Главная
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Курсовая работа: Технологія виготовлення керамичної черепиці
Курсовая работа: Технологія виготовлення керамичної черепиці
План
Вступ
1. Асортимент та сировина керамічної черепиці
1.1 Сировинні матеріали для виробництва керамічної черепиці
1.2 Асортимент керамічної черепиці
2.Технологія керамічної черепиці
2.1 Переробка сировини і підготовка мас
2.2 Пластичне формування керамічної черепиці
2.3 Сушка і випалення керамічної черепиці
3. Контроль якості керамічної черепиці
3.1 Технічні вимоги
3.2 Основні методи контролю керамічної черепиці
Висновок
Список використаної літератури
Додаток 1
Додаток 2
Керамічна черепиця- один з найдавніших покрівельних матеріалів.
Термін служби якісної керамічної черепиці без необхідності проведення ремонту - понад 100 років. Керамічна черепиця зберігає свої декоративні властивості протягом усього терміну служби. Керамічна черепиця має низьку теплопровідність. Низька теплопровідність у поєднанні з масивністю матеріалу обумовлює мінімальне утворення конденсату на внутрішній поверхні черепичного покриття. Також вона вогнестійка, надзвичайно стійка до агресивних середовищ і сонячної радіації, має високу шумоізоляцію і морозостійкість. Керамічна черепиця не накопичує статичну напругу. Сучасні технології нанесення покриттів на керамічну черепицю забезпечують великий вибір кольорів і матових або глянцевих поверхонь (ангобірована або глазурована керамічна черепиця). Покриття істотно не впливає на термін служби керамічної черепиці, але може кардинально змінити її зовнішній вигляд. Крім величезного розмаїття кольорів керамічної черепиці, існує багатий вибір моделей керамічної черепиці.
В даний час виробництво керамічної черепиці в світі складає більше 2,5 млрд. м2 і має позитивну динаміку. Покрівля з керамічної черепиці займає провідні позиції, складаючи 33% від загальної площі покрівельних покриттів. Незважаючи на наявність в Україні величезних запасів високоякісної глини (понад 400 розвіданих родовищ глини, основними з яких є Артемівські глини, Миколаївські і Никифорівські), цей вид покрівельного матеріалу в даний час широкого застосування в нашій країні не отримав. Однією з основних причин є індустріалізація масового житлового будівництва, переважний розвиток якої вимагало більш дешевого і технологічного матеріалу, як, наприклад, хвилястий шифер.
Основною метою моєї роботи є розглядання технології керамічної черепиці, сировини, з якої вона виробляється, асортимент, методи контролю якості керамічної черепиці тощо.
1. Асортимент та сировина керамічної черепиці
1.1 Сировинні матеріали для виробництва керамічної черепиці
Основною сировиною для виробництва керамічних матеріалів і виробів є глини.
Глина - продукт механічного руйнування (вивітрювання) і хімічного розкладання деяких магматичних і метаморфічних гірських порід.
Розрізняють види глини для виробництва керамічної черепиці:
- легкоплавкі глини (основна сировина)
- різні функціональні (коригувальні) добавки.
Легкоплавкі глини мають здебільшого жовті і червоно-бурі відтінки. Зі збільшенням кількості піску в їх складі зменшуються усадка і міцність виробу. Тонкодисперсні фракції підвищують чутливість глин до сушіння.
До складу легкоплавких глин входять:
- Оксид алюмінію - знаходиться в глині в складі глиноутворюючих мінералів і слюдянистих домішок. Зі збільшенням його вмісту, як правило, підвищується пластичність глини, зростає міцність сформованих, сухих і обпалених виробів, їх вогнетривкість.
- Діоксид титану - впливає на забарвлення виробів.
- Оксид заліза - додає виробам після випалу червонуватий колір. При його вмісті більше 3% і наявності відновного середовища знижується температура їх випалу.
- Присутність часток вапняку розміром 1-2 мм призводить при випалюванні до утворення оксиду кальцію, який під впливом вологості повітря гаситься, збільшуючись в об'ємі, а при великому вмісті сприяє навіть руйнуванню виробів.
- Наявність в глині сульфату кальцію - причина утворення на обпалених виробах білих нальотів.
- Оксиди лужних металів знаходяться в глинах у складі слюд і польових шпатів, а в домішках - у вигляді розчинних солей. При сушінні виробу вони мігрують на поверхню, а після його випалу спікаються, надаючи йому велику міцність. Розчинні солі утворюють на поверхні виробу білий наліт.
- Органічні домішки - зв'язують велику кількість води, підвищують пластичність глин, а при сушці сирцю є причиною повітряної усадки і утворення тріщин. Вони надають виробам при випалюванні більш темний колір. Ці домішки, хімічно зв'язана вода у водних кристалогідратах і алюмосилікатах, а також СО2 карбонатів, видаляються з виробу при термічній обробці.
Коригувальні добавки. У глинисту сировину вводять:
- пластифікатори,
- флюсуючі добавки (плавні),
- охляли,
- паливовмісні добавки.
У більшості випадків введення добавки надає комплексний вплив. Кварцовий пісок – поширена охляли добавка. При звичайних температурах випалу виробів він не взаємодіє з розплавом і тим самим сприяє їх стійкості при сушінні й випаленні. Відвальні і гранульовані шлаки чорної і кольорової металургії, паливні шлаки знижують чутливість сирцю до сушіння, підвищують тріщиностійкість і поліпшують процес випалу.
