.
Рабочие места обжига изоляции с концов электропроводов (жгутов) должны быть оборудованы местной вытяжной вентиляцией. Работа по обжигу изоляции без применения работниками защитных очков не допускается.
Для местного освещения рабочих мест при пайке паяльником должны применяться светильники с непросвечивающими отражателями. Светильники должны располагаться таким образом, чтобы их светящие элементы не попадали в поле зрения работников.
На рабочем месте должны быть емкости с нейтрализующими жидкостями для удаления паяльных флюсов, содержащих фтористые и хлористые соли, в случаях их попадания на кожу работника.
На участках пайки паяльником на полу должны быть положены деревянные решетки, покрытые диэлектрическими ковриками.
Рабочие поверхности столов и оборудования на участках пайки паяльником, а также поверхности ящиков для хранения инструментов должны покрываться гладким, легко очищаемым и обмываемым материалом.
Использованные при пайке паяльником салфетки и ветошь, должны собираться в специальную емкость, удаляться из помещения по мере их накопления в специально отведенное место.
Работник, занятый пайкой паяльником, немедленно извещает своего непосредственного или вышестоящего руководителя о любых ситуациях, угрожающих жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, или об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого профессионального заболевания (отравления).
Требования безопасности перед началом работы
Перед началом работы необходимо:
Осмотреть рабочее место, привести его в порядок, освободить проходы и не загромождать их.
Осмотреть, привести в порядок и надеть средства индивидуальной защиты.
При пользовании паяльником:
· проверить его на соответствие классу защиты от поражения электрическим током;
· проверить внешним осмотром техническое состояние кабеля и штепсельной вилки, целостность защитного кожуха и изоляции рукоятки;
· проверить на работоспособность встроенных в его конструкцию отсосов;
· проверить на работоспособность механизированную подачу припоя в случаях ее установки в паяльнике.
Включить и проверить работу вентиляции.
Проверить наличие и исправность:
· ограждений и предохранительных приспособлений;
· токоведущих частей электрической аппаратуры (пускателей, трансформаторов, кнопок и других частей);
· заземляющих устройств;
· средств пожаротушения.
Проверить освещенность рабочего места. Напряжение для местного освещения не должно превышать 50В.
Требование безопасности при выполнении работ
Во время работы необходимо:
Содержать рабочее место в чистоте, не допускать его загромождения.
При выполнении работ соблюдать принятую технологию пайки изделий.
Паяльник, находящийся в рабочем состоянии, устанавливать в зоне действия местной вытяжной вентиляции.
Паяльник на рабочих местах устанавливать на огнезащитные подставки, исключающие его падение.
Нагретые в процессе работы изделия и технологическую оснастку размещать в местах, оборудованных вытяжной вентиляцией.
При пайке крупногабаритных изделий применять паяльник со встроенным отсосом.
Для перемещения изделий применять специальные инструменты (пинцеты, клещи или другие инструменты), обеспечивающие безопасность при пайке.
Сборку, фиксацию, поджатие соединяемых элементов, нанесение припоя, флюса и других материалов на сборочные детали проводить с использованием специальных приспособлений или инструментов, указанных в технологической документации.
Излишки припоя и флюса с жала паяльника снимать с применением материалов, указанных в технологической документации (хлопчатобумажные салфетки, асбест и другие).
Пайку паяльником в замкнутых объемах проводить не менее чем двумя работниками. Для осуществления контроля безопасного проведения работ один из работников должен находиться вне замкнутого объема. Работник, находящийся в замкнутом объеме, кроме спецодежды должен применять: защитные каски (полиэтиленовые, текстолитовые или винипластовые), электрозащитные средства (диэлектрические перчатки, галоши, коврики) и предохранительный пояс с канатом, конец которого должен находиться у наблюдающего вне замкнутого объема.
Пайку паяльником в замкнутых объемах проводить паяльником с напряжением не выше 12 В и при непрерывной работе местной приточной и вытяжной вентиляции.
Пайку малогабаритных изделий в виде штепсельных разъемов, наконечников, клемм и других аналогичных изделий производить, закрепляя их в специальных приспособлениях, указанных в технологической документации (зажимы, струбцины и другие приспособления).
Во избежание ожогов расплавленным припоем при распайке не выдергивать резко с большим усилием паяемые провода.
Паяльник переносить за корпус, а не за провод или рабочую часть. При перерывах в работе паяльник отключать от электросети.
При нанесении флюсов на соединяемые места пользоваться кисточкой или фарфоровой лопаточкой.
При проверке результатов пайки не убирать изделие из активной зоны вытяжки до полного его остывания.
Изделия для пайки паяльником укладывать таким образом, чтобы они находились в устойчивом положении.
На участках пайки паяльником, не производить прием и хранение пищи, а также курение.
Требования безопасности при окончании работы
По окончании работы необходимо:
Отключить от электросети паяльник, пульты питания, освещение.
Отключить местную вытяжную вентиляцию.
Неизрасходованные флюсы убрать в вытяжные шкафы или в специально предназначенные для хранения кладовые.
Привести в порядок рабочее место, сложить инструменты и приспособления в инструментальный ящик.
Снять спецодежду и другие средства индивидуальной защиты и повесить их в специально предназначенное место.
Вымыть руки и лицо теплой водой с мылом, при возможности принять душ.
Требование безопасности в аварийных ситуациях.
В аварийных ситуациях необходимо:
При обнаружении неисправной работы паяльника отключить его от питающей электросети и известить об этом своего непосредственного или вышестоящего руководителя.