Пластифікуючі добавки використовують для надання малопластічній глинистій сировині необхідної формоутворюваності, поліпшення сушильних властивостей і отримання міцних виробів. В якості пластифікуючих і одночасно збагачуючих добавок застосовують високопластичні, тонкодисперсні, вогнетривкі або тугоплавкі глини, відходи видобутку і збагачення вугілля, бентонітові глини, а також органічні й ПАР, електроліти, технічний лігнін, триетаноламін. Введені в кількості 0,1-1,0% від маси сухої глини, вони підвищують пластичність сировини завдяки утворенню на поверхні глинистих частинок адсорбційних плівок, що грають роль мастила. Найбільш ефективний спосіб введення пластифікуючих добавок - у вигляді шликера або суспензії разом з водою замішування.
Флюсуючі добавки сприяють появі рідкої фази при випалюванні виробів в умовах більш низьких температур в результаті утворення з компонентами основної сировини низькотемпературних евтектик. В якості таких добавок використовують тонкомолотий бій скла, шлаки, піритні огарки та ін.
До фарбувальних добавок відносять марганцеві, залізні та фосфорні руди та ін. Підготовка добавок зводиться до їх подрібнення або просіювання до заданого зернового складу.
1.2 Асортимент керамічної черепиці
Черепиця виготовляється трьох видів:
- штампована
- пластичного формування (стрічкова)
- напівсухого пресування плоска
Штампована керамічна черепиця буває:
- пазова
- марсельська
- голандська
- S-подібна,
- мунк-нун,
- гребенева
- гребенева укрупнена
Керамічна черепиця пластичного формування:
- стрічкова пазова
- стрічкова плоска стрічкова S-подібна
- стрічкова хвильова
- стрічкова гребенева
Керамічна черепиця пресування- плоска типу "Бобровий хвіст".
Черепиця «бобровий хвіст» - має менші розміри і вагу, ніж інші види керамічної черепиці. З огляду на невеликі розміри такої черепиці, її використовують для укладання на різних округлостях- на овальних слухових вікнах, закругленнях ската, конусних башточках. Плоску черепицю можна класти двома способами: лускою і вінцем (так зване подвійне покриття). В обох випадках вона ефектно виглядає і створює на даху декоративний малюнок (Таблиця 1.1).
Таблиця 1.1 Черепиця «бобровий хвіст». Технічні дані
| Характеристики | Величина | Од.вим. |
| Довжина черепиці | 38 | См. |
| Ширина черепиці | 18 | См. |
| Крок обрешітки | 14,5-16,5 | См. |
| Витрата черепиці на 1,0 кв.м. | 34- 38 | Шт. |
| Вага на 1,0 кв.м. | 65 | Кг. |
«Марсельська» черепиця має характерні вертикальні виїмки, які полегшують стікання води. Виїмки на черепиці вносять у її вигляд різноманітність, створюючи рівномірний плоский «стібок», і сприяють тому, що вертикальні і горизонтальні ділянки виглядають збалансовано (Таблиця 1.2).
Таблиця 1.2 «Марсельська» черепиця. Технічні дані
| Характеристики | Величина | Од.вим. |
| Довжина черепиці | 47 | См. |
| Ширина черепиці | 30 | См. |
| Крок обрешітки | 33-37,5 | См. |
| Витрата черепиці на 1,0 кв.м. | 10,5-12 | Шт. |
| Вага на 1,0 кв.м. | 48 | Кг. |
Мунк-Нунн («чернець-черниця») складається з двох шарів черепиці, які підходять один одному за формою: лежать увігнутих «черниць» і що спираються на них опуклих «ченців» (Таблиця 1.3).
Таблиця 1.3 Мунк-Нунн. Технічні дані
| Характеристики | Величина | Од.вим. |
| Довжина черепиці | 42 | См. |
| Ширина черепиці | 25,7 | См. |
| Крок обрешітки | 32,5-34,5 | См. |
| Витрата черепиці на 1,0 кв.м. | 14,5-15,4 | Шт. |
| Вага на 1,0 кв.м. | 48 | Кг. |
S-образна, або «голландська» черепиця. У розрізі з профілем у формі лежить літери «S», укладена на схилі, створює рівномірно хвилясту поверхню даху. Цей вид при укладанні утворює плавні горизонтальні лінії між рядами черепиці (Таблиця 1.4).
Таблиця 1.4 S-образна, або «голландська» черепиця. Технічні дані
| Характеристики | Величина | Од.вим. |
| Довжина черепиці | 44,5 | См. |
| Ширина черепиці | 27 | См. |
| Крок обрешітки | 35-36 | См. |
| Витрата черепиці на 1,0 кв.м. | 12,9-13,3 | Шт. |
| Вага на 1,0 кв.м. | 48,5 | Кг. |
Сучасна пазова черепиця, створюючи на даху характерну оборку між горизонтальними рядами, по оригінальності нагадує S-образну. Кожен окремий елемент такої черепиці має частково плоску поверхню, на краю переходить у опуклість. Елементи сучасної пазівої черепиці спрофілювати так, щоб вона нагадувала традиційну черепицю Мунк-Нунн або схожу на неї романської. Покриття з неї є таким же рельєфним, опуклості - виразними, у кожному елементі вони конусно розширюються донизу (Таблиця 1.5).
Таблиця 1.5 Пазова черепиця. Технічні дані
| Характеристики | Величина | Од.вим. |
| Довжина черепиці | 40,5 | См. |
| Ширина черепиці | 27,3 | См. |
| Крок обрешітки | 33-34 | См. |
| Витрата черепиці на 1,0 кв.м. | 14,6-15 | Шт. |
| Вага на 1,0 кв.м. | 45,9 | Кг. |
Кольори
Найбільш натуральним кольором керамічної черепиці являється тон обпаленої червоної глини. Найпоширеніші відтінки - це цегляний, мідний і каштановий. Колір залежить від місцевості видобутку глини і рецептури підготовки маси для виготовлення черепиці, тому окремі підприємства можуть похвалитися власним, характерним лише для їхньої продукції відтінком. Однак це зовсім не означає, що вся черепиця, виготовлена одним виробником, є ідентичною: невеликі відмінності в кольорі - це нормальне явище, пов'язане з природним походженням сировини. Керамічна черепиця може мати різні кольори. Крім червоного, найбільшою популярністю користуються темні тони: коричневий, антрацитовий або сірий. Черепиця може бути окрашена в масі шляхом додавання відповідних пігментів у глину, з якої вона формується. Популярним способом отримання кольоровий черепиці є покриття її перед термічною обробкою шаром ангоба - сумішшю благородних сортів глини, яка після випалення набуває заданий колір. Але при цьому у випадку різання черепиці або відколювання шматків може проявлятися червона структурована. Ангобірована черепиця існує у багатьох кольорах, перш за все, у натуральних: каштановому, коричневому, сірому, антрацитовому. Ціна може залежати від кольору: оскільки темні ангоби отримати складніше, чорна черепиця, як правило, найдорожча. Кольори хімічного походження - блакитний, зелений, жовтий, вишневий - потребують додаткового захисту шаром глазурі. Тому черепиця цих нестандартних кольорів значно дорожче ангобірованої.
Поверхня
Черепиця з натуральною керамічною поверхнею відрізняється міцністю, але її вигляд змінюється з часом. Вона старіє, темніє або вицвітає, обростає мохом. Якщо необхідно, щоб дах довше виглядав як новий, краще вибрати ангобіровану черепицю. Виробники рекомендують використовувати її в місцевостях, в яких спостерігається велике забруднення повітря. Ангобірована черепиця має більш гладку поверхню, ніж натуральна. На відміну від глазурованою, її пори закриті не повністю. Глазурована черепиця має гладку і блискучу поверхню. Глазур не пропускає рідини і гази, охороняє від забруднень або покриття патиною, але не впливає на міцність самого матеріалу. Період гарантії, який дають виробники, як правило, однаковий для всіх видів черепиці, незалежно від того, покриваються вони глазур’ю чи ні.
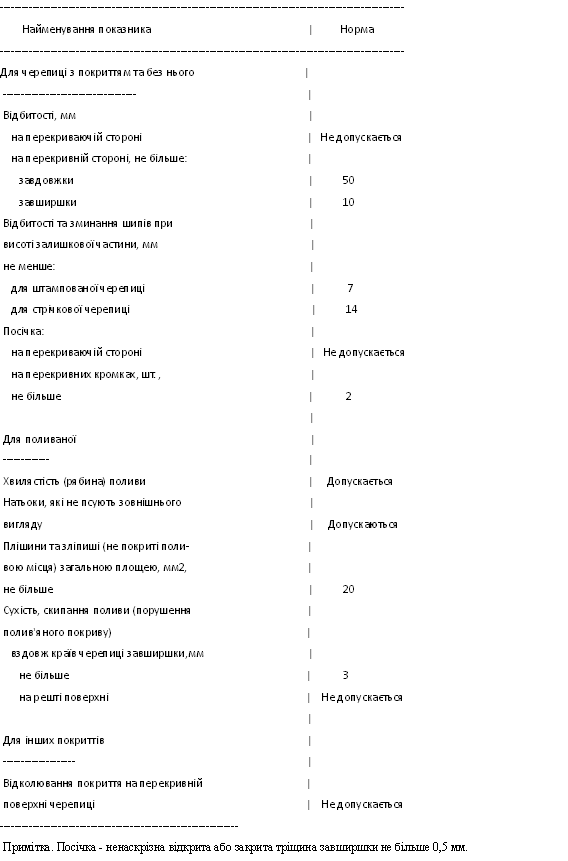
3а показниками зовнішнього вигляду черепиця повинна відповідати вимогам, наведеним в таблиці 1.6. Загальна кількість дефектів за показниками зовнішнього вигляду на окремій черепиці не повинна бути більше чотирьох.
Таблиця 1.6 Основні вимоги до зовнішнього вигляду черепиці
| Показник | Норма |
| Викривлення поверхні і ребер черепиці (викривлення), мм, не більш | 3 |
| Глибина пазів (фальцев) черепиці, мм, не менше | 5 |
| Шорсткість поверхні | Незначна |
| Колір | Однотонний |
| Вапняні включення, зухвалі відколи і тріщини | Не допускаються |
2.Технологія керамічної черепиці
2.1 Переробка сировини і підготовка мас
Переробка сировини для виробництва черепиці полягає в старанному дозуванні різних сортів глини із пластифікаторами, флюсуючими добавками (плавні), охлялами, паливовмісними добавками і в подрібненні, змішуванні й зволожуванні глиняної маси.
Щоб поліпшити якість виробів і полегшити механічну переробку сировини, треба провести попередню природну підготовку глин.
Подача сировини з кар'єру на виробництво, склад і властивості якого міняються, порушує режим роботи підприємства. Властивості глини можуть змінюватися як за площею кар'єру, так і по висоті шару сировини. Тому необхідно точно знати характер глини експлуатованого родовища і організувати його розробку так, щоб отримувати однорідну сировину.
Природна підготовка глин полягає в:
- переморожуванні,
- вивітрюванні,
- попередньому замочуванні їх.
Переморожування глини є обов'язковим при виготовленні черепиці.
Вивітрювання, або «літування», глин частково замінює процес переморожування, якщо його з якось причини не було проведено.