При травмировании, отравлении и внезапном заболевании работника оказать ему первую (доврачебную) помощь и, при необходимости, организовать доставку в учреждение здравоохранения.
При поражении электрическим током работника принять меры к скорейшему освобождению пострадавшего от действия тока.
При возникновении пожара:
· прекратить работу;
· отключить электрооборудование;
· сообщить непосредственному или вышестоящему руководителю о пожаре;
· сообщить о пожаре в пожарную охрану;
· принять по возможности меры по эвакуации работников, тушению пожара и сохранности материальных ценностей.
5. Энерго- и материалосбережение
Рыночная экономика требует максимально эффективного использования материальных ресурсов и энергии. Чтобы повысить экономическую привлекательность моего устройства, я применил следующие технические и проектировочные методы:
1. Оптимизировал конструкцию устройства в соответствии с поставленной задачей, максимально упростив его изготовление, использовал минимально необходимое количество деталей.
2. В процессе конструирования, применил микросхемы КМОП-логики вместо ТТЛ. Тем самым снизил энергопотребление.
3. Минимизировал использование материалов, путей максимально компактной разводки печатной платы.
4. В процессе проектирования отказался от индикации, тем самым сэкономил материальные и энергоресурсы.
6. Охрана окружающей среды
При современном уровне развития радиоэлектронной промышленности одной из острых экологических проблем является защита окружающей среды от токсического воздействия отходов химико-гальванических процессов, в том числе стоков травления печатных плат.
На предприятиях электронной промышленности, где производится изготовление печатных плат травлением металлического проводящего слоя, созданы специальные установки и комплексы с применением локальных малоотходных технологий, основное предназначение которых - постадийное извлечение ценных металлокомпонентов, восстановление отработанных травительных растворов для дальнейшего повторного использования в технологическом цикле, а также вторичное использование очищенной промывной воды. Это позволяет решить одновременно две проблемы: происходит минимизация утилизируемых материалов и экономия на закупке средств для приобретения новых химических компонентов.
Весь процесс утилизации должен осуществляется в соответствии с разработанной нормативно-технической документацией: «Временным технологическим регламентом по производству» и «Техническими условиями на товарные продукты».
В непромышленных условиях в качестве травителя для плат наибольшее распространение получил раствор хлорного железа (FeCl3). Эта соль в водном растворе окисляет медь и способствует ее отделению от основы-диэлектрика печатной платы. Концентрация используемого раствора 400 г/л, рабочая температура до 35° С. Несмотря на то, что этот раствор достаточно популярен, у него есть один большой недостаток - он не поддается регенерации, т.е. восстановлению в обычных непромышленных условиях. Поэтому необходимо применять ряд операций для подготовки к утилизации отработанного химического раствора. Идеальным способом является нейтрализация остатков производства щелочью (лучше гашеной известью). После нейтрализации жидкую часть можно вылить в канализацию при изрядном разбавлении обычной водой - в таких количествах она не поспособствует засолению почв. А твердую надо высушить, и хорошо прокалить. Получившийся продукт будет достаточно химически инертен и не представляет опасности для окружающей среды.
Итак, нейтрализация проводится с применением химических элементов в следующей пропорции: на моль хлорного железа (162 г) требуется три моля извести (171 г). То есть примерно, сколько по весу хлорного железа, столько и извести. Реакция будет проходить с выделением большого количества тепла, поэтому известь нужно добавлять постепенно. И еще будет выделяться некоторое количество газа (углекислого), так как в извести обязательно будет карбонат, поглощающий газ CO2 из воздуха. Только применение таких операций позволит минимизировать оказываемые при утилизации отработанных растворов воздействия на окружающую среду.
Заключение
В результате выполнения дипломного проекта мной были разработаны структурная, принципиальная схемы, на основе знаний полученных при изучении предметов специальности «Вычислительная техника». При разработке дипломного проекта понадобились не только знания специальных предметов, таких как «Cхемотехника», «Промышленная электроника», «Микропроцессорная техника», «Эксплуатация и ремонт ЭВС», «Периферийные устройства», «Конструирование», но и некоторых общеобразовательных – «Черчение», «Основы экологии», «Охрана труда», «Энергосбережение», «Экономика».
В ходе проделанной работы были разработаны функциональные узлы датчика и обеспечены взаимосвязи между ними.
Список использованных источников
1. Кривицкий А.В. Порядок выполнения, состав и требования, предъявляемые к курсовому проекту: Учебное пособие для учащихся специальности Т0802. - Гомель: ГГДСТ, 1994.
2. Орлов И.А. и др., Эксплуатация и ремонт ЭВМ, организация работы вычислительного центра: Учебник для техникумов/ И.А.Орлов, В.Ф. Корнюшко, В.В. Бурляев,- М.:Энергоатомиздат, 1989.- 400 с.: ил.
3. Справочник: Цифровые интегральные микросхемы: Богданович М.И. и другие. Мн.; 1996.А.Б. Гитцевич, А.А. Зайцев, В.В. Мокряков, В.М. Петухов, А.К. Хрулев «Радио и связь»
4. Преснухин Л.Н. Расчет элементов цифровых устройств: Учебн. пособие. Л.Н. Преснухин, Н.В. Воробьев, А.А. Шишкевич; Под ред. Л.Н. Преснухина,- 2-е изд., перераб. и доп.-М.: Высш. шк.,1991.-526с.: ил.
5. Васерин Н.Н., Применение полупроводниковых индикаторов/ Н.Н. Васерин, Н.К. Дадерко, Г.А.Прокофьев; Под ред. Е.С. Липина,- М.: Энергоатомиздат.,1991.-200с.: ил.