Переморожування глини основане на тому, то при замерзанні вологої глини вода збільшується у об'ємі і розриває грудки глини. Внаслідок неодноразового замерзання і відтавання глина стає пухкою.
Під час вивітрювання глина розпушується внаслідок поперемінного зволоження і висихання. Але при вивітрюванні глина розпушується значно менше, ніж при переморожуванні.
Заготовлену для переморожування глину треба укласти в бурти (грядки) висотою не більше 80 см. Якщо ділянка для укладання глини велика, то висоту буртів треба зменшити.
Для вивітрювання глину заготовляють весною або в крайньому разі на початку літа і укладають у бурти висотою не більше 40- 50 см (бажано робити бурти меншої висоти).
Глину, укладену в бурти для вивітрювання, треба добре змочувати водою, як тільки вона висохне. Крім того, у буртах треба зробити в шаховому порядку отвори, глибина яких трохи менша, ніж висота бурта, і заливати в ці отвори воду.
Витримувати глину в буртах для вивітрювання треба якнайдовше.
Кожний сорт глини для переморожування і вивітрювання укладають в окремі бурти.
Забирати глину з буртів слід у тій послідовності, в якій її укладали, тобто спочатку брати з тих буртів, які були укладені раніше.
Попереднє замочування глини полягає в тому, що її замочують не в процесі механічної переробки, а перед нею, бо глина повинна бути добре розмоклою і рівномірно зволоженою.
Попереднє замочування глини проводять у бучильних ямах (заглибленнях у землі, обкладених цеглою або обаполами). Глибину ям рекомендується робити не більше 1м, щоб зручно було вибирати з них глиняну масу.
Глину і домішки укладають послідовно шарами, розрівнюючи кожний шар по всій площі бучильної ями. Товщина шару кожного сорту сировини залежить від встановленого для цього заводу складу шихти, але не повинна бути більшою ніж 20 см. Так, наприклад, якщо шихта складається з 2/3 глини і 1/3 піску, то глину треба засипати шарами товщиною по 20 см, а пісок- шарами по 10 см, укладаючи послідовно кожний шар глини на шар піску.
Кожний шар укладеної маси треба заливати водою, щоб вся маса була рівномірно зволожена.
Для додержання точного складу шихти масу з бучильних ям треба вибирати тільки по виску.
При цьому відбуваються наступні процеси:
— диспергация (роздрібнення) щільної структури глинистих пластів в результаті зміни температур при підвищеній вологості;
— часткове гниття органічних домішок з виділенням газів;
— можливе розкладання маткових порід (польових шпатів) в результаті тривалого вилежування.
Чим довше глина вилежувалась, тим вище її якість. При вилежуванні відбуваються процеси вивітрювання, виморожування і рівномірного розподілу вологи. В процесі вивітрювання і виморожування глинисті частинки диспергують, збільшуючи пластичність глини. При вилежуванні відбувається набухання глинистих частинок, а також вимивання розчинних солей, що дозволяє без зайвих витрат позбавитися від нальотів на поверхні обпаленої черепиці. Термін знаходження глини в конусах повинен бути не менше 12—18 місяців. При здобичі глини з конусів, та частина глини, використання якої передбачено в зимовий час, піддається вирівнюванню поверхні за допомогою бульдозера і ховається утеплювачем (тирсою, очеретом).
Вилежена глина потім прямує на завод за допомогою самоскидів.
Основними критеріями початкового вибору сировини для технології її обробки служать:
- макроструктура
- пластичні властивості
Макроструктура і пластичні властивості визначають щільність матеріалу, його здатність піддаватися диспергації при обробці в зволоженому стані.
Глина направляється у глиносховище. Глиносховище призначене для подрібнення крупних і мерзлих грудок глини. Глиносховище є машиною періодичної дії і включається в роботу після завантаження в його бункер порції глини, далі зубами розпушувача проштовхуються в ящичний живильник, з якого глина по стрічковому конвеєру поступає на подрібнення у вальці грубого помелу. Він призначений для грубого помелу глини і виділення кам'янистих включень. Вальці складаються з гладкого валка, ребристого валка, рами, пристроїв для захисту вальців від перевантаження, для очищення гладкого і ребристого валків. Валяння обертаються назустріч один одному. Зазор між ними регулюється переміщенням гладкого валка в тих, що направляють рами. Далі глина прямує в глиносховище.
На заводі повинен бути теплий склад глини, розрахований на 30 діб роботи заводу. Закрите зберігання глини проводиться в глиносховищах різного типу. Вони відрізняються один від одного, в основному, ємкістю і механізмом, за допомогою якого здійснюється виїмка глини з цієї ємкості і подача її на технологічну лінію заводу.
За видами механізмів глиносховища поділяються:
а) з мостовим краном грейфера;
б) з екскаватором;
в) з канатним скрепером.
Після глиносховища масу обробляють на бігунах мокрого помелу з додатковим зволоженням і 9-20% гарячою водою. Розмір включень після бігунів часто перевищує 5—6 мм. Тонкомолота глина вбирає воду в 5—6 разів швидше шматковою. Враховуючи, що процес набухання триває 0,5—4 ч і більш, масу краще зволожувати гарячою водою (60—70° З) або парою. Проникаючи в пори, а також в місця з дефектами структури глинистих частинок, гаряча вода або пара легше утворюють оболонки гідратів, а розклинююча дія води виявляється сильніше. Маса, прогріта парою, краще формується при зниженій вологості, витрата потужності при формуванні знижується на 20—25%, продуктивність пресів підвищується на 8—10%, термін сушки скорочується на 40—50%. Перепад вологи по шарах в напівфабрикаті з прогрітої маси зменшується в 2—3 рази, що знижує напругу і усадку в сирці при сушці. В результаті знижується брак і підвищується міцність висушеного сирцю і готових виробів.
Далі з нього по стрічковому конвеєру глину направляють на додаткову обробку в глинорастирач з отворами грат 6— 8 мм, а потім— у вальці тонкого помелу із зазором між валяннями 1,8 -2мм. Призначений для тонкого помелу глиняних мас.
Після цього глина поступає в двохвальний лопатевий змішувач. Де матеріал перемішується(гомогенізується) лопатями, насадженими на вал, з швидкістю до 35 об/хв. Регулюванням кута нахилу лопатей змінюється швидкість руху матеріалу і час перебування його в змішувачі, яке зазвичай складає 2—3 хв. Швидкість переміщення складає 1,3—1,4 м/с. Продуктивність двохвальних змішувачів 18—35 м3/ч. Тут сировина заздалегідь зволожується, подаються охляли і інші добавки.
Кожній масі відповідає оптимальна вологість, при якій вона володіє найбільшим зчепленням, граничною напругою зрушення, що характеризується. При цій вологості найповніше розвиваються гідратні оболонки і адсорбовані плівки води на глинистих частинках, максимально проявляють свій вплив вандерваальсовські сили молекулярної взаємодії, завершується процес диспергування. Напівфабрикат з таких мас має максимальну міцність у висушеному стані, переносить сушку і випалення з найменшими деформаціями, а вироби характеризуються максимальною міцністю.
На глиняну масу за допомогою стрічкових конвеєрів направляють в спеціальний шихтозапасник баштового типу, бункерах і інших механізованих ємкостях. Проміжні ємкості (силоси) від 25 до 350 м3 забезпечують вилежування переробленої і зволоженої маси від 5—6 год до 24 год. На вітчизняних заводах використовують башти-силоси. Продуктивність башти — 25м3/ч, встановлена потужність електродвигунів — 42 кВт.
Розташування шихтозапасника в середині технологічного процесу слід визнати вельми вдалим технологічним рішенням.
Запас шихти гарантує ритмічність роботи формувального відділення, а отже і інших відділів виробництва.
2.2 Пластичне формування керамічної черепиці
Призначення формування – надати форму, розмір, щільність і необхідну міцність напівфабрикату.
Формувальна здатність звичайної пластичної маси регулюється корегуванням складу — введенням пластифікуючих добавок (жирної глини, бентоніту) при одночасному зменшенні вмісту отощающих компонентів і зміною вологості. Кожній групі формованих виробів різної конфігурації відповідають оптимальні формувальні властивості маси.
Процес пластичного формування на стрічкових шнекових пресах характеризується складним характером руху керамічної маси в пресі, нерівномірним ущільненням її, наявністю дефектів структури, обумовлених анизоморфизмом компонентів маси, рухливістю водного середовища і одностороннім додатком тиску. Структура маси, на яку не було прикладено тиск, характеризується безладним розташуванням компонентів (агрегати твердих частинок, бульбашки повітря).
У місцях порушення структури (площини ковзання) спостерігається концентрація глинистих частинок і солей, що містяться в глині. Зерен кварцу і інших мінералів тут майже немає.
2.3 Сушка і випалення керамічної черепиці
Сушіння виробів
У черепиці, відформованій пластичним способом, міститься до 25% і більше води, частина якої під час сушіння випаровується. У висушеній черепиці води є тільки 8- 10 %.
Вода у свіжовідформованому сирці розподілена між часточками глини. Під час сушіння вода з поверхонь сирцю починає випаровуватись, і одночасно вода з середини сирцю пересувається до його поверхні. Внаслідок випаровування води віддаль між часточками глини зменшується і об’єм черепиці (сирцю) теж зменьшується.
Якщо випаровування води з поверхні і пресування її з середини сирцю до поверхні відбувається з однаковою швидкістю, то черепиця висихає без тріщин і не деформується.
Якщо ж вода з поверхні сирцю випаровується швидко, а вода з середини сирця не встигає підходити до поверхні, то сушіння відбувається нерівномірно. Внаслідок цього поверхневі шари сирцю дають усадку, а внутрішні вологі шари чинять їм опір, що й призводить до утворення тріщин у черепиці та її деформацію.
Перед випалом вироби повинні бути обов'язково висушені щоб уникнути нерівномірної усадки, викривлень і розтріскування. Сушіння здійснюється в спеціальних камерах протягом декількох годин при постійному контролі температури і вологості повітря.
Під час сушіння черепиці виникають тріщини і жолоблення. Крім того, бувають і механічні пошкодження сирцю черепиці при транспортуванні і укладанні їх у піч.
Випал виробів
Випал - найважливіший і завершальний процес у виробництві керамічних виробів. Цей процес можна розділити на три періоди: прогрів сирцю, власне випал і регульоване охолодження. При нагріванні сирцю до 120oС видаляється фізично зв'язана вода і керамічна маса стає непластичної. У температурному інтервалі від 450oС до 600oС відбувається відділення хімічно зв'язаної води, руйнування глинистих мінералів і глина переходить в аморфному стані. При подальшому підвищенні температури вигорають органічні домішки і добавки, а керамічна маса безповоротно втрачає свої пластичні властивості.
При 800oС починається підвищення міцності виробу. У процесі нагрівання понад 1000oС легкоплавкі з'єднання керамічної маси та мінерали плавки створюють розплав, який стягує частинки, приводячи їх до ущільнення та усадки маси в цілому.
Після охолодження виріб набуває кам'яноподібний стан, водостійкість і міцність. Випал - дуже енергоємний технологічний процес, чим і обумовлена висока ціна виробленої продукції. Але, з іншого боку, висока вартість повністю відповідає якості цього елітного покрівельного матеріалу. Виробництво керамічної черепиці - практично повністю автоматизований процес, що дозволяє істотно збільшити продуктивність та якість продукції.
Декоративна обробка поверхні керамічної черепиці
Основний колір керамічної черепиці - червоно-цегляний. Цей колір матеріалу додають оксиди заліза, що містяться в глині. Ніяких спеціальних барвників при цьому не використовується. Для поліпшення зовнішнього вигляду, а також додаткової водонепроникності, керамічну черепицю покривають декоративним шаром - глазур'ю або ангобом.
Глазур
Глазур - це склоподібне покриття, нанесене на виріб і закріплене випалом. Сировинні суміші розмелюють на порошок і наносять на поверхню виробів перед випаленням. Глазур найвищий спосіб обробки поверхні керамічної черепиці.
Ангоб
На сухий виріб наноситься тонкий шар беложгущейся або кольорової глини, що утворює кольорове покриття з матовою поверхнею. За своїми властивостями ангоб має ті ж характеристики, що й основна черепиця. Відмінною особливістю цієї колірної обробки керамічної черепиці є стійкість кольору.
3. Контроль якості керамічної черепиці
Черепиця повинна відповідати вимогам ДСТУ Б В.2.7-28-95 та зразкам-еталонам, які затверджені підприємством-виготівником за узгодженням зі споживачем. Черепиця повинна виготовлятися згідно з технологічним регламентом, який затверджений в установленому порядку. Фізико-механичні властивості черепиці наведені у додатку 1. Існують певні технологічні вимоги:
1) Черепиця повинна мати рівні поверхні та краї. Допускається викривлення поверхні та ребер (жолоблення) не більше ніж 3 мм.
2) Черепиця може виготовлятися без покриття або з різними видами покриттів (полива, ангоб тощо).
3) Покриття наноситься на лицьову поверхню черепиці. Допускається нанесення покриття тільки на покривну частину черепиці. Покриття з поливи повинно бути рівномірно розплавленим.
4) Колір черепиці однієї партії повинен бути однотонним, покриття - одного кольору та виду.
5) Вапнякові включення, які викликають руйнування черепка, не допускаються.
6) Тріщини на черепиці не допускаються. При легкому постукуванні молотком черепиця не повинна деренчати.
7) Черепиця повинна бути нормально випаленою. Перепал і недопал не допускаються.
8) Руйнівне навантаження при випробуванні черепиці на злом у повітряно-сухому стані повинно бути не менше:
- 1500 Н (150 кгс) - для S-подібної (стрічкової та штампованої);
- 900 Н (90 кгс) - для пазової штампованої, марсельської та голандської;
- 800 Н (80 кгс) - для решти видів черепиці.
9) Черепиця повинна бути водонепроникною.
10) Маса 1 м2 покриття з черепиці у насиченому водою стані повинна відповідати вказаній у додатку 2 та додатку 3.
11) Черепиця повинна бути морозостійкою і в насиченому водою стані витримувати не менше 25 циклів поперемінного заморожування та відтавання без наявних ознак руйнування (розшарування, лущення, розтріскування, викришування) при пластичному способі формування і 35 циклів - при напівсухому способі формування.
12) Глибина пазів (фальців) черепиці повинна бути не менше 5 мм, висота шипів для кріплення у штампованої черепиці - не менше 10 мм, у стрічковому - не менше 20 мм.
13) Черепиця штампована для прив'язування до лат повинна мати на внутрішній стороні вушко з отвором діаметром не менше 1,5 мм або круглий отвір (зменшення діаметром не менше 1,5 мм або круглий отвір (зменшення товщини черепиці - для пробивання гвіздком) діаметром від 2 мм до 5 мм для кріплення гвіздками.
14) Черепиця напівсухого пресування для кріплення до лат гвіздками повинна мати два нескрізних отвори діаметром від 2 мм до 5 мм.
15) Структура черепка за зломі повинна бути однорідною і без розшарування.
На нижній стороні або на перекривній частині лицьової сторони кожна черепиця повинна мати маркування - умовне позначення підприємства-виготівника.
Транспортне маркування повинно відповідати ГОСТ 14192.
Таблиця 3.2 Фізико-механичні властивості черепиці
| Показник | Норма |
|
Руйнуюче навантаження при випробуванні на злам черепиці в повітряно-сухому стані, Н(кгс), не менше: -для S-образной стрічкової |
1500(150) |
| -для пазової штампованої | 900(90) |
| -для решти видів черепиці пластичного формування | 800(80) |
| -для плоскої черепиці напівсухого пресування | 400(40) |
| Водопроникність | Водонепроникна |
| Морозостійкість, цикли, не менше | 25 |
3.2 Основні методи контролю керамічної черепиці
Основними методами контролю керамічної черепиці є:
1) Визначення розмірів, правильності форми і показників зовнішнього вигляду виконують візуально та замірюванням металевою лінійкою згідно з ГОСТ 427 з похибкою вимірювань не більше 1 мм.
Вимірювання габаритних розмірів черепиці проводиться у двох місцях на відстані від 20 мм до 60 мм від дольових кромок. За довжину та ширину черепиці приймають середнє арифметичне значення результатів двох вимірів.
Вимірювання покривної поверхні черепиці виконується на фрагменті з 3 шт. виробів.
2) Викривлення поверхні черепиці визначають такими методами.
При вігнутій поверхні - вимірюванням за допомогою щупа згідно з ТУ 2-034-225 найбільшого зазору між лицьовою поверхнею покривної частини черепиці і ребром металевої лінійки, поставленої по діагоналі або по краях черепиці.
При випуклій поверхні - шляхом вимірювання найбільшого зазору між лицьовою поверхнею покривної частини черепиці і ребром металевої лінійки, поставленої по діагоналі або краях черепиці і яка опирається одним кінцем на щуп (калібр), рівний допустимій величині викривлення.
3) Величину відбитості кутів, відбитості та вм'ятини шипів визначають лінійкою по найбільшій довжині відбитості.
4) Однотонність кольору черепиці визначається на відстані 10 м. Черепицю вкладають на похило встановленому щиті розміром не менше і м .
5) Структуру черепка визначають візуально за однорідністю у зломі.
6) Ступінь випалювання (перепал, недопал) визначають порівнянням із зразком-еталоном.
7) Руйнівне навантаження на злом черепиці у повітряно-сухому стані визначають при руйнуванні зразка зосередженим навантаженням, яке прикладається в середині прогону за однопрогоновою схемою. За результат приймається середнє арифметичне п'яти випробувань. Перед випробуванням нижню поверхню черепиці вирівнюють по ватерпасу двома поперечними смужками гіпсового розчину завширшки від 20 мм до 30 мм, розташованими у місцях спирання черепиці на опори.
На середині верхньої поверхні черепиці таким же чином робиться одна поперечна смужка у місці навантаження.
Для рівномірного розподілення навантаження по перерізу виробів допускається використання накладок з металу або твердого дерева, які мають профіль черепиці, на опорні площини для прикладання зосередженого навантаження.
Швидкість навантаження повинна складати від 10 Н за секунду до 40 Н за секунду.
При випробуваннях на злом черепиця вкладається лицьовою поверхнею догори.
Довжина прогону при випробуванні штампованої, пазової стрічкової (з габаритною шириною 200 мм і 220 мм) та S-подібної черепиці - 200 мм, плоскої стрічкової та пазової стрічкової (з габаритною шириною 165 мм) - 180 мм.
Опорами можуть служити циліндричні котки діаметром від 20 мм до 30 мм або призми із закругленням ребрами. Довжина опор повинна перевищувати ширину зразка.
Допускається при прискореному випробуванні вирівнювати поверхню черепиці смужками з повсті, гуми та інших еластичних матеріалів такої самої ширини, визначивши перехідний коефіцієнт.
Арбітражні випробування виконуються тільки на гіпсових смужках.
8) Водонепроникність черепиці визначається таким методом: зразок, призначений для випробування, укладають на опори лицьовою поверхнею догори. На лицьовій поверхні черепиці встановлюють циліндричну прозору трубку внутрішнім діаметром 25 мм і висотою 200 мм. Зазор між краями трубки та поверхнею виробу герметизують пластиліном, парафіном або іншим герметизуючим матеріалом. Трубку заповнюють водою до висоти 150 мм і підтримують цей рівень поступовим доливанням води. Після 3 годин оглядають нижню поверхню зразка і встановлюють наявність або відсутність на ній крапель води. Відсутність крапель води свідчить про водонепроникність черепиці.
9) Наявність вапнякових включень (дутика) визначають шляхом пропарювання виробів.
Зразки, що знаходяться у стані повітряної вологості, укладають на грати, поміщені у посудині з кришкою. Налиту під грати воду доводять до кипіння. Кип'ятіння триває 1 годину.
Потім зразки охолоджують у закритій посудині протягом 4 годин, після чого їх виймають і оглядають. Після випробування зразки не повинні мати тріщин, а також відколів на поверхні.
10) Масу 1 м2 покриття з черепиці у насиченому водою стані вираховують множенням середньої маси черепиці у насиченому водою стані на кількість штук черепиці на 1 м2 покриття.
Для насичення зразки укладають у посудину з водою в один ряд на підкладки так, щоб рівень води у посудині був вищий верху зразків не менше, ніж на 10 мм і не більше ніж на 100 мм. У такому стані зразки витримують не менше 48 год. Після цього їх виймають з посудини, негайно витирають м'якою тканиною і кожний зразок зважують. Маса води, яка витікає з пор зразка на чашу ваг, повинна включатися у масу насиченого водою зразка. Зважування кожного зразка повинно закінчитися не пізніше ніж через 5 хв.
Допускається, крім випадків арбітражного випробування, насичення зразків у киплячій воді. Для насичення в киплячій воді зразки поміщають у посудину, заповнену водою і оснащену гратами для забезпечення вільної циркуляції води між зразками та дном посудини.
Воду нагрівають до кипіння і витримують зразки у воді, доведеній до кипіння, не менше 3 год., після чого їх охолоджують у тій самій воді до температури приміщення і зважують. Зважування зразків виконують з похибкою до 1 г.
Маса однієї черепиці у насиченому водою стані визначається як середнє арифметичне результатів зважування п'яти зразків.
11) Кількість штук черепиці на 1 м2 покриття визначають з похибкою до першого десяткового знака як частку від ділення 1 м2 на середню покривну площу однієї черепиці у квадратних метрах.
12) Морозостійкість черепиці визначають при об'ємному заморожуванні відповідно до вимог ГОСТ 7025.
Методи контролю за якістю черепиці, що рекомендуються, приведені в таблиці 3.3
Таблиця 3.3 Методи контролю
| Контрольований параметр | Метод контролю, що рекомендується |
| Зовнішній вигляд | Візуально |
| Однотонність кольору | На відстані 10 м |
| Розміри і правильність форми | Сталевою лінійкою по ГОСТ 427-75 з погрішністю вимірювань не більше 1 мм |
| Структура черепка | Візуально по однорідності в зламі |
| Міцність на злам | Руйнуванням зразка черепиці зосередженим навантаженням, що прикладається по середині прольоту по однопролітній схемі |
| Водопроникність | На черепиці, укладеній на опори, герметично укріплюють прозору трубку діаметром 25 мм і заввишки 200 мм. Трубку заповнюють водою до висоти 150 мм, підтримуючи цей рівень протягом 3 ч. Відсутність крапель на нижній поверхні черепиці свідчить про водонепроникність |
| Наявність вапняних включень | Шляхом пропарювання |
|
Маса 1 м |
Обчислюють множенням середньої маси черепиці
в насиченому водою стані на кількість штук черепиці на 1 м |
|
Кількість штук черепиці на 1 м |
Визначають як приватне від ділення 1 м |
| Морозостійкість | Визначають по ГОСТ 7025 |
Керамічна черепиця має значну кількість переваг:
- надійна і довговічна. Якісна керамічна черепиця має особливу структурі пір, більшість з яких замкнуті й не заповнюються водою в дощ або в сніг. Реальний термін служби керамічної черепиці більше 100 років.
- практична і екологічна. Має високу теплопровідність, стійка до біологічного впливу до сонячної радіації та хімічно активних речовин;
- красива, естетична, престижна. Різноманітність форм, фактур і кольору дозволяють втілювати найоригінальніші і незвичайні архітектурні ідеї. Тільки справжня керамічна черепиця може так прикрасити будинок і підкреслити бездоганний смак і високий соціальний статус власника;
- для отримання високоякісної черепиці необхідно витримувати умови довготривалого вилежування протягом 12- 18 місяців з метою збільшення пластичності глини і вимивання розчинних солей, що дозволяє без зайвих витрат позбавитися від нальотів на поверхні обпаленої черепиці;
- випалення при різних температурних режимах – найважливіший і завершальний процес у виробництві керамічної черепиці, під час якого керамічна маса безповоротно втрачає свої пластичні властивості і після охолодження набуває кам’яноподібний стан;
- з метою покращення зовнішнього вигляду, а також додаткової водонепроникності, керамічну черепицю покривають декоративним шаром - глазур'ю або ангобом.
Список використаної літератури
1. И.И. Мороз « Технологія будівельної кераміки». Київ, 1980. 384 с.
2. А.М. Салахов, В.І. Ремезникова, О.В. Спіріна, А.Ю. Мочалов «Виробництво будівельної кераміки». Казань, 2003. 292с
3. Якимович Б. «Спадисті дахи. Черепиця: Довідник», 2002.
4. «Murator», «Керамическая черепица- для красивой крыши»,Анна Вронська, 2009, №11. 36с
5. «Керамика: Наука и жизнь», «Глинисті сировинні матеріали», Рева В.И. 2009. №2
6. http://tokado.com.ua/cherepіca_ceramіc.html
7. http://spіrіt-lіve.com.ua/statjі-o-tehnologіyah/statjya-o-cherepіtse.html
Технічні вимоги до керамічної черепиці
Типи, основні параметри та розміри черепиці
| Вид та тип черепиці | Розміри та допустимі відхилення від них, мм | Кількість штук черепиці на 1см2 покрівлі | Маса 1м2 покриття з черепиці у насиченому водою стані, кг, не більше | ||||
| покрівельні | габаритні | ||||||
| довжина | ширина | довжина | ширина | ||||
| а | б | в | г | ||||
|
1.Штампована 1.1. Пазова 1.2. Марсельська 1.3. Голандська 1.4. S-подібна 1.5. Мунк-нун (мунк) 1.6 Мунк-нун (нун) |
+22 310 -6 |
+8 190-4 |
не нормується | 17 | 55 | ||
|
+22 333 -6 |
+8 190-4 |
не нормується | 16 | 55 | |||
|
+22 347 -6 |
208-4 +8 |
не нормується | 14 | 55 | |||
|
+15 340-10 |
+5 200-8 |
не нормується | 15 | 55 | |||
|
+15 340-10 |
+5 200-8 |
не нормується | 15 | 55 | |||
| 335± 10 | 175± 8 | не нормується | 17 | 55 | |||
| 335± 10 | не нормується |
400±10 172± 5 |
128± 8 | 30-34 | 74 | ||
| 335± 10 | не нормується | 410±10 |
104± 5 145± 5 |
30-34 | 74 | ||
|
2 Формована 2.1 Стрічкова пазова 2.2 Стрічкова плоска 2.3 Стрічкова S-подібна 2.4 Плоска напівсухого пресування типу "Бобровий хвіст" 2.5 Стрічкова хвильова |
333± 5 | 200± 3 | 400± 5 | 220± 3 | 16 | 55 | |
| 333± 5 | 180± 3 | 400± 5 | 200± 3 | 17 | 55 | ||
| 333± 5 | 140± 3 | 400± 5 | 165± 3 | 21,4 | 55 | ||
| 160± 5 | 155± 3 | 365± 5 | 155± 3 | 40,3 | 60 | ||
| 333± 5 | 175± 3 | не нормується | 17 | 55 | |||
| 290± 5 | 175± 3 | 20 | 55 | ||||
| 160± 5 | 155± 3 | 365± 5 | 155± 3 | 40,3 | 60 | ||
| 333± 5 | 196± 3 | не нормується | 15,3 | 55 | 60 | ||
|
3 Гребенева 3.1 Гребенева звичайна 3.2 Гребенева укрупнена 3.3 Гребенева стрічкова |
333± 4 | не нормується | 365± 4 | 200± 3 | 10 | ||
| 380± 10 | не нормується |
+15 405-13 |
210± 7 | 10 | |||
|
+20 340-10 |
не нормується |
+20 410-15 |
145± 5 174± 5 |
10 | |||